
YB65A型硬条包装机长边折叠中段定位装置的设计与应用
2012-09-14 10:14杨本才
烟草科技 2012年12期
杨本才,张
川渝中烟工业有限责任公司长城雪茄烟厂,四川省什邡市蓥华山路南段68号 618400
烟草行业目前使用较多的卷烟条盒包装机主要为引进意大利GD公司技术的国产化设备YB65A/YB65,该设备分为软盒硬条与硬盒硬条两种机型。在实际生产中,YB65A型硬条包装机条盒的长边封口折叠因条盒包装纸折叠压痕及纸质等原因存在折叠定位失效、散开等缺陷,从而造成条盒无法成型、输出通道堵塞,甚至使设备零件损坏等问题,影响生产的正常运行和产品质量[1]。而针对该问题的研究改进报道较少,仅吕小波等[2]对YB46型包装机组进行了类似改进,通过设计一套新型外盒皮输送成型结构,外盒皮打开方式依靠摆杆左右摆动及第二推爪的挤压力,将扁平状外盒皮挤压成型,较好地解决了外盒皮输送及折叠不稳定的问题。为此,根据设备的结构特点,设计了YB65A型硬条包装机长边折叠中段定位装置,通过改进条盒长边折叠后的定位方式,以解决生产中存在的长边折叠易散开、条盒不能成型、维修频繁等问题,提高设备的运行效率。
1 存在问题
1.1 往复摆动折叠定位器传动及定位原理
YB65A型硬条包装机条盒长边折叠两端的定位是由一对内外安装且相对按圆弧轨迹作往复摆动的折叠定位器完成的。推烟板将烟包组和条盒包装纸推进条盒成型通道,即进行“]”形折叠时,两侧的往复摆动折叠器静止不动,作为固定折叠导板对两端内侧小边进行折叠。推进行程结束时,传动臂在动力分配轴上凸轮的作用下,通过拉杆、连杆、垂直轴等零件带动两端的折叠器旋转退出,上下长边折叠器开始工作。当上下长边折叠器相继完成上下长边的折叠时,内外往复摆动折叠定位器按原运转轨迹返回,行程结束时,折叠定位器上的定位块刚好护住向上折叠到位的下长边的两端,对经过上下长边折叠器折叠后的长边两端进行定位,等待下一条盒推入后将此折叠面挤紧、粘合。
1.2 故障原因分析
条盒包装机使用的包装纸在使用前除了按要求印刷裁切外,还要进行压痕处理,其目的在于有效控制纸板变形或断裂[3],方便包装成型。因此,压痕处理深度不够和纸质差异是影响长边封口折叠、条盒正确成型的主要因素。压痕深度不够,上下长边折叠后纸张纤维的张力仍然很大,在280 mm的长度上,由两端的定位块护住的上下长边很容易弹出,使定位失效,当下一条盒推出时,上下长边就无法按要求折叠成型;纸质硬度高、覆膜的硬条盒纸弹性较大,不易折叠[4],更易弹出定位块的约束,从而形成设备故障,影响生产的连续性,增加材料消耗[5]。
当出现定位失效时,采用的方法是调整两往复摆动折叠定位器工作端面间的距离,使定位间距变窄,但由于受条盒实际尺寸的限制,调整有一定的局限性。调整后塑胶材料的定位块磨损加大,金属压紧弹簧片也容易产生疲劳。另一方法是由人工对硬条盒纸的上下折叠长边由压痕处进行折压,进行一次预折叠,由此增加了机台操作人员的工作量。
2 改进方法
2.1 设计长边折叠中段定位装置
长边折叠中段定位装置主要分为执行部分和控制部分。根据设备结构,在上下长边折叠器与固定导纸板之间的中段位置设计一套55 mm×90 mm×90 mm的定位装置执行部分,安装于固定折叠压板上,由底板、固定支架、可调滑动支架、轴、轴承、气缸、拉簧、导向轨、定位片等零件组成,见图1。其中,支架、导向轨、轴承、定位片均为两件,对称安装,主要对条盒长边折叠的中段两点进行定位。选用气缸活塞杆行程为30 mm,寿命大于1600万次;控制部分由金属凸轮、检测器、继电器、二位五通电磁换向阀等组成。
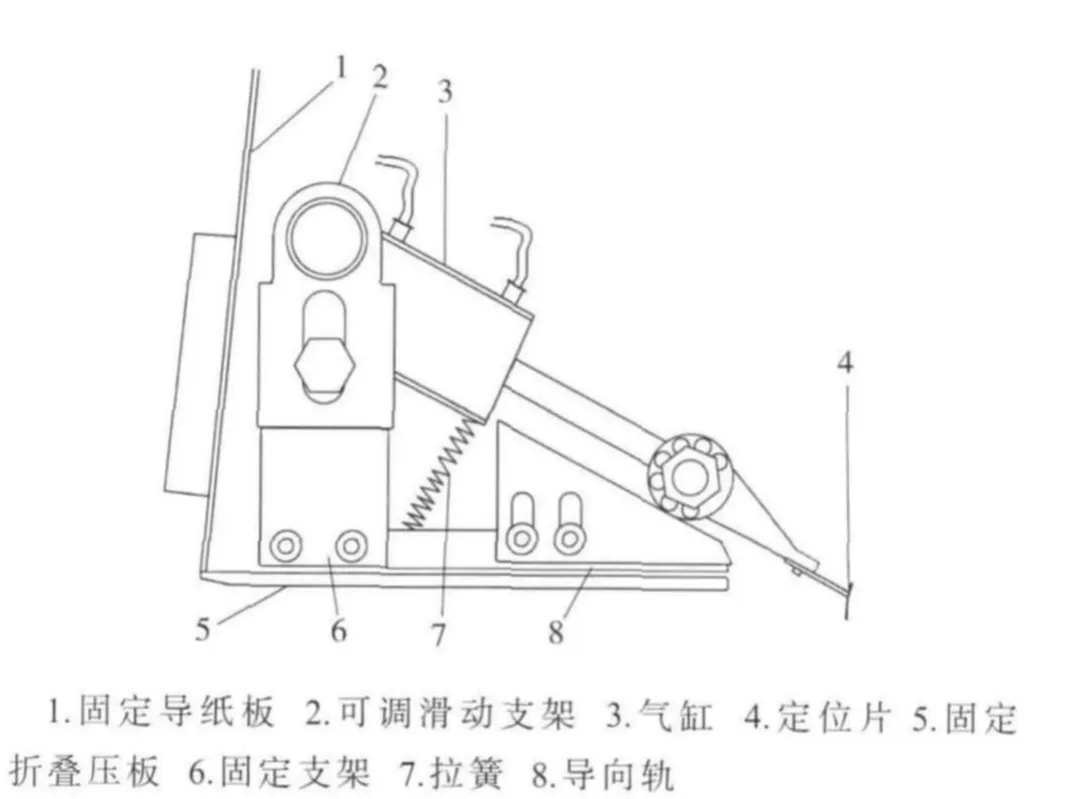
图1 长边折叠中段定位装置执行部分结构示意图
2.2 定位实现及控制
长边折叠中段定位的实现主要是由气缸带动定位片沿导向轨向前下运动,从而使定位片接触到折叠后的条盒长边,限制折叠后长边的张力,保持其成型状态。当下一条盒推进,两条盒相距28 mm(距离可调)时,定位片在气缸的带动下后退,并受导向轨的导向而瞬间上升,以避开推进的条盒。气缸与支撑轴为运动副,可根据运动情况自动作径向旋转,拉簧可保证气缸在运动时执行件不产生跳动。可调活动支架与导向轨配合使用能够改变定位片的运动角度,调整定位片的运动轨迹。
条盒长边折叠中段定位装置中气缸的运动是根据设备的运转相位进行控制的。YB65A型硬条包装机主分配轴每旋转一周完成一条条盒的成型和长边折叠及定位。根据设备这一特性,制作一个宽10 mm的设备相位检测金属凸轮[6],并安装于伸出机器墙板一侧的主分配轴上,在设备原有的检测安装架上增加一个NPN型电感式检测器。由图2可见,在初始状态下,二位五通电磁换向阀1,2口导通,压缩空气作用于气缸B口,气缸A口经换向阀4,5口通大气,气缸活塞杆处于0位。
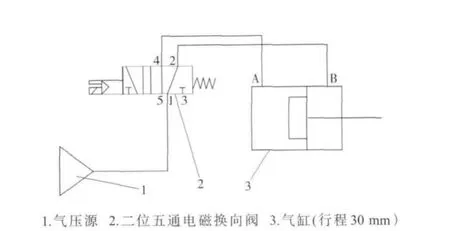
图2 气动气路示意图
YB65A型硬条包装机上长边折叠器在相位210°时开始向下折叠上长边,290°时下长边折叠器开始执行向上折叠工作,355°往复摆动的折叠定位器返回定位,见图3。此时,增加的相位检测机械凸轮的凸出部分正处于增加的检测器下方,检测器信号导通,继电器得电后向二位五通电磁换向阀发出电信号,电磁阀得电后换向,1,4口导通,压缩空气作用于气缸A口,气缸B口经换向阀2,3口通大气,气缸活塞杆伸出处于1位,此时定位装置进行折叠后的条盒长边定位工作。机器相位75°时[7],后续推进的条盒与正被定位装置护住长边的条盒相距28 mm,检测凸轮的凸出部分刚好越过检测器,检测器输出信号截止,二位五通电磁换向阀失电,在弹簧作用下,换向阀换向,气缸带动定位片上升退回复位,气缸活塞杆处于0位,由此循环。增加的机械相位检测器的24 V电源由YB65A硬条包装机推烟板过载检测器的输出信号提供。另外,在电气线路上连接一个扭动式开关,当开关处于“关”状态,或当推烟板过载且未正确复位时,装置将不执行动作,以利于装置的使用和过载保护。
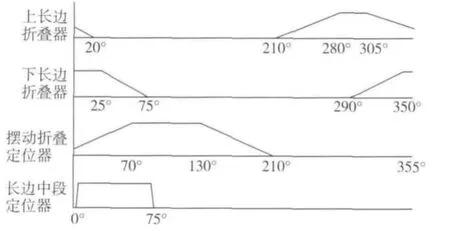
图3 机械相位示意图
从图3相位可以看出,当长边折叠中段定位装置进行定位工作时,上长边折叠器处于向上退回状态,而下长边折叠器正处于向上折叠的顶点,随后再返回。在上下长边折叠器之间有一定的空间可供定位装置的定位片执行定位工作,但为了避免机械相位存在差动引起碰撞,可在上下长边折叠器上各铣出2个凹槽缺口,槽的位置正对定位装置的定位片。
3 应用效果
YB65A型硬条包装机长边折叠中段定位装置的设计使用,解决了条盒长边折叠因纸张压痕、纸质差异等原因造成的折叠定位失效、散开等缺陷,有效保证了条盒的完整成型,且结构简单,拆装方便。因长边折叠原因造成的条盒通道堵塞、设备零件损坏等故障由原来的2~5次/月降低为0,生产过程中避免了因材料差异导致的频繁调整设备和条盒纸的人工预折叠等问题,机组有效作业率提高了1百分点。
[1]陈培生,杨晓勇.YP11自动装封箱机胶带纸粘贴外观质量的改进[J].烟草科技,2011(2):23-24.
[2]吕小波,曾宏.YB46型包装机组内、外盒皮输送装置结构改进及设计[C]//中国烟草学会2010年学术年会论文集.合肥:中国烟草学会,2010:104-106.
[3]刘湘君,王丽平,刘希,等.卷烟硬盒包装折痕挺力与挺度检测方法研究[J].烟草科技,2008(10):9-14,24.
[4]周景秋,喻树洪,李诚,等.覆膜商标纸对FOCKE701包装机组运行的影响[J].烟草科技,2010(7):17-19.
[5]黄溢清,曹文知,黄富,等.单头转移内衬纸组合折叠成型技术在GDX2包装机组中的应用[J].烟草科技,2011(6):20-22,38.
[7]胡国胜,戎磊杰,张明秋.YB47硬盒包装机二号轮接杆定位方法的改进[J].烟草科技,2011(4):23-26.
猜你喜欢
包装工程(2022年13期)2022-07-27
包装工程(2022年11期)2022-06-20
测控技术(2022年4期)2022-04-27
农业工程学报(2022年4期)2022-04-24
雷达科学与技术(2021年5期)2021-11-29
时代汽车(2019年24期)2019-02-04
海军航空大学学报(2018年1期)2018-04-25
大陆桥视野·下(2018年2期)2018-03-03
科技创新与应用(2017年6期)2017-03-23
计算机工程与设计(2014年8期)2014-11-30
