大型石油化工装置工艺管道施工装备一体化建设
2012-09-07 03:04:50张春
石油化工建设 2012年4期
张春
中石化第四建设有限公司物资装备处天津300270
大型石油化工装置工艺管道施工装备一体化建设
张春
中石化第四建设有限公司物资装备处天津300270
工艺管道施工装备一体化,是指工艺管道在预制、安装、试压、气密等施工的全过程中所用装备的组合体,例如由预制厂房、预制工装、自动焊机、盲板短节、试压机组、电动工具等构成。
1 工艺管道施工装备一体化建设市场环境
在石油化工装置规模化、大型化发展的环境下,面对日趋激烈的市场竞争,要想在石化建设安装市场中占据一席之地,必须配备高、精、专的施工装备。由于工艺管道具有任务量大、程序复杂、组件数量多、安装工期短等特点,工艺管道施工成为了工程总体目标关键控制点。因此,研发和推广工艺管道施工装备对提升整体工程建设水平有着十分重要的现实意义。
工艺管道预制、安装工序的分离、工厂化预制程度的提升和自动焊技术在工艺管道施工中的应用,虽然解决了工艺管道施工部分瓶颈,但进一步研发和推广工艺管道施工装备一体化建设、保障工艺管道施工高效经济的运行仍将是我们面临的首要任务。
2 工艺管道施工装备一体化建设必要性
2.1 工艺管道施工装备一体化建设,利于实现资源共享
在施工领域趋于优化资源结构、实现资源共享的形势下,积极推行工艺管道施工装备一体化建设,打破单一的设备管理理念,集中优化设备、工装、工具等资源管理,实现了施工装备共享管理模式,使封闭型资源管理变为开放型,减少了资源内耗,有效地发挥了装备潜能,使施工企业整体效益实现最大化。
2.2 工艺管道施工装备一体化建设,利于人才的培养与装备的研发
实施工艺管道施工装备一体化管理,利于提升管理人员的业务素质、提高操作人员和维修人员的技能、降低装备维护与使用的成本、延长装备的使用寿命、发挥装备的效能。
进行工艺管道施工装备的改造与研发,逐步实现管道预制厂房、设备、工装、工具一体化战略部署。研发可拆卸式管道预制厂房、移动式管道试压机组、管道系统试压用盲板和短节等工装,在项目中周转使用,为项目施工生产提供了有力支撑。
2.3 工艺管道施工装备一体化建设,利于提升施工企业市场占有率
在大型工程施工市场激烈竞争中,先进工艺管道施工装备是提高企业市场占有率的重要前提,施工装备水平能够体现施工企业实力和市场竞争力。通过施工装备一体化建设,借助先进的管理、技术来研发先进的施工装备,使施工装备向一体化、高端化发展,是推动施工进程、提升综合实力、扩大市场占有率的战略性部署。
2.4 工艺管道施工装备一体化建设,利于降低成本
装备一体化推广使用,临设、措施费用明显降低(见表1、2、3)。
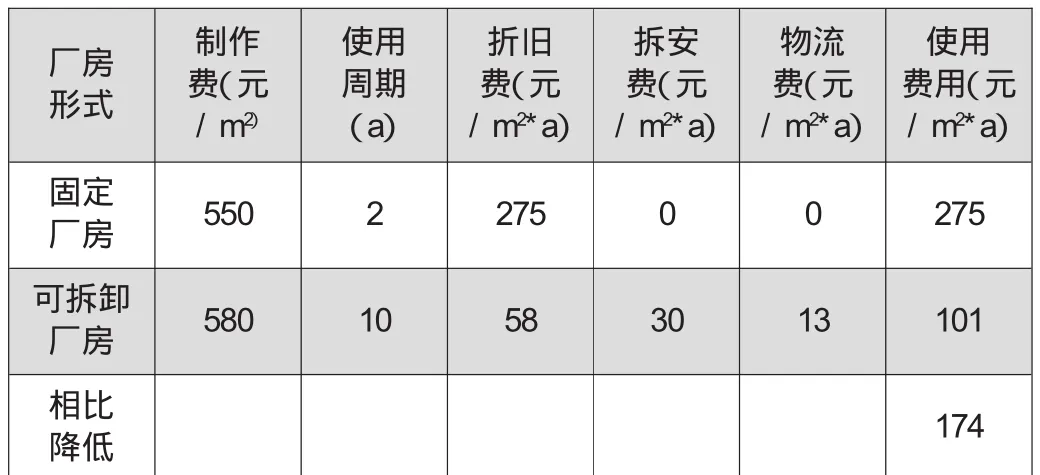
表1 可拆卸管道预制厂房与固定管道预制厂房费用对比表
说明:非可拆卸式厂房,折旧按照2年计算,可拆卸式厂房,折旧按照10年计算;拆卸安装费按2年拆安各一次计算,其中安装费以700元/t计算,拆卸费以500元/t计算;物流费用按照年物流350km*6跨计算。

表2 管道试压盲板短节费用对比表
说明:试压工装制作费用,为估算平均费用。试压工装服务项目数量6个/a,以每套试压工装在项目的试压周期平均2个月,理论全负荷试压计算取值。转场费用,按每套试压工装平均每个项目转场运距1000km计算,平均运费约0.4万元。

表3 其他工艺管道施工装备费用对比表
说明:普通货架、可拆卸式货架、可拆卸式防雨棚、可拆卸式三气笼转场按年物流500km计算,普通防雨棚、普通三气笼不考虑转场,使用周期以项目施工周期1.5a计算。
假设一个项目用80个可拆卸式货架、10个可拆卸式防雨棚、10个可拆卸式三气笼,使用可拆卸式工装一年该项目可节约临设费约1.5万元。
按两套可拆卸式管道预制厂房(6跨/套)、一套管道试压盲板、短节周转使用一年测算,对管道施工临设、措施费用投入平均每年可节省约45万元。按每年有8个项目使用,可拆卸式货架、可拆卸式三气笼、可拆卸式防雨棚,每年可节省临设费约12万元。累计每年为公司降低成本约57万元。
2.5 工艺管道施工装备一体化建设,利于改善作业环境、提高工作效率
施工装备一体化投用在作业环境方面:全面改善了以往现场预制、安装受天气变化、作业环境恶劣而影响施工进度的工作局面,规避了预制工序的安全隐患,为焊接质量提高、半成品成型规范化奠定了基础,同时推进了现场施工文明,社会效益可显著提升。
在工作效率方面:一是借助装备一体化中自动焊设备,预制焊接能力单台每天由手工操作的50inch·D提高到200~240inch·D,功效提高了5~8倍,甚至可达10倍以上,一次焊接合格率由手工操作的95%提高到98.04%,显著降低了作业人员的劳动强度以及对作业人员操作技能的要求,解决了人力资源短缺的矛盾,同时缓解了工期压力,施工成本每公里可降低约0.8万元;二是成套的管道试压装备降低了重置成本,在缩短管线试压准备工序时间的同时也提高了工作效率。
3 工艺管道施工一体化应有的装备
3.1 可拆卸式管道预制厂房
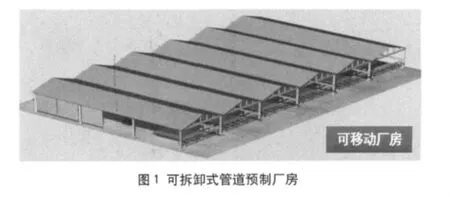
可拆卸式管道预制厂房(见图1)的特点:厂房可拆卸,能反复周转使用;相同构件具有通用性,可任意组对;厂房设计通过电动倒链和滚动胎来具完成垂直、水平运输,单次承载能力可达3t,抗风载荷可达10级,每跨设计均方便转场运输。
每跨以6m宽19m长为单位,预制厂房顶部及两侧以彩钢瓦围护,以6m宽做为单条生产流水线。厂房高5m,作业面高度为4m,长度为19m(可延伸)。主梁架下中心位置配有轨道,轨道可装配3t电动倒链,轨道长24m,厂房两端各延伸1.5m轨道,以方便车辆装卸。每条生产线两侧配有DN200排雨槽,排雨槽与轨道同长,可有效防止雨水进入预制厂房。厂房内可配置滚动胎具,结合电动倒链,方便3t以下构件移动。厂房相同位置构件具有可互换性,可根据项目需求任意组对跨数。同时为方便厂房周转,厂房构件均小于6m。19m生产线内预制区与成品区功能合一。厂房组对后可以以跨为单元,适用多条流水线同时工作。

3.2 管道自动焊机
管道自动焊机,分为轻载自动焊机、重载自动焊机、大口径自动焊机三类(见图2),主要功能如下:
(1)重载自动焊机:适用于中长管线的填充和盖面,要求直管长度范围为0.6m~8m,管径范围为DN80~DN650,壁厚在15mm~80mm之间。
(2)轻载自动焊机:适用于短管段的填充和盖面,要求管段长度范围为0.05m~3m,管径范围为DN80~DN600,壁厚范围在4mm~30mm之间。
(3)大口径自动焊机:适用于中单件长管段的填充和盖面的全自动焊接,要求管段长度范围为0.76m~12m,管径范围为DN300~DN2500,壁厚范围在6mm~80mm之间,适用工件最大重量10t,适用配件最大重量3t,要求电源:380V,50Hz,3PH。
三类自动焊机的性能比较:管道自动焊机与人工焊接比较,功效提高10~12倍。自动焊机焊接合格率为98.7%,较人工焊接也有所提高。缺点是自动焊体积较大,对作业场所要求高,不适用于无法旋转的管道。
3.3 移动试压机组
移动试压机组(见图3)由6m集装箱改制而成,内置多级叶轮注水泵、增压泵、水箱、多级高压分配器等部件。多级叶轮注水泵选用多级叶轮D46-30*4型,流量46m3/h,扬程120m,功率30kW;高压增压泵选用大流量的3DY-400/60型,流量400L/h,功率7.5kW,可进行600kgf/cm2以下的高压壳体试验;机组内制做了1个多级高压分配器,分配器上焊接了1个DN80、5个DN20的高压接头,能同时连接不同的试压包。移动试压机组能够满足多条不同压力等级管线试压,同时还具有塔、容器、换热器等设备试压功能。
移动试压机的投用,能缩短试压工期、改善试压条件、降低劳动强度、有效节约成本。

3.4 管道试压用盲板和短节
管道试压盲板和短节,材质为碳钢。制作试压盲板依据装置选用盲法兰标准或插入式法兰标准加工而成,由于厚度符合相同压力运行下的设计要求,可多次周转使用。试压短节,根据不同调节阀制造商生产的调节阀规格,相应制作而成。管段采用标准无缝钢管,法兰采用标准法兰。试压短节在使用前,都要依据SH3518-2000标准进行水压试压,以保证试压短节多次周转使用。
3.510 m315MPa工程车
S-10/150型压缩机是石油化工管道试压、吹扫、气密等工序专用装备,压缩机功率227kW;额定排气量10m3/min;最大排气压力15MPa;压缩基数为4级,一级为0.18~0.25MPa,二级为0.90~1.15MPa,三级为3.6~4.2MPa,四级为15MPa;各级排气温度均不高于200℃。是目前管道施工先进、实用的装备。
3.6 螺栓紧固工具
BS系列驱动轴式液压扳手是以德国的工业标准制造,它具有先进的操作功能,如:油管旋转接头360°自由操作;精确保证掣子克服螺栓变形回弹导致的扳手逆转;一体成型机身高强度、低重量;扳机式锁扣,轻松找到最合适的反作用支点。目前它是施工企业最先进的首选工具之一。
电动扳手相对液压扳手操作重量轻,携带方便。与气动扳手相比,电动扳手无需气源设备,在无气源的场所也可以工作。电动扳手工作程序简洁,单人可轻易操作。电动扳手与人工预紧螺栓相比,不仅效率高,而且可以设定扭矩值,使螺栓紧固力矩符合规范的设定要求,施工质量好,装置运行安全可靠。
4 工艺管道施工装备一体化建设的发展
随着石油化工工业的发展,工程建设时限性、安全性对装备一体化发展提出了更高的要求。工欲善其事,必先利其器,如何使施工企业现有装备再上台阶,更好地组织、管理和调配施工装备,使管道预制高质、高效地推动施工进程,是目前发展重点解决的课题。
管道自动焊机、液压扳手、工程车、移动试压机组等管道施工装备技术含量较高,要作到全方位维护与服务,施工企业还需继续加大与生产厂商技术合作,不断完善现有装备的功能,逐步建立培养复合型技能人才的管理机制,适当增加技能人员的数量,方能更好地使用企业的优良装备。
随着施工企业市场竞争环境的不断升级,形势发展对施工装备提出了新的要求。因此,工艺管道预制装备建设必须从扩大规模向发展模式上转变,向一体化的建设管理上推进,逐步实现整体、配套、系统的供给模式,包括预制厂房在内的自动焊机、坡口机、车床、锯床、管子输送辊道、管段吊装卡具、管段组对平台、大口径管道焊接专机送丝机构、运输小车及轨道等在内的所有装备,以成品化的模式整体供给。逐步推进工艺管道预制装备“一体化、系列化、标准化”的产业进程。
“十二五”是施工企业发展和腾飞的关键时期,伴随着工艺管道施工装备一体化管理工作的不断推进,改善施工企业管道施工装备,加大研发管道施工装备力度,构建管道预制的高效装备平台,必将促进施工企业管道事业的发展。
book=79,ebook=82
TE682
B
1672-9323(2012)04-0079-03
2012-05-25)
猜你喜欢
青少年科技博览(中学版)(2023年9期)2023-11-30 03:42:26
凿岩机械气动工具(2017年3期)2017-11-22 07:21:50
军营文化天地(2017年7期)2017-09-25 07:43:48
中国科技博览(2017年15期)2017-06-08 20:30:27
科技与创新(2016年21期)2017-02-14 10:37:36
建材发展导向(2016年6期)2017-01-17 12:48:02
军事文摘(2016年16期)2016-09-13 06:02:51
焊接(2016年1期)2016-02-27 12:59:40
焊接(2015年10期)2015-07-18 11:04:46
焊接(2015年9期)2015-07-18 11:03:53