
大型LNG双壁金属单容罐建造过程质量控制
2012-09-17 09:31:00陈美全张新建姚佐权
低温工程 2012年6期
陈美全 张新建 姚佐权
(1合肥通用机械研究院 合肥 230031)
大型LNG双壁金属单容罐建造过程质量控制
陈美全1,2张新建1,2姚佐权1,2
(1合肥通用机械研究院 合肥 230031)
(2国家压力容器与管道安全工程技术研究中心 合肥 230031)
介绍了大型LNG双壁金属单容罐在建造过程中的主要质量控制点,通过比较、总结的方法得出有效的控制技术措施,结合实践效果及相关的理论分析,这些措施有利于储罐在建造过程中的质量控制,供以后类似结构储罐的建造时借签。
LNG 单容罐 质量控制
1 引言
LNG储罐是LNG接收站、调峰站或液化站的主要储存设备,合理的制造、检验及质量控制要求是储罐安全运行的重要保证。本研究以某液化厂的10 000 m3LNG双壁金属单容罐为例,介绍储罐在建造过程中的一些主要质量控制点。储罐的主体结构如图1所示。
储罐采用内罐吊顶、外罐拱顶结构型式,内罐用来储存低温LNG,工作温度为-166.6℃,外罐用来承装保冷材料和闪蒸气体。LNG输送采用低温潜液泵,所有工艺及仪表接管都从罐顶进出罐体。储罐主要由内罐、外罐、铝吊顶、绝热层、平台梯子及架空式承台等组成。整个储罐坐落在钢筋混凝土基础承台之上。
2 建造过程中主要质量控制要点
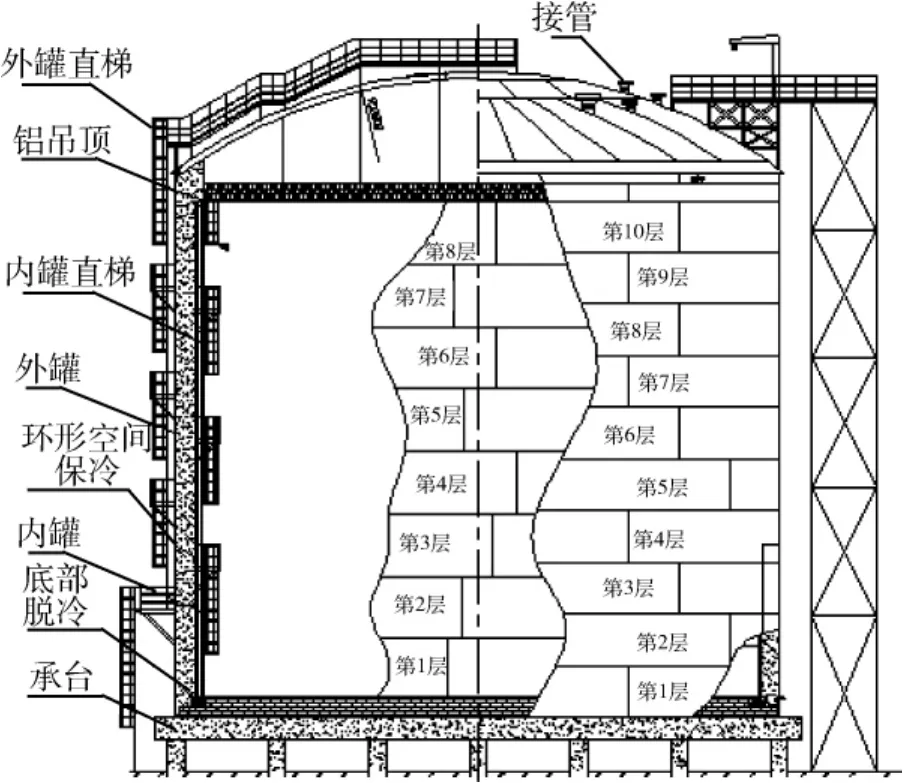
图1 主体结构Fig.1 Main struction
考虑到储罐主体结构现场组装、焊接及施工周期等因素,储罐在建造过程中的主要质量控制要点有:(1)主体材料焊接质量控制;(2)外罐拱顶、内罐和吊顶组装施工质量控制;(3)罐体上接管划线开孔、组装定位质量控制;(4)低温绝热结构施工质量控制;(5)罐体沉降试验和正、负压试验过程质量控制;(6)储罐预冷过程质量控制。
2.1 主体材料焊接质量控制
根据LNG储罐建设地点环境温度要求,外罐材料采用16MnDR,内罐材料采用9%Ni钢(厚度5—10 mm),内罐的焊接质量是整个低温储罐的关键。9%Ni钢在焊接冶金反应和热循环的作用下,其组织和成分发生改变,从而产生脆性相,低温韧性下降,冷、热裂纹倾向增大等现象。考虑上述原因,建造过程中必须解决钢材焊接的裂纹倾向、低温韧性下降和磁化等问题。
内罐底板之间和壁板纵、环缝主要采用氩弧焊和手工电弧焊方法。应严格控制母材和焊材的化学成分不超标,特别是P、S的含量控制在标准含量以内,同时保证焊缝坡口附近的清洁以防止氢在硬化层中的积聚,采用正确的收弧技术和适当打磨等措施结合起来可以避免热裂纹的产生。焊接过程中,严格执行焊接工艺规程,尤其是保证焊条烘干和施焊环境温度要求,可以避免冷裂纹的出现。
9 %Ni钢焊接出现低温韧性降低的原因主要有两个方面,一是所选焊材的影响。从韧性和热膨胀量方面考虑,手工电弧焊采用ENiCrMo-6焊条,制定相应的焊接工艺评定,焊接接头的力学性能能够满足LNG低温储罐对低温性能要求。二是焊接线能量和层间温度。在焊接过程中,焊接线能量和层间温度会改变焊接热循环的峰值温度,从而影响热影响区的金相组织,峰值温度高会产生粗大的马氏体和贝氏体而使低温韧性下降[1]。一般情况下,可采用红外线温度检测仪检查施焊的层间温度,确保层间温度在100℃以内。
9 %Ni钢是一种很容易被磁化的材料,克服磁偏吹的途径主要有两种:一种是对母材进行消磁处理;另一种是采用交流焊接。焊机电源线和焊把线使用时,不允许盘成封闭的环形,必须拉直以避免钢板产生磁性。结合实际情况,施工过程中比较容易出现的质量问题及预防措施见表1。
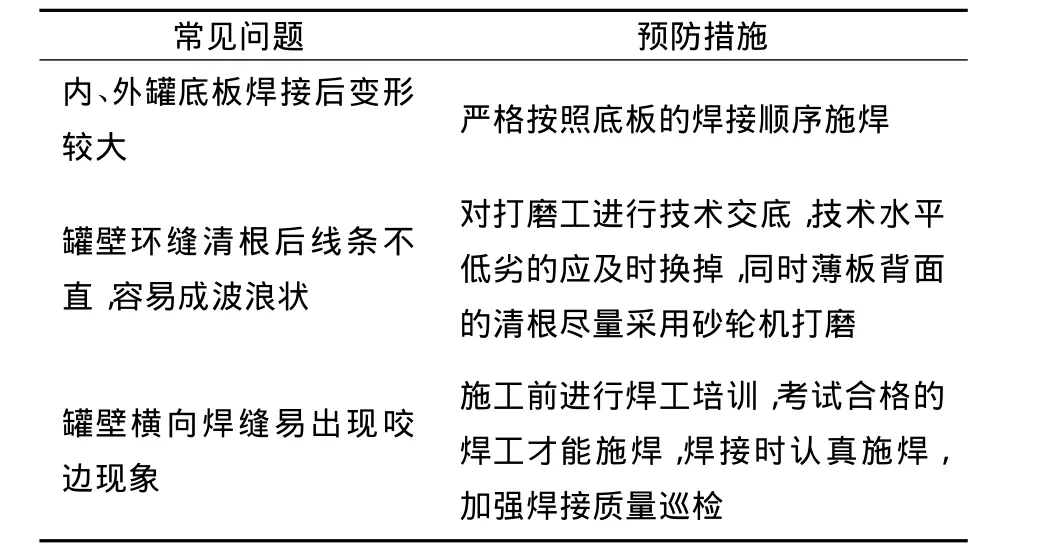
表1 常见质量问题及预防措施Table 1 Common quality problems and preventive measures
2.2 外罐拱顶、内罐和吊顶组装施工质量控制
内、外罐组装是一个非常重要的环节。外罐由拱顶、壁板、底板和基础锚固件等构成,通过足够的锚固件和基础牢固地连接在一起。内罐由底板、吊顶板及八带壁板组成。罐体施工采用电动葫芦提升倒装法施工工艺,除外罐顶安装外,所有安装和检验的工作在地面进行,相对于正装法,倒装法施工工艺的经济性和安全性更好并且生产效率更高[2]。施工程序具体如下:
基础复测→外罐底板铺设、焊接、检测→壁板压缩环、拱顶抗压圈组对、焊接→拱顶加强筋组装→机械提升装置安装→10#壁板组对焊接、检测→拱顶板组对焊接、检测→铝吊顶铺设、焊接、检测→9~1#外罐壁板组对、焊接、检测→开设外罐大门→机械提升装置拆除→外罐底板大角缝、收缩缝焊接、检测→外罐附件安装→内罐底板组对焊接、检测→8#内罐壁板组对、焊接、检测——机械提升装置安装→7~1#内罐壁板组对、焊接、检测→内罐大门开设→内罐附件安装、机械提升装置拆除→内、外罐大门封闭。
在壁板组对时不断调整壁板的垂直度、椭圆度以达到设计要求。自检合格后做好记录,经检验自检、专检合格开始纵缝焊接,焊完后必须对垂直度和椭圆度进行复测、调整,偏差不得超过允许值。在环缝组对过程中,必须兼顾上、下节壁板垂直度,在保证垂直度符合要求的情况下调整环缝间隙,当两者产生矛盾时,优先考虑对环缝间隙进行调整以保证垂直度。环缝组对完,按工序要求检查合格并办理交接手续。在环缝焊接过程中加强巡检,发现严重变形应及时调整。环缝焊完后,对垂直度进行复测,合格后进行下节壁板的安装工序。考虑到内、外罐罐壁厚度薄和罐体高等特点,在每节壁板的组对过程中,不仅要保证该节壁板本身垂直度符合要求,还要对组焊完的壁板总体垂直度进行检查和调整。
2.3 罐体上接管划线开孔、组装定位质量控制
罐体上的接管全部是在外罐罐顶上安装。如果接管孔的形状及坡口尺寸得不到保证,将影响接管与外罐拱顶的连接角焊缝焊接质量,同时开孔补强圈的安装也是施工中一个重要部分。开孔除削弱罐壁的强度外,在壳体和接管连接处,由于结构的连续性被破坏会产生局部应力集中,导致该区域易发生失效,给设备的运行带来安全隐患。考虑上述原因,施工过程中接管开孔及补强圈的尺寸和安装位置必须严格符合图纸设计要求。
由于拱顶上有很多纵向、横向加强筋和纵、横向搭接焊缝,如果在接管开孔前划线位置不准确,开孔后很容易出现两种情况:一是接管和拱顶的连接角焊缝与纵、横向搭接焊缝离的很近甚至重叠,不符合相关规范要求;二是接管安装时与纵向、横向加强筋发生冲突,如割掉部分纵向、横向加强筋,则影响拱顶整体受力。为了避免上述情况,在开孔前必须保证划线尺寸准确无误,结合实际情况和其他大型容器接管划线开孔的制造经验,如DN250 mm接管开孔,在划好中心线后先开直径约20 mm的小孔,以此小孔为中心划开孔位置,如有偏差可以及时调整,确认无误后可按具体尺寸进行开孔。
2.4 低温绝热结构施工质量控制
低温绝热保冷施工主要包括罐底保冷、内外罐环形空间保冷、铝吊顶保冷以及接管保冷4部分。虽然储罐低温绝热结构相对简单,但施工质量对储罐的保冷效果起到关键作用。低温绝热材料应具备导热系数小、吸水率小、抗冻性强和耐火性好等特点。
2.4.1 罐底保冷
底部保冷层采用高强度、绝热性能优良的厚度约800 mm的泡沫玻璃砖进行隔热,同时铺设高强度、耐低温的珠光砂水泥砖作为内罐罐底环形承压环梁。罐底保冷结构如图2所示。
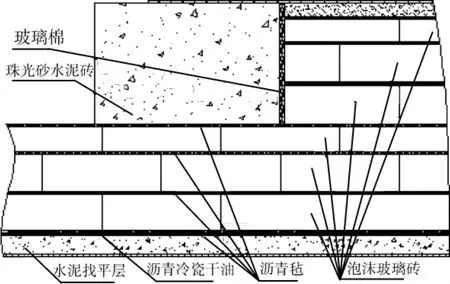
图2 底部保冷结构Fig.2 Cold insulation struction of bottom
外罐底板上找平层按设计要求施工,表面要求平整,其平面度要求在每10 m弧长内任意两点的高差应不大于3 mm,整个圆周长度内任何两点的高差应不大于6 mm。准确确定中心线及标高线。在外罐底板水泥找平层平面上,确定泡沫玻璃砖的铺设方向,设定中心轴线,按45°角分成8条轴线延伸到相应圆周边,并用水平仪确定各轴线位置和标高基准线,以便对每层泡沫玻璃砌筑时进行校准,确保泡沫玻璃施工时的平整度。底部保冷层泡沫玻璃砖、珠光砂水泥砖的铺设分两个阶段。
(1)第一阶段:规格600×450×150 mm,共铺两层,然后铺一层规格为600×450×100 mm玻璃砖。根据沥青毡的方向铺设,玻璃砖间隙不大于2 mm,相邻二层泡沫玻璃砖的长宽方向错缝不小于100 mm,第一层泡沫玻璃砖铺设完成之后,从外圈向中心1 m范围内的玻璃砖外表面热浸防水沥青处理,以此类推,每层泡沫玻璃砖表面铺一层沥青毡,相邻泡沫玻璃砖间沥青毡采用对接方式。每层沥青毡铺设完工后需要重新划线,以保证每层玻璃砖缝的错开长度。
(2)第二阶段:规格600×450×150 mm,共铺两层,然后铺一层规格为600×450×100 mm玻璃砖,根据第一阶段铺设的玻璃砖确认铺设方向。最上层泡沫玻璃砖上表面铺设一层沥青毡,沥青毡接缝采用搭接方式,搭接宽度约60 mm。接缝处用火枪烘烤粘结密缝,以防止沥青毡接缝处渗入干沙。
2.4.2 内、外罐环形空间保冷
内、外罐的环形空间的保冷结构如图3所示。内罐外侧是厚度约150 mm的弹性毡,内、外罐的环形空间填充隔热性能良好的珠光砂。
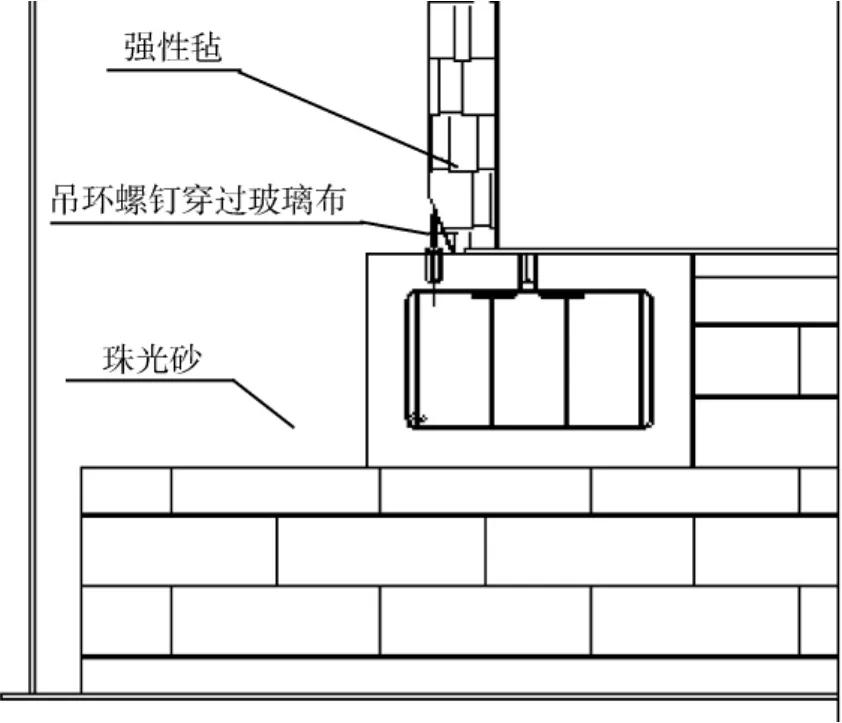
图3 环形空间保冷结构Fig.3 Cold insulation struction of annular space
环形空间保冷的施工内容包括弹性毡的安装和珠光砂的填充。弹性毡的安装施工程序:保温钉粘接→挂钩、弹性毡压紧板安装→弹性毡安装→玻璃纤维布安装→斜拉紧固绳固定。
(1)保温钉粘接:在内罐壁上用水平线测定纵向垂直线,按每间隔1 200 mm(弹性毡的宽度)进行标识,每块弹性毡纵向为两列保温钉,距弹性毡边缘200 mm,间距800 mm。保温钉用TIC5066粘结剂进行粘接固定,72 h后铺设弹性毡,粘结剂应随用随拌。
(2)挂钩、弹性毡压紧板和弹性毡安装:按测定的纵向垂直线位置安装挂钩和弹性毡压紧板,用M16×130全螺纹螺栓将弹性毡和玻璃纤维布夹在一起,压紧板之间的玻璃纤维布应使用聚氨酯密封胶TIC5030与压紧板粘接。用保温钉将弹性毡和玻璃纤维布连接在一起,用反向自锁垫圈锁扣,保证各块弹性毡紧密相靠。
(3)玻璃纤维布安装:使用粘结剂TIC5030粘接,玻璃布间的竖向拼缝至少搭接300 mm。
(4)斜拉紧固绳安装:在玻璃纤维布外表安装紧固绳,罐上部紧固绳固定在压紧板的挂钩上并斜拉30°左右固定在罐底部珠光砂水泥砖的吊环螺钉上,严禁过份紧固尼龙绳,以免损坏珠光砂水泥砖。
考虑到在预冷过程中由于内罐向内收缩珠光砂下沉时弹性毡收缩等因素,其主要控制要素:
(1)弹性毡材料相关技术参数比如回弹性是否符合设计要求;
(2)弹性毡固定保温钉间距是否符合设计要求;(3)弹性毡压紧板连接是否安装牢固。
环形空间填装珠光砂应在干燥晴朗的天气下进行。由于周期长,每天施工结束后封闭所有通向罐内的开孔,防止外界水分进入。为减少储罐使用过程中珠光砂的自然沉降,在装填过程中需要使用特制的振动器进行振动以保证装填密度,在整个充填施工过程中,根据珠光砂高度的变化而不断调整外罐拱顶上的填充口进行填充,以保证振动器的合理设置和振动作业的顺利进行[3]。
2.4.3 吊顶上部保冷
吊顶上部铺设8层厚度约为100 mm的玻璃棉,相邻两条玻璃棉交叉铺设,玻璃棉之间的缝隙应紧密可靠。填充前应该将吊顶表面清扫干净,为了保证铺设厚度符合设计要求,可以采用在吊杆某处缠绕电工绝缘胶带用来标识。
2.4.4 低温接管保冷
低温接管的保冷施工一般是在储罐水压试验并清理干净后珠光砂填充前进行。接管套筒内玻璃棉的径向压缩至少要达到50%以保证保冷效果,比如泵井内低温管道,低温管道内的介质是LNG,如果套筒保冷的施工质量达不到要求,由于漏冷套管外侧很容易出现结霜现象。
为了保证工程质量,应对保冷材料进行仔细验收,同时对保冷材料进行必要的保护,严格按照设计图纸的要求进行放线、标记。
2.5 罐体沉降试验和正、负压试验过程质量控制
在内罐、外罐及管路、阀门等安装完成后,在进行夹层及吊顶空间保冷施工之前进行沉降试验和强度试验。储罐的沉降试验与强度试验过程,中国国内标准中已有相关的试验过程要求,如SY/T0608-2006标准的附录Q有关要求。在试验过程中应该控制进水速率。在充水试验前以及注水期间,应准确测量基础沉降量,基础沉降量应符合设计要求。强度试验在充水试验后进行,考虑到试验介质水质等因素,总试压时间最好不超过一周。在负压试验过程中注意储罐压力的控制,保证负压在允许范围之内,以免出现罐顶下塌现象。
2.6 储罐预冷过程质量控制
LNG储罐预冷的目的主要是检测储罐和附属管道的低温性能,包括检验材料在低温下的质量情况、检验储罐管道冷缩量和使储罐温度接近工作状态,以便安全投入使用。冷试试验介质可采用LNG或纯度不低于99.5%的液氮。
预冷时储罐和管道温度要逐步降低,避免急冷,防止温度骤降对设备和附属管件造成损伤。为了减少内罐由于温度变化而产生的温差应力,除应采用开车降温喷洒口,还应精心控制预冷介质的流量。根据有关操作经验,冷却速率控制在5℃/h比较安全[4]。
如果试验介质采用液氮,其预冷主要步骤是先用低温氮气预冷,向储罐内缓慢充入低温氮气,待储罐压力上升至10 kPa时,关闭液氮槽车气相出口阀门,储罐保冷约15 min后,打开储罐气相手动放空阀排空,升、降压反复进行,直至预期值时,氮气预冷工作完成。再用液氮预冷,将储罐压力放空至微正压,缓慢打开液氮槽车液相阀至较小开度,同时缓慢关小槽车气相阀,使液氮从储罐上部进液。通过调节槽车液氮输出阀门开度控制液氮输出量,当内罐罐壁或底部热电阻之间的温差大于或等于50℃时,应停止进液氮,待温差恢复正常后再继续冷却。
预冷过程中的注意事项和需要检查的内容:
(1)在密闭空间内液氮吸收外部热量将会导致压力急剧上升,因此在操作中要注意阀门关闭顺序,严禁出现低温液体被封闭的状况;
(2)注意观察管道及储罐压力上升情况,保证压力在允许范围之内;
(3)注意检查安全阀后有无结霜情况,检查低温材料有没有低温开裂现象。
3 总结
10 000m3LNG双壁金属单容罐建造过程中关键过程质量控制的实践结果表明,由于过程质量控制措施得当,保证了储罐的建造质量。对储罐建造中关键的过程质量控制进行了一些系统化的整理,对以后类似结构的建造具有推广及借签作用。
1 张亚宇,徐铮,叶海明,等.9Ni钢大型LNG低温储罐的焊接施工[J],电焊机,2009,39(9):78-79.
2 冷辉.中小型双层金属结构低温储罐正装倒装施工工艺对比[J],石油化工建设,2006,28(6):55-56.
3 秦凯凯,俞祖明,倪家利,等.50 000 m3LNG储罐膨胀珍珠岩充填技术[J],新技术研究与推广,2009,12:39-41.
4 王良军,刘杨,罗仔源,等.大型LNG地上全容储罐的冷却技术研究[J],集输工程,2010,30(1):1-3.
Construction process quality control on large LNG double-layer-metal single-containment tank
Chen Meiquan1,2Zhang Xinjian1,2Yao Zuoquan1,2
(1Hefei General Machinery Research Institute,Hefei 230031,China)
(2National Technical Research Center on Safety Engineering of Pressure Vessels and Pipelines,Hefei 230031,China)
The main quality control points on the manufacturing of large LNG double-layer-metal single containment tank were presented.Some different solutions during the construction process were summarized and compared,some effective quality control solutions were found out.These solutions and technologies were proved well for equipment quality and production efficiency through the manufacture practice.
LNG;single containment tank;quality control
TB657.9
A
1000-6516(2012)06-0041-05
2012-09-28;
2012-11-30
陈美全,男,32岁,硕士、工程师。
猜你喜欢
农村百事通(2022年19期)2022-03-23 04:40:45
教育周报·教研版(2021年14期)2021-06-20 06:26:35
民用飞机设计与研究(2020年1期)2020-05-21 07:24:48
制冷(2019年2期)2019-12-09 08:10:24
制造技术与机床(2018年10期)2018-10-13 06:36:34
智富时代(2018年5期)2018-07-18 17:52:04
上海建材(2018年6期)2018-03-21 06:24:30
石油化工建设(2016年6期)2016-02-27 15:03:28
物理通报(2015年4期)2016-01-12 02:32:20
航空学报(2015年4期)2015-05-07 06:43:36
