
FHUDS-2/FHUDS-5组合催化剂在镇海炼化300万t/a柴油加氢装置的应用
2012-09-15 08:30王建伟
当代化工 2012年6期
王 建 伟
(中国石化镇海炼化分公司, 浙江 宁波 315207)
FHUDS-2/FHUDS-5组合催化剂在镇海炼化300万t/a柴油加氢装置的应用
王 建 伟
(中国石化镇海炼化分公司, 浙江 宁波 315207)
介绍了由抚顺石油化工研究院(FRIPP)开发的FHUDS-2/FHUDS-5柴油深度加氢组合催化剂在镇海炼化新建300万t/a柴油加氢装置上的工业应用情况。应用结果表明: FHUDS-2/FHUDS-5 催化剂组合具有良好的加氢脱硫活性和稳定性,在高空速条件下加工直馏柴油和45%左右的催化柴油、减压柴油的混合油,可以长周期稳定生产符合沪Ⅳ硫含量排放标准要求的清洁柴油产品。同时,能够加工以直馏柴油为原料生产符合欧Ⅴ排放标准要求的清洁柴油产品。
FHUDS-2/FHUDS-5 催化剂;柴油加氢;沪Ⅳ清洁柴油;欧Ⅴ清洁柴油
随着柴油的低硫化,加氢精制技术显得越来越重要。尽管可以通过提高反应温度、降低反应空速、改建或新建装置增加反应器体积、增加循环氢脱H2S装置、降低馏分切割点及采用更高活性催化剂等方式来提高脱硫深度,但提高反应温度会增加能耗和缩短催化剂使用寿命,降低反应空速会降低处理量,改建或新建装置会增加装置投资及催化剂用量,相比之下,最经济和简便的方法是根据装置工况条件选择最适合的高活性柴油深度加氢脱硫催化剂体系[1-3]。
为了满足加工更多高硫直馏柴油及性质更差的二次加工柴油生产符合欧Ⅳ和欧Ⅴ排放标准超低硫柴油的要求, FRIPP加快了开发柴油深度加氢脱硫催化剂的开发步伐,开发了不同类型的深度加氢脱硫催化剂。开发出直接脱硫活性好、具有烷基转移功能且氢耗低的FHUDS-5 Mo-Co型催化剂;开发出芳烃饱和活性及超深度加氢脱硫活性好的FHUDS-2 W-Mo-Ni型超深度加氢脱硫催化剂[4-6]。为了更好地发挥好这两种类型催化剂的优势,FRIPP开发了 S-RASSG不同类型催化剂级配装填柴油超深度脱硫技术。
中国石油化工股份有限公司镇海炼化分公司新建300万t/a柴油加氢精制装置(简称Ⅵ加氢装置),于 2011年 4月 30日中交,采用 FRIPP开发的S-RASSG柴油超深度脱硫技术,6月18日一次投料试车成功,19日10:30产出合格产品。该装置的设计规模为加工300×104t/a混合柴油,设计年开工时间8 400 h,设计操作弹性为60%~100%。装置设计以密度大、干点高的催化柴油和常三线/减一线柴油为原料,生产硫含量满足欧Ⅲ标准(硫含量不大于350 mg/kg)的精制柴油。通过优化装置原料后,可以生产满足欧Ⅳ(硫含量不大于50 mg/kg)及欧Ⅴ(硫含量不大于10 mg/kg)标准的精制柴油。
1 催化剂使用情况
1.1 催化剂物化性质
催化剂物化性质见表1。

表1 催化剂物化性质Table 1 Physico-chemical properties of catalysts
1.2 催化剂装填
Ⅵ加氢装置采用FRIPP开发的FHUDS-2/FHU DS-5柴油深度加氢组合催化剂,催化剂装填采用密相装填方式,由专业催化剂装填公司负责,装填技术为法国PETROVAL专利技术。表2列出反应器的实际装填数据。
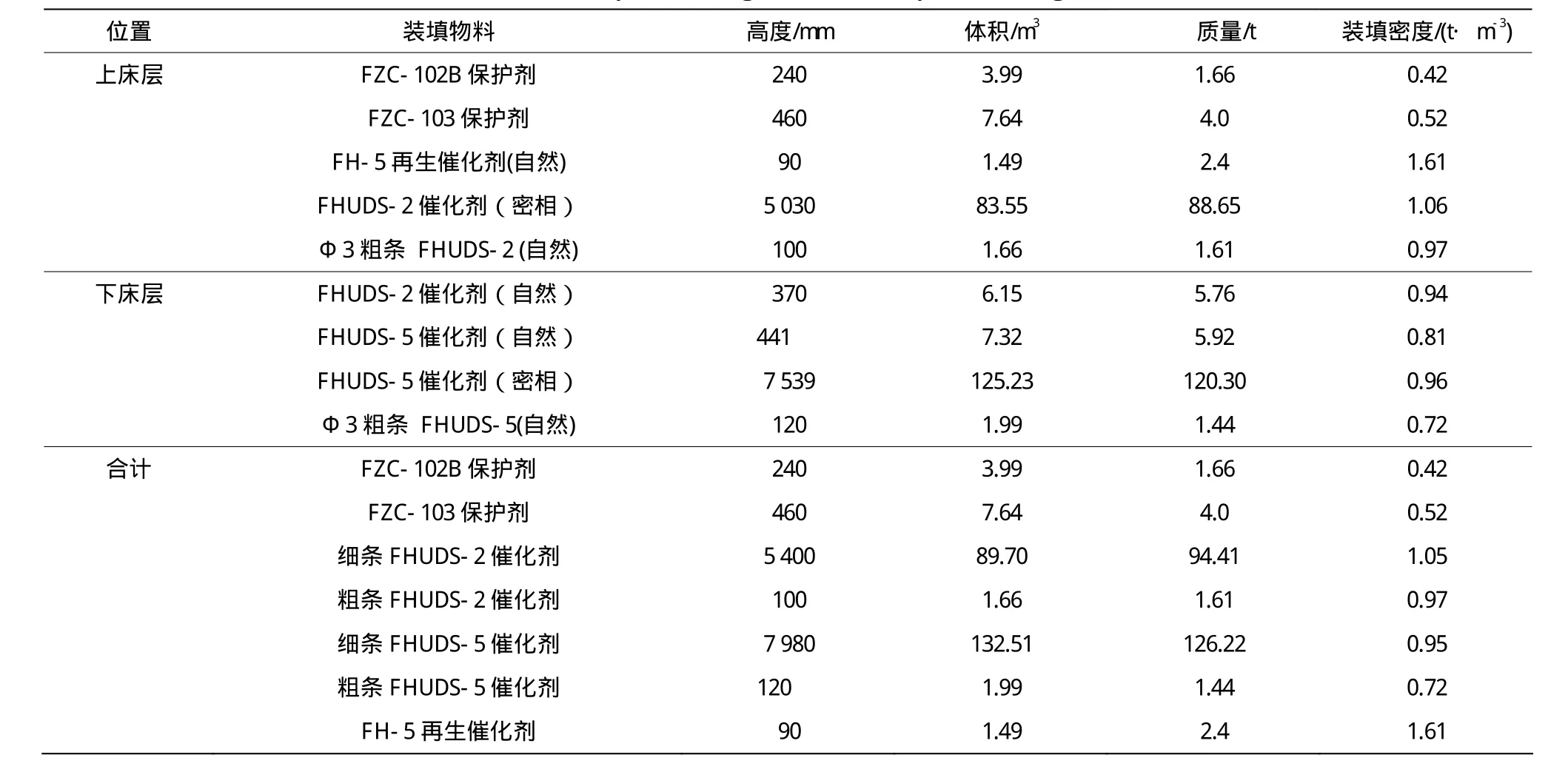
表2 反应器的实际装填数据Table 2 Catalysts loading data on the hydrotreating unit
2 FHUDS-2/FHUDS-5 催化剂初期考察情况
为了考察FHUDS-2/FHUDS-5催化剂的性能,同时考察 300 万 t/a 柴油加氢装置采 用FHUDS-2/FHUDS-5 组合装填生产低硫柴油时对原料油的适应性,装置稳定运转6个半月后,于2012 年1月10 日~1月13 日,在满负荷处理量下考察了装置生产沪Ⅳ及欧Ⅴ标准清洁柴油的可行性,进行了产品质量、综合能耗及物料平衡等方面的技术标定。
2.1 装置标定情况
标定方案分两个工况:标定工况一是在满负荷(357 t/h)工况下,反应压力7.2 MPa,氢油体积比300,主催化剂体积空速1.85 h-1,常一线、常二线比例为 34.29%,常三线比例 21.35%、减一线、一级减二线比例为20.58%,催化柴油比例为23.81%,生产柴油产品符合沪Ⅳ硫含量排放标准要求。标定工况二是在满负荷工况下,反应压力 7.2 MPa,氢油体积比300,主催化剂体积空速1.85 h-1,常一线、常二线比例为 43.74%,常三线比例 27.21%、减一线、一级减二线比例为 26.24%,焦化柴油比例为2.80%,生产柴油产品符合欧Ⅴ排放标准要求(表3)。

表3 标定时原料油比例Table 3 proportion of feedstocks during evaluation
2.2 原料性质
标定时原料油性质见表4。
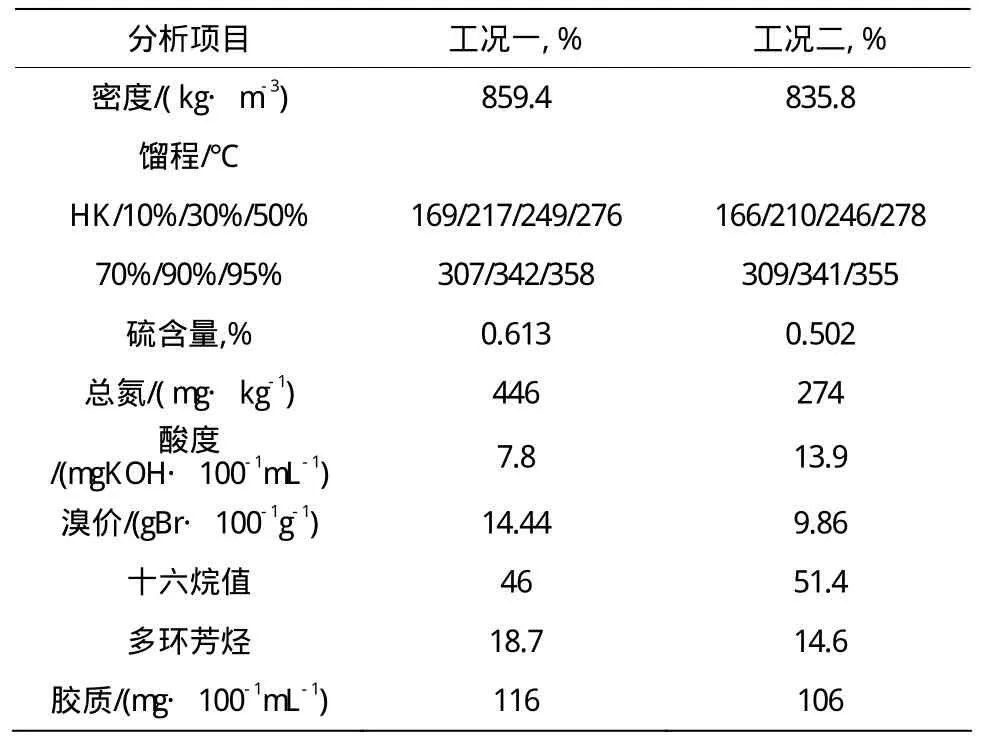
表4 标定时原料油性质Table 4 Properties of feedstock during evaluation
2.3 主要操作条件
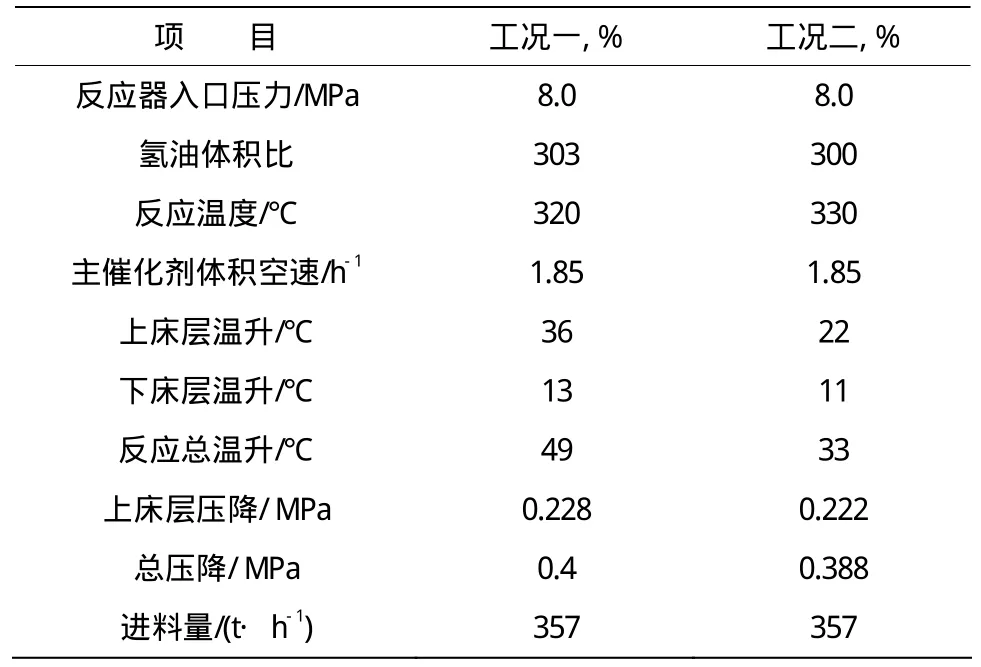
表5 标定期间主要操作条件Table 5 Main operating conditions during evaluation
催化剂采用密相装填,从标定过程看,反应器一床层、二床层的各层径向温差较小,均小于4 ℃,说明装填质量总体较好、反应器内构件的再分配效果良好。标定期间,反应器的一床层压降为 0.228 MPa,低于设计值0.3 MPa(表5)。从装置开工正常到现在,反应器的床层压降没有明显上升,主要原因是装置加强了原料的过滤管理,没有发生原料过滤器走旁路的现象,并且原料油自动反冲洗过滤器的故障率比较低、过滤效果较好。
3 标定结果
3.1 主要产品质量
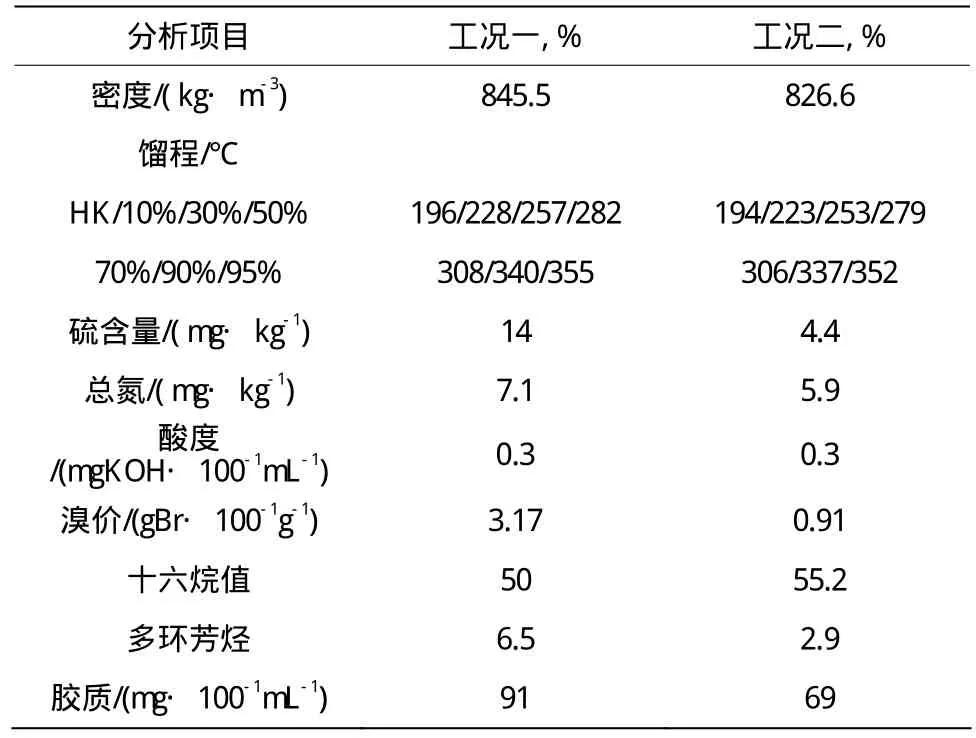
表6 标定时精制柴油性质Table 6 Diesel product properties during evaluation
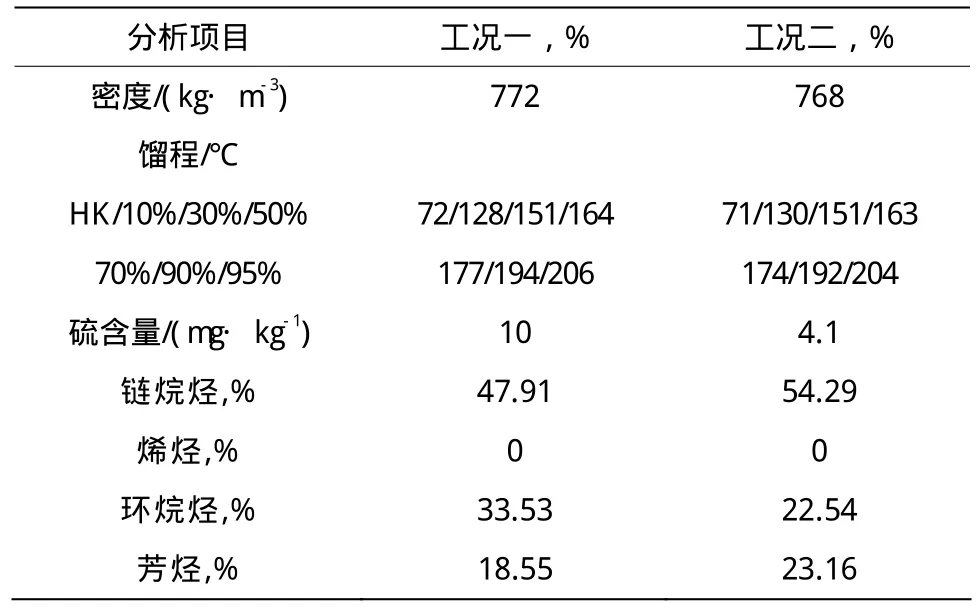
表7 标定时精制石脑油性质Table 7 Naphtha product properties during evaluation
从表6、表7可以看出,本装置产品都能达到预期的标定目标。通过优化装置原料、提高反应温度增加平均床层温度,精制柴油的硫含量能低于50 mg/kg和10 mg/kg,氮含量低于10 mg/kg。加氢反应以后,柴油产品的质量有不同程度的改善,十六烷值平均提高在1.7~4个单位,密度平均降低4~13.9 kg/m3,多环芳烃平均降低6.5%~12.2%。石脑油组分干点控制较高,主要目的是产乙烯料,其中链烷烃、环烷烃含量较高,比较适合作乙烯料。精制柴油的初馏点与石脑油终馏点的脱空度 10 ℃,说明汽提塔、分馏塔的分离效果较好,能满足装置满负荷、石脑油产乙烯料的生产。
3.2 物料平衡

表8 标定期间物料平衡表Table 8 Materials balance during evaluation
从表8的物料平衡可以看出,装置的物料平衡较好,说明装置的测量仪表基本准确可靠。从标定结果及装置前期的实际运行情况看,实际装填的FHUDS-2/FHUDS-5催化剂的脱芳能力、脱硫能力较强,兼之产品为硫含量小于50 mg/kg的精制柴油,脱硫深度大,故实际消耗的氢气量大。生产硫含量小于10 mg/kg精制柴油时的耗氢量与设计值基本一致。另外,从装置排低压瓦斯量来看,其流量基本在(N)100 m3/h以内,同时没有排放废氢,因此,装置漏损氢、排放氢小,其氢耗量主要是化学氢耗。
3.3 能量平衡
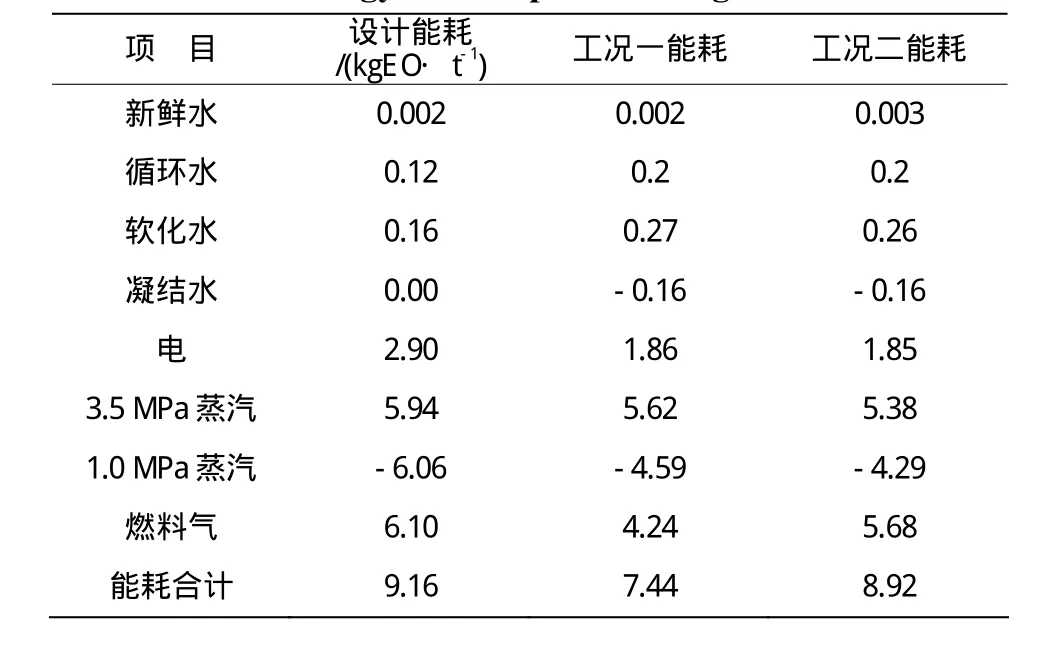
表9 标定时综合能耗数据Table 9 Energy consumption during evaluation
从表9的装置标定能耗看,生产硫含量小于50 mg/kg精制柴油时的能耗明显好于设计能耗值。原因主要有:一是标定期间气温低,工频空冷停用台数较多,变频空冷的开度也很小,且装置初期的机泵效率高,故装置电耗比较小;二是开工初期,催化剂初期活性好,换热设备效率高(尤其是高压缠绕式换热器E6501),同样的原料、产品情况下,反应炉消耗的燃料气小;三是蒸汽消耗方面,虽3.5 MPa蒸汽消耗比设计稍小,但1.0 MPa蒸汽输出比设计减少更多,二者综合作用下,装置的蒸汽消耗反而比设计值大;四是水的耗量比设计高,主要原因是凝结水还未进行装置自回用,并考虑到水冷器的防腐,提高了各水冷器的循环水流速,致使循环水、软化水的用量比设计值高。1.0 MPa蒸汽输出比设计减少很多的主要原因是受原料性质较轻的影响,由于其热容小,装置的1.0 MPa汽包产汽量比较小。
生产硫含量小于50 mg/kg与10 mg/kg精制柴油时的能耗区别主要在于燃料气的消耗上,后者比前者大的主要原因是生产硫含量小于10 mg/kg精制柴油时的原料基本为直馏柴油,其反应温升小,而产品质量要求又高,故提高了反应器入口温度,最终导致反应炉的燃料气消耗大幅度上升。
从表9及装置开工以来的实际生产情况看,影响Ⅵ加氢装置的能耗主要因素在燃料气消耗、蒸汽消耗上,而燃料气消耗又主要在反应炉的消耗上,蒸汽消耗又主要在汽包V6603的产汽量上,反应炉燃料气消耗与汽包V6003发汽这两项与装置加工原料性质(二次油比例高,反应温升大,反应炉消耗小;原料重,热容大,产汽大。)密切相关,同时与换热器的换热效率(尤其是高压缠绕式换热器E6501)密切相关。
4 工艺核算
本次标定的精制柴油与沪Ⅳ、欧Ⅴ柴油标准(0号或-10号柴油)对比结果见如下表10。
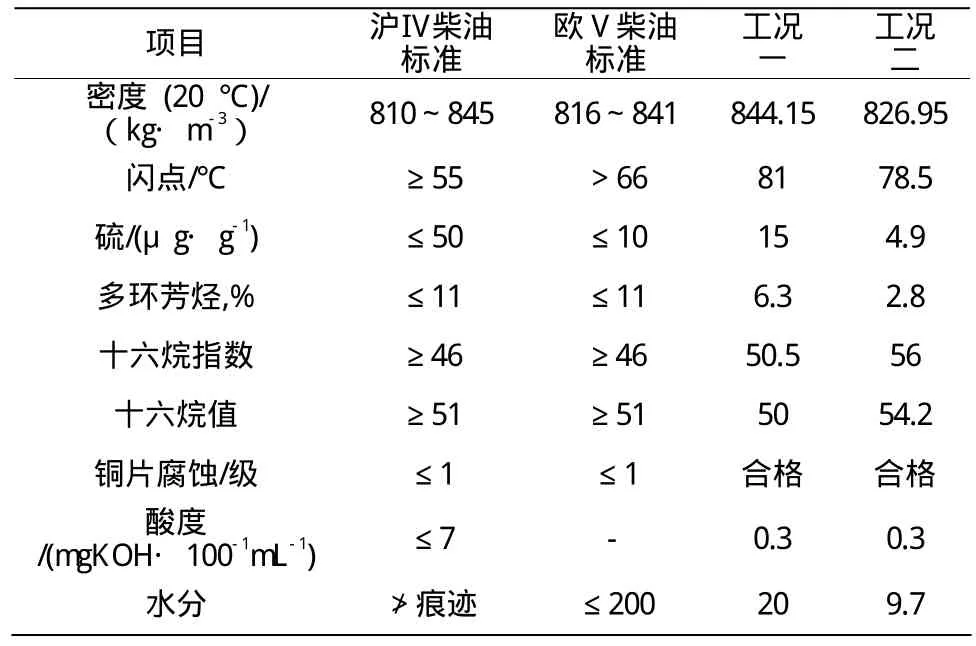
表10 精制柴油质量对比表Table 10 Quality contrast of diesel product
从表10可以看出,本次标定所得的精制柴油达到了沪Ⅳ、欧Ⅴ排放标准的清洁柴油,催化剂的脱硫率、脱氮率、烯烃饱和率、多环芳烃脱除率均较高。
与沪Ⅳ柴油标准相比,标定得到的精制柴油的十六烷值指数远大于控制指标,十六烷值可以通过提高焦化柴油的加工量即可满足要求。精制柴油的密度比较大,原因是原料中的二次加工油(催化柴油)比例高,催化柴油的密度大、多环芳烃含量高、十六烷值低,而装置设计的目标仅是加氢精制。
与欧Ⅴ柴油标准相比,通过优化装置原料(不掺炼催化柴油,提高常一线、常二线轻柴油的比例)、提高反应苛刻度(提反应器入口温度,保证反应平均温度)后,生产的精制柴油指标能够达到要求。
5 结 论
FHUDS-2/FHUDS-5催化剂级配技术在镇海炼化新建300万t/a年柴油加氢装置的应用结果表明:
(1)在标定工况下,催化剂的脱硫率在97.68%~99.93%,脱氮率在97.61%~98.50%,密度降低值在 4.0~13.9 kg/m3,十六烷值提高值在1.7~4.0个单位,多环芳烃降低值在6.5%~12.2%,催化剂的温升达到49 ℃,说明FHUDS-2/FHUDS-5柴油加氢组合催化剂具有良好的芳烃饱和能力和超深度脱硫的优势,能够满足装置长周期生产符合沪Ⅳ硫含量排放标准要求的清洁柴油产品的需要。
(2)FHUDS-2/FHUDS-5组合催化剂能够加工以直馏柴油为原料生产符合欧Ⅴ排放标准要求的清洁柴油产品。FHUDS-2/FHUDS-5催化剂级配装填柴油超深度脱硫技术显示了对原料油良好的适应性。
[1] Antony Stanislaus, Abdulazeem Marafi, Mohan S. Rana. Recent a dvances in the science and technology of ultra low sulfur diesel (ULSD) production [J].Catal Toda, 2010, 153: 1-68.
[2] 方向晨. 加氢精制[M]. 北京:中国石化出版社, 2006, 429-431.
[3] Michèle Breysse, Christophe Geantet, Pavel Afanasiev, Juliette Bla nchard , Michel Vrinat. Recent studies on the preparation, activa tion and design of active phases and supports of hydrotreating ca talysts[J]. Catal. Today, 2008, 130: 3-13.
[4] 金德浩, 郭蓉, 姚波, 杨成敏. 高空速条件下生产符合欧Ⅴ排放标准清洁柴油的工业试验[J] 炼油技术与工程,2011,41(11):1 -3.
[5] 姚波, 杨成敏. FHUDS-2催化剂在天津石化的工业应用[J]. 当代化工,2011,40(7):725-728.
[6]胡斌. FHUDS-2催化剂在广州石化公司柴油加氢精制装置上的应用[J]. 石化技术与应用,2012( 01):55-59.
Commercial Application of FHUDS-2/FHUDS-5 Assembled Hydrotreating Catalyst in 3 Mt/a Diesel Hydrotreating Unit of Zhenhai Refining and Chemical Company
WANG Jian-wei
( Sionpec Zhenhai Refining and Chemical Company , Zhejiang Ningbo 315207, China)
FHUDS-2/FHUDS-5 assembled diesel depth hydrotreating catalysts developed by Fushun research institute of petroleum and petrochemical (FRIPP) were used in Zhenhai new-built 3Mt/a diesel hydrotreating unit. The application results show that the hydrosulfurization activity and stability of FHUDS-2/FHUDS-5 assembled catalysts are very well. Shanghai Ⅳ standard clean diesel c an be produced by treating mixed oil of straight-run diesel,about 45% FCC diesel and vacuum distillation diesel under high LHSV conditions. Meanwhile, Europe Ⅴ standard clean diesel can be produced by treating straight-run diesel.
FHUDS-2/FHUDS-5 catalysts; Diesel hydrotreating; Shanghai Ⅳ standard clean diesel; Europe Ⅴstandard clean diesel
TE 624.9
A
1671-0460(2012)06-0578-05
2012-04-15
王建伟(1985-),男,浙江宁波人,助理工程师,2008年毕业于沈阳化工学院化学工程与工艺专业,研究方向:从事炼油工艺临氢系统技术工作。E-mail:wangjw.zhlh@sinopec.com。
猜你喜欢
昆钢科技(2022年4期)2022-12-30
山东冶金(2022年3期)2022-07-19
昆钢科技(2022年2期)2022-07-08
昆钢科技(2022年1期)2022-04-19
昆钢科技(2021年6期)2021-03-09
智富时代(2019年6期)2019-07-24
智富时代(2019年6期)2019-07-24
山东冶金(2019年3期)2019-07-10
小学科学(学生版)(2019年4期)2019-05-11
中成药(2017年10期)2017-11-16
