铜铝异种金属钎焊接头的电化学腐蚀性能研究
2012-08-22 02:58朱晓欧王晓丽陆鹏程
科技视界 2012年2期
朱晓欧 王晓丽 陆鹏程 罗 畅
(江苏科技大学材料科学与工程学院 江苏 镇江 212003)
随着异种金属连接技术的发展,铝铜钎焊接头由于具有优良的力学性能和导电性能,被广泛地用于电气工程,制冷和供暖设备,以及其他需要铝铜连接的各个领域。目前国内外关于铜铝钎焊报道比较多[1-6],但主要集中于工艺的研究,对其焊缝的电化学腐蚀行为研究的鲜有报道。特别是铜铝接头在焊合后,由于它的电阻极为微小,随着接头长时间使用或搁之较长时间不运转,难免会出现腐蚀现象,从而严重影响了工程构件的安全性。另外由于接头的寿命无法估计,工艺因素影响复杂,接头的腐蚀问题已引起广泛的腐蚀科研机构的重视。因此,本文针对四种不同的焊接工艺制备的铜铝钎焊接头进行了电化学实验,对其接头部位的耐腐蚀性能进行了研究,具有一定的理论意义和工程价值。
1 试验材料及方法
1.1 试验材料
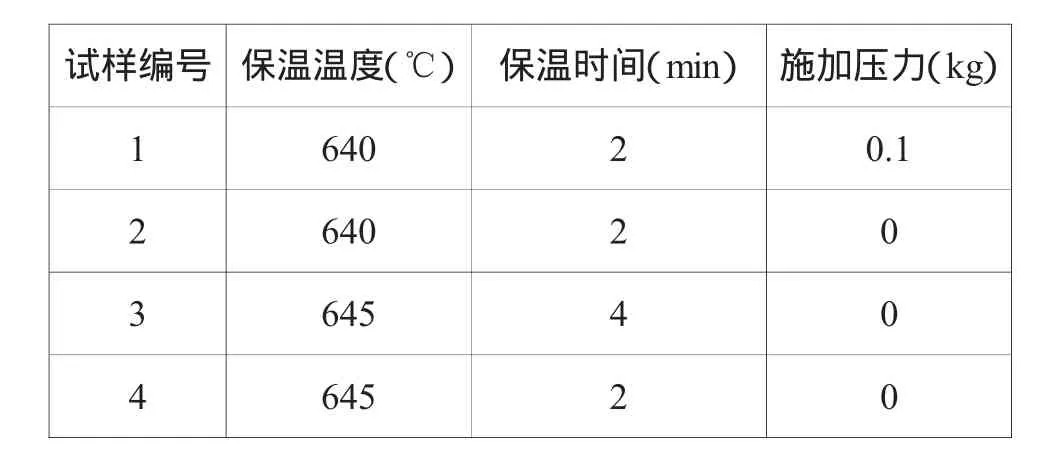
表1 实验提供的4组试样的焊接处理工艺
本实验采用的基体材料为纯铜(Cu)和纯铝(Al),50mm×50mm×2mm 铜片和 50mm×50mm×3mm 铝片若干,使用H1AlSi12钎料在箱式电阻炉SX-4-10中进行钎焊。焊接工艺如表1所示。
1.2 电化学腐蚀试验
切取20 mm×20mm的焊后试样,先将铝片打磨去除,让焊缝完全露出,作为研究工作面,用500#、800#、1200#、1500# 水砂纸逐级打磨、抛光,然后将试样一端钻3mm的孔,引出铜导线。用丙酮除油,留出10mm×10mm的工作面积,非工作段表面用环氧树脂封闭。
电化学试验采用常规的三电极体系,参比电极为饱和甘汞电极,辅助电极为Pt电极,采取3.5%的氯化钠溶液作为电解液测量。实验设备采用美国EG&G公司的M283系统。以0.25mV/min的扫描速率;电位范围从相对于开路电位的-250mV到+250mV,测示电流的变化;并进行电流、电位的数据采集,然后通过数据处理得到电流与电位变化的Tafel曲线图。实验前将试样在溶液中浸泡5min后开始,以使腐蚀溶液均匀、稳定地浸入试样被测表面中。
2 实验结果与分析

图1 4组不同焊接工艺下的焊接接头的Tafel曲线曲线
四组铜铝钎焊接头在3.5%氯化钠溶液的Tafel曲线如图1所示。采用Corrview软件对曲线进行拟合,得到该组实验的电化学参数。
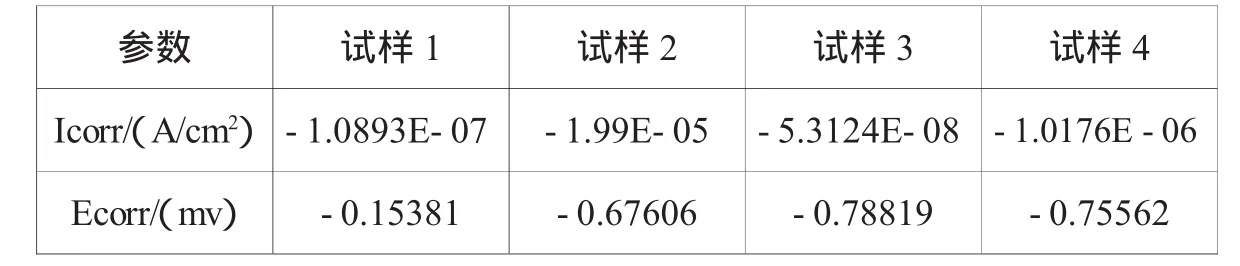
表2 4组不同焊接工艺下的焊接接头极化曲线的自腐蚀电位和自腐蚀电流
首先,我们先考虑压力对耐蚀性的影响。我们从图1及表2中可以看出试样1的自腐蚀电流远远小于试样2,因此,试样1的耐腐蚀性能比试样2的耐腐蚀性能好。而试样1与其他试样2的焊接工艺上最大的区别就在于在焊接过程中在工件上放置了一块重达0.1kg的重物,因为焊接本身将产生残余应力,并且是影响焊接接头耐蚀性的最大因素,在其焊接接头上放置重物,在有平面缝补的残余应力存在时,应力腐蚀破裂引起的方向大约与最大主应力方向相互垂直,又因为重物所造成的压力与残余应力的方向垂直,这样就会大大减少焊接接头的残余应力,这使得应力腐蚀发生的情况处于比较安全的状态,从而相对试样2来说,就大大提高了接头的耐蚀性。综上分析可知,在钎焊过程中,施加适当的压力,会减少焊接时对接头产生的残余应力,减少了应力腐蚀发生的可能性,使得材料的耐蚀性大大提高。
然后,我们可以比较保温温度对腐蚀的影响。通过比较试样2与试样4这两组试样的腐蚀电流,试样4的腐蚀电流明显小于试样2的腐蚀电流,这说明试样4的耐蚀性比试样2的好,这可能是因为试样2在钎料与母材在冶金反应过程中,钎缝里有大量CuAl2沿晶界析出,CuAl2的电极电位比Al的电极电位高,易产生晶间腐蚀,导致接头耐腐蚀性能变差,而试样4保温温度为645℃时,钎料和母材的反应过程可能是由母材Cu基体扩散开来,Cu元素固溶在Al的晶格中,形成了α-Al固溶体,起到了固溶强化基体的作用。
最后,研究下保温时间的影响。由表2中,通过比较试样3和试样4的自腐蚀电流发现,试样3的自腐蚀电流小于试样4的自腐蚀电流,这说明试样3的耐腐蚀性能比试样4的耐腐蚀性能好。这是由于在一定的保温温度下,延长保温时间,可以使接头的成分均匀化,从而减少了电偶腐蚀,提高了接头的耐腐蚀性能。
3 结论
3.1 在钎焊过程中,施加一定压力,会减少焊接时对接头产生的残余应力,减少了应力腐蚀发生的可能性,使得材料的耐蚀性大大提高;
3.2 当钎缝里有大量CuAl2沿晶界析出,CuAl2的电极电位比Al的电极电位高,易产生晶间腐蚀,导致接头耐腐蚀性能变差,适当的提高保温温度,接头成份主要以α-Al固溶体存在可以提高头的耐腐蚀性能;
3.3 在一定的保温温度下,延长保温时间,可以使接头的成分均匀化,减少电偶腐蚀,提高接头的耐腐蚀性能。
[1]夏春智,李亚江,王娟.Cu/Al异种金属连接的研究现状[J].焊接,2008(1):17-18.
[2]李亚江,吴会强,陈茂爱.Cu/Al真空扩散焊接头显微组织分析[J].中国有色金属学报,2001,11(3):424-427.
[3]Braunovic M.Aleksandrov N.Effect of electrical current on the morphology and kinetics of formation of intermetallic phases in bimetallic aluminum-copper joints.Proceedings of the 39th IEEE Holm Conference on Electric Contacts[C].Pittsburgh,PA,USA,1993.
[4] Abbasi M,Karimi Taheri A,Salehi M T.Growth rate of intermetallic compounds in Al/Cu bimetal produced by cold roll welding process[J].Journal of Alloys and Compounds,2001,319:233-241.
[5]马海军,李亚江,王娟.Al/Cu异种有色金属的真空钎焊工艺[J].焊接技术,2007,36(1):36-39.
[6]夏春智,李亚江,王娟.基于Sn-Pb钎料的Cu/Al钎焊接头组织结构分析[J].焊接,2009(3):38-41.
猜你喜欢
北方交通(2022年8期)2022-08-15
陶瓷学报(2019年5期)2019-01-12
制造技术与机床(2017年3期)2017-06-23
焊接(2016年3期)2016-02-27
焊接(2015年10期)2015-07-18
焊接(2015年5期)2015-07-18
汽车与新动力(2015年1期)2015-02-27
上海金属(2014年1期)2014-12-18
装备环境工程(2014年6期)2014-03-13
机械制造文摘(焊接分册)(2013年6期)2013-03-20