
利用乳酸菌制麦降低国产麦芽麦汁浊度
2012-09-18 07:59:18苏红旭,王璐,徐凯,邱然,赵长新,江国金
大连工业大学学报 2012年1期
苏 红 旭,王 璐,徐 凯,邱 然,赵 长 新,江 国 金
(1.大连工业大学 生物工程学院,辽宁 大连 116034;2.国家粮食储备局无锡科学研究设计院,江苏 无锡 214035;3.中粮麦芽(大连)有限公司,辽宁 大连 116200)
0 引言
大麦在生长、收获、运输和储存的过程中常受到各种微生物的污染[1],如细菌、丝状真菌和酵母[2-3]。在整个制麦过程中,霉菌也大量生长。受霉菌污染严重的大麦制成的麦芽品质较差,并且用此类麦芽生产得到的麦汁,浊度有所增加[4]。高浊度麦汁中含有大量的脂肪酸及高分子氮等物质,在发酵阶段,酵母处于高浊度的麦汁中,极易出现菌种退化;在升压后酵母数会明显减少,双乙酰还原减慢,酒龄延长,对啤酒酿造产生极坏的影响[5-6]。
有些乳酸菌对霉菌孢子萌发或生长有抑制作用[7],这是由于乳酸菌的代谢过程中产生了大量的乳酸,使霉菌生长环境中的pH 降低,再加上微生物可能的竞争作用,抑制了霉菌的生长[8];制麦过程中添加乳酸菌还能够改善麦芽品质[9]。本实验以国产大麦为原料,分离和筛选出麦芽表面的乳酸菌,通过添加乳酸菌来减小麦汁浊度,并对乳酸菌制麦工艺进行初步研究,同时比较乳酸菌麦芽和普通麦芽在质量上的区别。
1 材料与方法
1.1 材 料
内蒙大麦;MRS 液体培养基;含1%碳酸钙的MRS固体培养基。
1.2 仪 器
BPS-250CL恒温恒湿箱,上海一恒科技有限公司;微型制麦系统,德国SEEGER;HACH 2100P便携式浊度计,美国HACH;DLFU-W23050麦芽标准粉碎机,德国;T6060电热干燥箱,德国Heraeus;LB8自动糖化器,德国;SD-1色度仪,北京光电设备厂;Delta320PH 计,上海梅特勒-托利多;落球式黏度计,德国HAAKE Falling Ball;K1 13/26凯氏定氮仪,德国Gerhardf;TU-1901双光束紫外可见分光光度计,北京普析通用。
1.3 菌株的分离、纯化
取10g发芽4d的绿麦芽于90mL 麦芽汁液体培养基中,摇匀后进行富集培养,30 ℃厌氧培养24h。摇匀后,用接种针蘸取富集液,在含1%碳酸钙的MRS琼脂平板上划线,30 ℃厌氧培养24h。然后从每个平板挑取产生溶钙圈的单菌落,反复划线纯化。选取革兰氏阳性、触酶试验阴性的菌株斜面保藏。
1.4 菌株的筛选和鉴定
在15 ℃下液体培养,选出产酸量大、菌体浓度高的菌株。用微量发酵管对筛选出的菌株进行生化鉴定,18~72h后观察并记录现象。
1.5 普通制麦工艺
采用浸水6h、断水16h,再浸水5h、断水3h的浸麦方式,浸麦温度15℃,使麦粒水分达到42%~45%。取出大麦,进入发芽阶段,温度15 ℃,湿度95%以上,发芽4d 后,进行干燥焙焦。温度45℃保持3h,用1h升温到55℃并保持3h,然后用1h升温到65 ℃并保持3h,再用1h升温到75 ℃并保持3h,最后用1h 升温到80 ℃并保持4h,得到成品麦芽。
1.6 麦芽指标测定
β-葡聚糖质量浓度测定:方法见参考文献[10]。
其他指标测定:库值、浸出率、黏度等指标测定方法见参考文献[11]。
2 结果与讨论
2.1 菌种的分离、纯化及筛选
从麦芽表面分离出菌株28株,经革兰氏染色镜检和接触酶反应,筛选出5株革兰氏阳性、接触酶阴性的菌株,从中再筛选出在15 ℃下MRS液体培养基中产酸量大及菌体浓度高的乳酸菌1株S32-3。
2.2 菌种鉴定结果
表型特征:30 ℃下培养2d,在添加3%碳酸钙的MRS 固体培养基上生长良好,表面光滑湿润,有明显的透明圈。液体培养基中培养一段时间出现浑浊,随后菌体逐渐沉淀下来,呈现白色。
生理生化特征:菌株S32-3的生理生化特征结果见表1。

表1 筛选出的S32-3株乳酸杆菌的生化鉴定结果Tab.1 Biochemical characterization of isolated lactobacillus stains S32-3
根据分离出的乳酸菌的表型特征和生理生化特征[12],初步鉴定S32-3为植物乳杆菌。
2.3 乳酸菌最佳接种量的确定
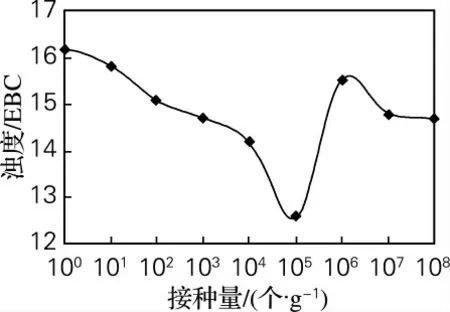
图1 接种量对成品麦芽麦汁浊度的影响Fig.1 The effects of inoculum size on turbidity of wort of malt
采用普通制麦工艺进行制麦,在第一次浸麦时接种不同浓度的乳酸菌(S32-3),测定成品麦芽麦汁浊度,结果如图1所示。由图1可知,随着乳酸菌接种量的增加,麦汁浊度呈下降趋势,当接种量达到105个/g绝干大麦时,麦汁的浊度达到最低值,说明当乳酸菌接种量为105个/g绝干大麦时乳酸菌对成品麦芽麦汁浊度影响最大。接种量大于105个/g绝干大麦时麦汁的浊度呈现上升趋势,这是由于乳酸菌数量增加导致乳酸产量大幅增加,从而使麦芽生长环境的pH 下降较大,降低了绿麦芽中的酶活力,从而影响麦芽的溶解,最终导致麦汁浊度上升。因此乳酸菌的最佳接种量为105个/g绝干大麦。
2.4 乳酸菌最佳接种时间的确定
使用普通制麦工艺进行制麦,分别在第一次浸麦、第二次浸麦、发芽第一天和发芽第二天接种乳酸菌,接种量为105个/g绝干大麦,测定成品麦芽麦汁浊度,结果如图2所示。从图2中可以看出,接种乳酸菌进行制麦得到的成品麦芽麦汁浊度均有不同程度的下降,说明不同时间接种乳酸菌,对麦芽麦汁浊度影响不同。第一次浸麦时接种乳酸菌的麦汁浊度最低,说明最佳接种时间为第一次浸麦开始。
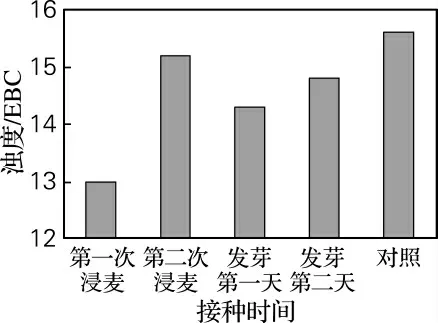
图2 接种时间对成品麦芽麦汁浊度的影响Fig.2 The effects of inoculum time on turbidity of wort of malt
2.5 制麦工艺对麦芽的影响
2.5.1 浸麦温度对制麦效果的影响
使用普通制麦工艺进行制麦,第一次浸麦时接种乳酸菌,接种量为105个/g绝干大麦,浸麦温度分别为15、20 和25 ℃,测定成品麦芽麦汁浊度,其结果如表2所示。由表2可知,浸麦温度为20 ℃时成品麦芽麦汁浊度最低,说明浸麦温度对麦芽麦汁浊度有一定影响。低温浸麦时,不利于乳酸菌的生长,对霉菌的抑制效果减弱,而浸麦温度过高时,大麦发芽的均一性受到影响,使部分麦粒溶解不充分,导致麦汁的浊度升高。

表2 浸麦温度对成品麦芽麦汁浊度的影响Tab.2 The effects of steeping temperature on turbidity of wort of malt
2.5.2 浸麦工艺对制麦效果的影响
利用普通制麦工艺进行制麦,第一次浸麦时接种乳酸菌,接种量为105个/g绝干大麦,采用3种浸麦方式,浊度的测定结果如表3。从表3 中可知,采用不同浸麦方式进行制麦,所得成品麦芽麦汁浊度不同,而第2种浸麦方式的浊度最低,说明总浸麦时间相同时,增加第1次断水时间能明显降低成品麦芽麦汁浊度,而增加第1次浸水时间对浊度影响不大。

表3 浸麦工艺对成品麦芽麦汁浊度的影响Tab.3 The effects of steeping technology on turbidity of wort of malt
2.5.3 发芽工艺对制麦效果的影响
采用普通浸麦工艺,在第一次浸麦时接种乳酸菌,接种量为105个/g绝干大麦,发芽阶段采用不同的发芽工艺,测定成品麦芽麦汁浊度,其结果如表4所示。由表4可知,采用不同发芽工艺进行制麦所得成品麦芽麦汁浊度不同,利用降温发芽方式所制出的成品麦芽麦汁浊度最低,说明采用降温发芽方式能够有效降低成品麦芽麦汁浊度。由于降温工艺开始温度相对较高,乳酸菌大量生长,并且抑制了霉菌的生长,发芽后期由于温度下降,霉菌生长较慢,整个发芽过程霉菌均受到了一定的抑制,从而减少了霉菌对麦芽的影响,使得麦汁浊度降低。

表4 发芽工艺对成品麦芽麦汁浊度的影响Tab.4 The effects of germination technology on turbidity of wort of malt
2.6 乳酸菌对成品麦芽品质的改进
通过研究获得最佳乳酸菌制麦工艺:浸麦采用浸4断18浸5断3,第一次浸麦时接种乳酸菌105个/g绝干大麦,提高浸麦温度为20 ℃,发芽采用降温发芽方式,干燥采用普通制麦方法。考察乳酸菌制麦的综合指标,结果如表5所示。由表5可知,乳酸菌麦芽中的很多指标均发生明显的改变。乳酸菌麦芽麦汁浊度有明显的下降,延缓了酵母的退化;总酸含量的增加,一定程度上增强啤酒胶体的缓冲性能;浸出率的提高说明乳酸菌麦芽溶解性的提高,增加原料的利用率;β-葡聚糖质量浓度和黏度的降低有利于麦汁的过滤;库值和α-氨基氮质量浓度的提高说明乳酸菌麦芽的蛋白质得到更充分的溶解,提高生物稳定性,也为啤酒酿造中的酵母提供了丰富的氮源,以上说明乳酸菌对麦芽溶解有一定的积极作用。乳酸菌麦芽中的很多指标有明显改善是由于乳酸菌产生一定量的乳酸能够提高酶活力,加快蛋白质和细胞壁葡聚糖的降解,从而提高了大麦的溶解性。

表5 不同制麦工艺对成品麦芽品质的影响Tab.5 The effect of different malting processing on malt quality
3 结论
从麦芽表面分离及筛选得到的乳酸菌S32-3,根据其表型特征和生理生化特征,初步鉴定为植物乳酸菌。以S32-3为接种乳酸菌,对大麦进行制麦实验。实验证明最适接种量为105个/g绝干大麦,最适接种时间为第一次浸麦开始,提高浸麦温度为20 ℃,浸麦工艺为浸4断18浸5断3,发芽工艺采用降温发芽,能够明显降低成品麦芽麦汁浊度。乳酸菌麦芽的许多指标明显优于普通麦芽,对于酿造有一定的积极作用。
猜你喜欢
食品安全导刊(2022年35期)2023-01-15 13:22:00
作文小学高年级(2022年5期)2022-06-16 06:22:50
云南化工(2021年6期)2021-12-21 07:31:04
环境卫生工程(2021年4期)2021-10-13 06:52:26
趣味(作文与阅读)(2021年12期)2021-04-19 12:16:48
疯狂英语·新读写(2021年2期)2021-02-25 08:58:46
酒·饮料技术装备(2020年4期)2020-09-05 02:25:22
特别健康(2018年3期)2018-07-20 00:24:54
商周刊(2017年10期)2017-08-23 13:30:41
华人时刊(2016年19期)2016-04-05 07:56:10
