
涡流纺纱用胶管的选型与使用
2012-09-18 11:30:16陈建石
纺织器材 2012年5期
陈建石
(浙江宏扬控股集团,杭州 311245)
涡流纺纱用胶管的选型与使用
陈建石
(浙江宏扬控股集团,杭州 311245)
为了延长涡流纺胶辊的使用周期并降低成本,通过选用不同制造厂的不同型号、硬度及表面处理方法的胶管进行测试,采用无锡三惠公司产SHA75B型与阿姆斯壮公司产J490SA型胶管进行纺纱对比试验,纺R 14.6tex粘胶纱和纺T/R/C 22.4tex纱的实践表明SHA75B型胶管完全能够替代J490SA型胶管。经工艺试验,胶辊直径建议为30.20mm~29.20mm,温度控制在25℃~30℃,根据不同品种而灵活掌握湿度。建议国内胶管制造企业组织攻关,研制出适合涡流纺纱用胶圈。
胶辊;胶管;涡流纺;动程;紫外光照;涂料;硬度;磨砺
涡流纺纱用胶辊,应具有适应涡流纺纺纱速度快、纺纱工艺上牵伸区不设置导纱动程、回磨周期短、对胶辊的耐磨性能要求高的特点。进口胶辊基本能满足涡流纺的生产与质量要求,但价格昂贵。根据企业的实际情况,在保证成纱质量满足客户要求的前提下,近两年来我们一直在国内寻找替代品。从2009年9月以来,我们从8家纺织橡胶企业提供的15个不同型号、硬度、表面处理的胶辊进行了初步测试和筛选,最终选定无锡三惠SHA75B型与阿姆斯壮J490SA型胶辊作为试验对象(两种胶辊硬度均为邵尔A75度)。
1 国产胶辊替代进口胶辊的可行性试验
1.1 纺R 14.6tex粘胶纱
两种胶辊在紫外线光照下同台纺R 14.6tex粘胶纱的质量对比见表1。
表1测试数据为15d内10次测试的均值。在纺制R 14.6tex纱时,进口胶辊J490SA型与国产SHA75B型紫外线光照胶辊成纱质量基本一致。由表1中数据初步得出结论,纺制粘胶品种时国产胶管能替代进口胶管(在逐步推广中)。
1.2 涤粘、阳粘、纯涤及多种纤维混纺品种试验
涡流纺纺制的涤粘、阳粘等混纺品种,在市场上也很受欢迎,选择适合该类产品的胶管,同时满足生产和节约成本的需求是企业的当务之急。为此我们作了三合一T/R/C 22.4tex纱试验,结果见表2。
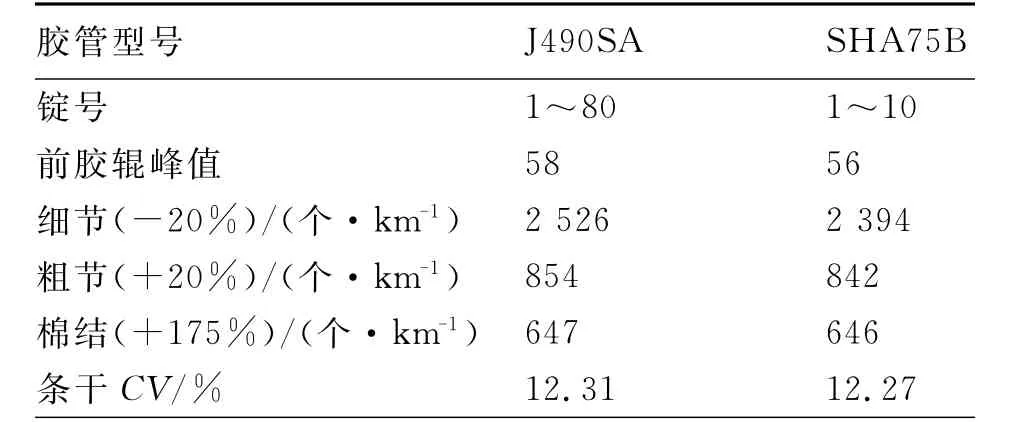
表1 两种胶辊在紫外线光照下同台纺R 14.6 tex粘胶纱质量对比
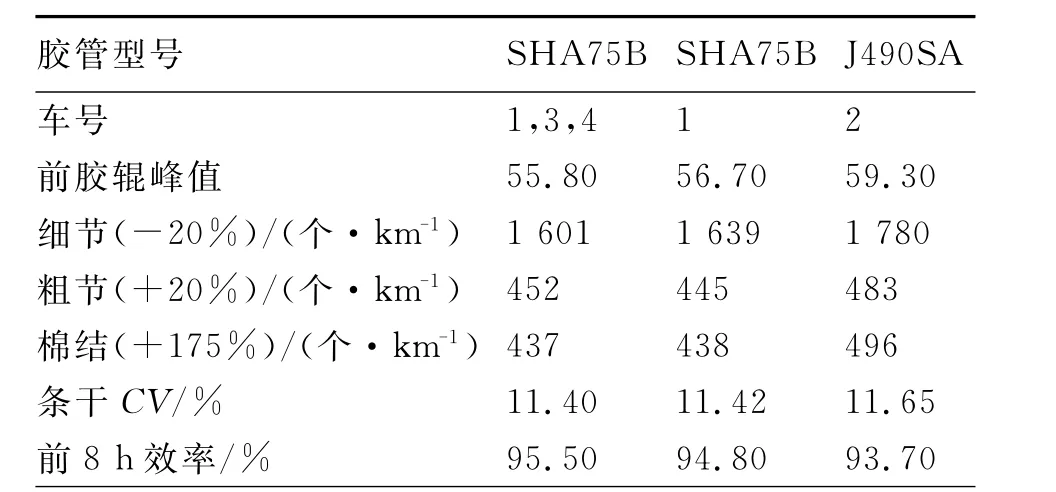
表2 两种胶辊在涂料处理下同台纺T/R/C 22.4tex纱质量对比
1.2.1测试数据对比分析
a)自2011年2月23日开始在涡流纺1号、2号机台纺制三合一22.4tex纱;
b)24日对短绒率进行检测:1号车短绒率为94.57%,2号车短绒率为83.31%;
c)27日检测结果:2号J490SA型涂料胶辊返花比较严重,落棉短绒率低,换上了SHA75B型涂料胶辊;
d)1号机台连续生产了9d三合一,3月4日改纺R 19.4tex,三惠涂料胶辊换成J490SA型紫外线光照胶辊;
e)周期外不良胶辊:J490型涂料胶辊3~4只/(d·台);SHA75B型涂料胶辊1~2只/(d·台)。
1.2.2试验小结
a)在1号~4号机台上纺制三合一22.4tex纱,使用三惠SHA75B型胶辊总体效果良好,成纱质量优良,生产效率较高,稳定性好,使用寿命相对较长(11d,胶辊能正常回磨),能有效地节约物料消耗。三惠SHA75B型涂料胶辊适合本企业生产的需求,因价廉物美,已经推广。
b)胶辊的表面处理:磨床工艺参数设置与纺制粘胶的胶辊基本一致,横动速度可稍快(0mm/min~15mm/min)。双组份涂料A与B的配比为1∶3,涂抹第2遍时,以胶辊表面出现均匀光亮度为佳;但是也不能过于光亮,如同包裹了一层塑料薄膜。胶辊表面粗糙度Ra控制在0.55μm~0.80μm,用板涂时表面粗糙度随推拉次数增加而增加;而要降低表面粗糙度,则涂料配比低些、少推拉几次即可。
c)使用贝克全自动磨胶辊机磨砺各种胶辊,及各种状态下磨砺参数的不同选择,另外论述。
1.2.3几点实践技巧
a)涂料胶辊在生产涤的混纺品种不满5d的情况下需改纺粘胶品种时,胶辊可以不换,这样在不影响质量的前提下能尽量延长胶辊的使用寿命,能节约物料消耗,降低成本。
b)紫外线光照胶辊在粘胶品种上运转6d以内改纺涤混纺品种时,可以不回磨,做好清洁上烘房约30min,上一遍涂料(配比1∶3)1h后继续使用;还可以在停车后(胶辊有温度),从摇架上拿下,逐档上涂料,全部上好后10min就可以开车。
c)纺制几天涤混纺品种出现胶辊带花时,在胶辊表面基本没有变形的情况下,可停车把胶辊从摇架上逐档拿下、逐档上涂料,停车30min足够,减少了回磨又解决了燃眉之急,效果非常好。
d)在没有紫外线光照机或紫外线光照机损坏的情况下,纺粘胶品种可进行一遍涂料处理,配比根据胶辊硬度不同及生产环境选用1∶5~1∶10。
e)在没有贝克自动磨胶辊机的时侯,国产精磨机和802型磨床加FT101也能加工涡流纺胶辊,只要磨床工艺参数设置合理,磨励效果接近贝克自动磨胶辊机,关键看操作人员的技术水平。
1.3 T 20.8tex生产情况
1.3.1 2011年4月19日~28日质量:乌斯特条干CV值为11.5%;-50%细节为1个/km;+50%粗节为2个/km;+200%棉结为1个/km;+280%棉结为0个/km。
1.3.2 生产效率:6台车生产了9d后改品种时,机显效率还在97.2%~98.4%。
1.3.3 三惠SHA75B型涂料胶辊表面圆整,当时车速320m/min,温度约为28℃,湿度约为50%。
1.4 小结
三惠SHA75B型胶辊,涂料处理好后能适纺涤粘、阳粘、包括纯涤等多种纤维混纺品种,质量好而且稳定,生产效率也高,使用寿命可达到9d(以T 65/R 35 19.4tex,纺纱速度为400m/min为例)。
2 涡流纺纱用胶辊直径对成纱质量和生产效率的影响
涡流纺纱用不同胶辊直径纺R 14.6tex纱成纱质量和生产效率见表3。
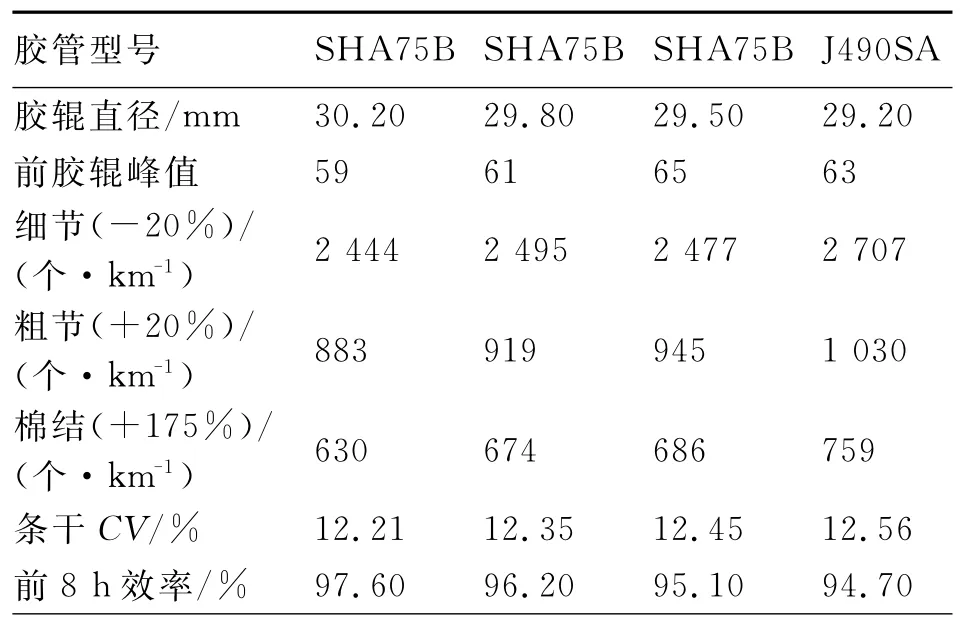
表3 两种胶辊纺R 14.6tex纱成纱质量和生产效率对比
从表3统计情况可以看出:胶辊直径对成纱质量和效率影响明显,直径越大质量越好,效率越高;反之,直径越小,质量越差,效率越低。建议使用直径为30.20mm~29.20mm。原则:①胶辊在运行过程中不能碰到胶圈钳口与针座;②不能影响整个摇架对纤维控制的稳定和有效(村田公司推荐为30.00mm~29.10mm,直径为30.50mm在试验观察中)。
3 结束语
3.1 纺制粘胶品种时使用国产胶辊完全能替代进口胶辊。胶管硬度选择邵尔A75度,用户厂可根据自身情况和客户对产品质量需求来定。原料选配、前纺半制品质量、后纺温湿度对最终产品质量、生产效率、胶辊、胶圈消耗影响很大,涡流纺车间的温度一般控制在25℃~30℃,相对湿度为55%~65%。
3.2 在涤粘、阳粘、纯涤及多种纤维混纺品种上,要考虑品种翻改兼顾粘胶品种,选择同一种型号同一个硬度的胶辊,方便使用与管理。根据需要设置不同的磨砺参数与不同的表面处理方式,来满足不同产品的质量需求并达到降低胶辊消耗的目的。温湿度对最终产品质量、生产效率、胶辊胶圈消耗影响很大,一般应控制在温度为25℃~30℃,湿度为45%~55%。
3.3 胶辊使用直径确定,各厂应根据实际情况,建议为30.20mm~29.20mm。
3.4 胶辊等专件器材的应用工作是一个系统工程,需要各方面的配合,人、机、料、法、环缺一不可。胶辊室技术人员的技术、工作能力和责任心在较大程度上决定了产品质量、生产效率和机物料消耗,领导要理解、支持其工作,重视胶辊技术人员的作用与价值,提高他们的待遇。
3.5 国内纺织橡胶生产企业应组织攻关,早日研制出适合涡流纺纱的胶圈,以替代进口,降低纺纱生产的成本。
TS103.82+3
B
1001-9634(2012)05-0037-02
2012-04-28
陈建石(1962—),男,江苏南通人,技术员,主要从事气流纺、涡流纺、细纱、粗纱及并条胶辊胶圈等纺纱器材的使用研究。
猜你喜欢
纺织科学研究(2023年9期)2023-10-23 11:18:04
纺织器材(2022年4期)2022-08-18 14:05:34
纺织器材(2022年4期)2022-08-18 14:05:34
纺织科学研究(2021年6期)2021-07-15 08:41:40
装备制造技术(2021年1期)2021-05-21 07:55:12
纺织科学研究(2017年8期)2017-09-05 09:46:46
灾害医学与救援(电子版)(2016年2期)2016-03-11 20:18:04
纺织器材(2015年5期)2015-12-19 06:38:34
纺织器材(2015年4期)2015-12-19 06:37:30
读写算·高年级(2015年2期)2015-07-25 10:31:41
