某高层住宅楼的粗钢筋连接技术
2012-09-06 07:36:54张利军
黑龙江交通科技 2012年10期
张利军
(江苏盛立建设发展有限公司)
1 工程概况
某江南高层住宅楼主楼31层、地下室2层,地下一层为大车库,贯穿两幢主楼。总用地面积2万m2,总建筑面积约54 458 m2,地下面积约14 436 m2。大楼主体为框架剪力墙结构,基础形式为桩筏板基础,地下室底板厚600 mm、1 400 mm,混凝土强度等级为C40,框架柱的断面为(1 000×1 000)mm、(800×800)mm,其混凝土强度等级为C55。为了保证工程质量,施工单位对地下室底板中水平钢筋全部采用镦粗直螺纹钢筋连接技术,对框架柱中的竖向钢筋全部采用了电渣压力焊。该施工方法对整个工程的工期、质量和效益起到了促进作用。
2 本工程镦粗直螺纹连接技术
2.1 工艺流程
切割下料→一端液压镦粗→加工螺纹→安装套筒→调头→另一端液压镦粗→加工螺纹安装保护套→作好标设→现场安装
2.2 操作要点
(1)对端头不直的钢筋预先调直,采用砂轮切割机进行下料切割,切口的端面与钢筋轴线垂直。
(2)保证镦粗头钢筋轴线不大于4°的偏斜,不得出现与钢筋轴线相垂直的横向表面裂缝,出现质量不符合要求时,应及时割除,重新镦粗。
(3)将扩大的钢筋端部放入套丝机套丝孔内,按标准尺寸加工成直螺纹,并与连拉套的螺纹规格相匹配。按10%的随机抽样检验,当发现有不合格的丝头时,应全部逐个检查,并切除所有不合格的丝头,重新镦粗加工螺纹,验收合格后及时用连接套筒或塑料帽加以保护。
(4)钢筋连接采用普通扳手进行,由于底板钢筋长且密集,连接套筒预先全部拧入一根钢筋的螺纹上,再反拧入另一根钢筋端头螺纹,最后转动1/2~1,即可锁定连接件。
2.3 质量检测
(1)外观检查
从每60 t钢筋中抽取5%进行外观检查。钢筋表面不得有裂纹、结疤和折叠,且每1 m钢筋弯曲度不得大于4 mm。
(2)力学性能试验
从每60 t钢筋中任选2根钢筋,每根取2个试样分别进行拉伸和冷弯试验。
(3)连接套筒

表1 连接套筒检验项目
(4)钢筋丝头

表2 钢筋丝头检验项目
3 本工程电渣压力焊连接技术
电渣压力焊是将两根被接钢筋安放成竖向对接形式,利用焊接电流通过两钢筋端面间隙,在焊剂层内形成电弧,产生电弧热熔化钢筋,加压后形成鼓形焊包的一种压焊方法。
3.1 焊接工艺
工艺流程:安装焊接钢筋和铁丝球→缠绕石棉绳、装放焊剂接通电源→进入造渣过程使钢筋端部熔化→切断电源顶压钢筋完成焊接→倒出焊剂、拆除夹具。
主要焊接工艺参数如表3所示。
3.2 操作要点
(1)挤压力为200~300 MPa;钢筋熔化量以20~30 mm为宜;
(2)焊接的接头外形应是光亮圆滑的环形,其直径以1.6倍钢筋直径为宜。不得有裂纹、未熔合、烧伤、夹渣、咬边和坍塌等缺陷。钢筋接头轴线偏移不大于1/10的钢筋直径,同时不大于2 mm,接头处折弯不大于4°。
(3)正常焊接前,应先试焊三个接头试件,经外观检查和拉力测试合格后方可选用焊接参数,每一批钢筋都应重新调整焊接参数,做试件一组。
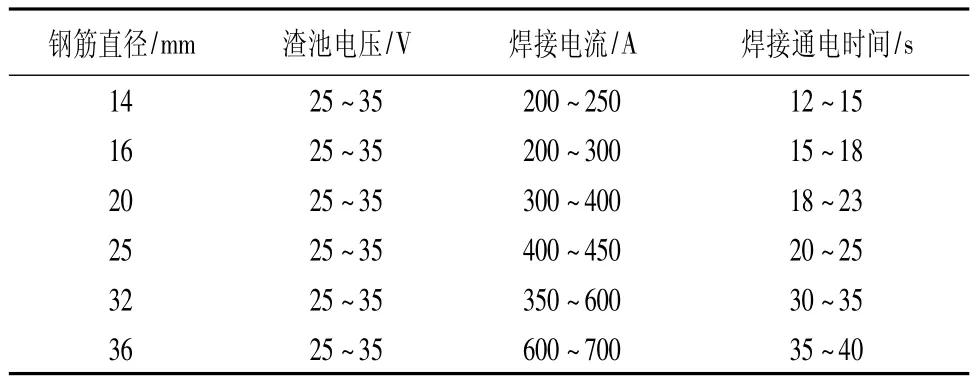
表3 主要焊接工艺参数
3.3 焊接缺陷及防治措施
常见焊接缺陷及防治措施如表4所示。
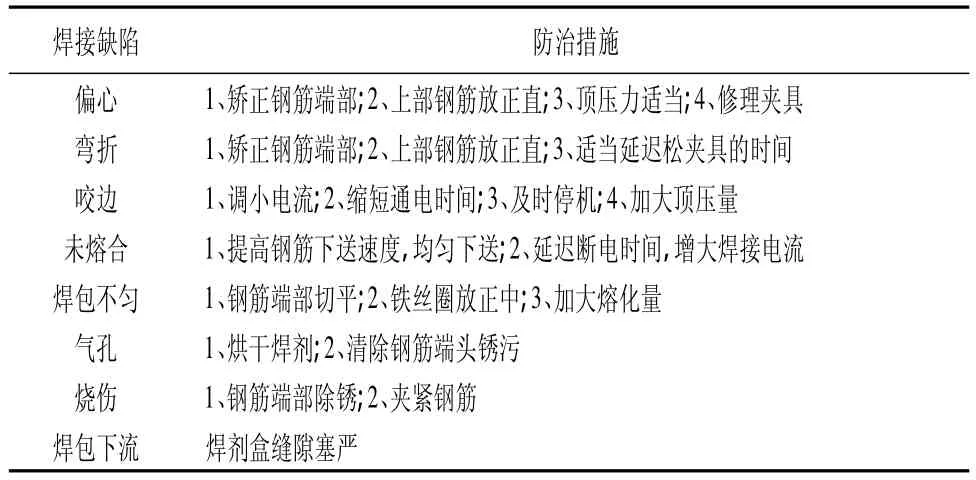
表4 常见焊接缺陷及防治措施
电渣压力焊在实际施焊中应避免“假焊”的质量问题,顶压力直接影响焊缝金属的厚度和结晶后的状态,压力过大,速度过快是形成假焊接头的根本原因。应避免将熔融的金属挤出结合面,造成半融化的钢筋端头直接接触而形成不良结合。同时,上钢筋应平缓插入熔池,顶压速度不宜过快。此外,焊剂必须干燥,避免焊剂中的水分进入渣池和熔池产生气泡。
焊接接头外观质量检查是钢筋连接接头试件进行力学性能试验的基础,接头外观质量检查不合格的检验批不能做力学性能试验。应对外观质量不合格的接头返工处理,待外观质量检查合格后才能对该验收批次的接头随机取样进行力学性能试验;实验室未出具合格的接头试件力学性能试验报告之前,不得进行下道工序施工。
4 分析探讨
4.1 镦粗直螺纹连接技术的特点
镦粗直螺纹钢筋连接技术是建设部重点推广的新技术之一,具有现场操作工序简单,施工速度快,适用范围广,不受气候影响,且成本较低等特点。这种接头形式先将钢筋镦粗后再切削螺纹,螺纹的底径大于钢筋的直径,又由于钢筋端部经过了冷镦加工,通常材料强度可提高10% ~20%,且接头不受拧紧力矩影响,丝扣松动或少拧入2~3扣,均不会明显影响接头强度,排除了人工因素和测力工具对接头性能的影响。技术经济效果显著,镦直螺纹接头比套筒挤压接头省钢70%,比锥螺纹接头省钢35%。但镦粗直螺纹连接接头,对钢筋的延性要求高。延性较低的钢筋,在镦粗过程中会产生内应力,导致脆断现象的发生,螺纹加工需要两道工序两套设备完成。镦粗直螺纹连接技术的另一个不足之处在于镦粗过程中易出现镦偏现象,一旦镦偏必须切掉重镦,造成材料的浪费。
在本工程中,底板水平向的钢筋多且密,选用了镦粗直螺纹连接,该连接的质量十分可靠且施工不受气候的影响,尽管每个接头的成本高一些,但综合经济效益仍低于其他连方法。
4.2 电渣压力焊连接技术的特点
在一般高层建筑中,电渣焊与绑扎搭接相比,竖向钢筋可节约20%~30%。且对钢筋的要求不如气压焊那样严格,钢筋端面允许稍有不平,允许有浮锈或气割后的氧化物。每台班可焊120~150个接头,比气压焊、挤压连接等速度快。电渣压力焊的主要缺点是瞬时耗电量较大;对钢筋的可焊性有一定的要求,适用于国产钢筋或相当于上述可焊性的进口钢筋;不能全天候施工(雨雪天气不能施工);不能焊接超过一定角度的斜向和水平钢筋。本工程框架柱中的竖向钢筋均采用了电渣压力焊,经过现场按批取样试验检测,合格率达标,较好地保证了钢筋的连接质量,取得了理想的技术和经济效果。
5 结语
钢筋连接在工程应用中较为广泛,新的钢筋连接技术的不断出现为钢筋连接提供了更多的选择方式,连接的类型、方式较多,但各种方法有其自身特点和不同的适用范围,并在不断发展和改进。在实际生产中需要根据工程结构、能源供应、钢筋种类、材料来源、气候及环境条件、企业管理水平以及经济因素等进行综合分析,优选合适的粗钢筋连接方法以期达到最佳的综合效益。
:
[1]陆总兵.镦粗直螺纹钢筋施工工艺[J].中华建设,2008,(5).
[2]邓国良,王海龙.钢筋镦粗直螺纹连接技术及其工程应用[J].中国水运,2008,(1).[3]朱跃克.浅谈粗直径钢筋连接技术[J].泸天化科技,2011,(1).
[4]李文军.竖回钢筋电渣压力焊施工工艺[J].福建建材,2006,(2).
[5]崔文,崔杨.竖向钢筋电渣压力焊在工程中的应用[J].洛阳大学学报,2003,(6).
猜你喜欢
结构工程师(2022年2期)2022-07-15 02:25:22
制造技术与机床(2017年10期)2017-11-28 05:23:55
凿岩机械气动工具(2017年3期)2017-11-22 07:21:54
山东冶金(2015年5期)2015-12-10 03:27:42
上海金属(2015年5期)2015-11-29 01:13:55
上海金属(2014年4期)2014-12-15 10:40:28
有色金属加工(2014年1期)2014-09-19 10:29:06
机械制造文摘(焊接分册)(2014年2期)2014-08-22 02:37:16
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40