
尺寸链反计算研究及应用
2012-08-16 06:28:36吴学农
科技视界 2012年36期
吴学农
(安徽机电职业技术学院 安徽 芜湖 241000)
提高机械类教师设计、加工等机械制造工艺技术水平,提高教师的综合素质,工科类高校积极地与企业开展合作,研制机械产品,有利于优化教学资源,有利于提高高校社会服务功能,使校企双方合作受益。某高校在为一矿山机械厂研制产品时,机械产品设计过程中,为了保证该产品在装配中的完全互换性,必须应用尺寸链计算解决问题。
为了不涉及其他技术信息,画出该机械传动装置的部分装配示意图,如图1 所示。图1 中间隙A0的变动范围为1.0~1.4mm,在保证互换的条件下,计算各组成环公差及其极限偏差。
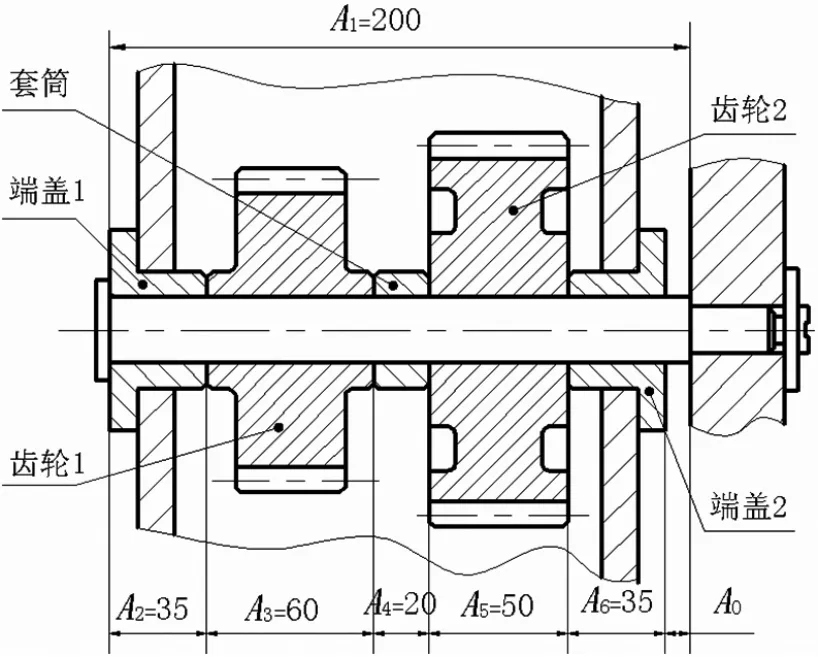
图1 机械产品装配示意图
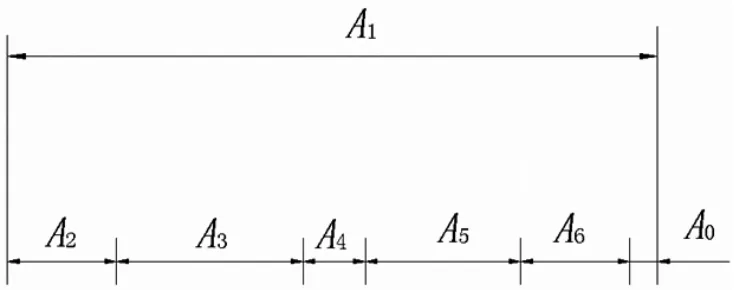
图2 尺寸链图
解决问题的步骤:
1)确定封闭环:由图1 可知,尺寸A0的是装配过程中的最后自然形成的,因此尺寸A0是封闭环。
2)确定组成环:由如图1 所示,影响封闭环大小的轴的尺寸A1、端盖1 的尺寸A2、齿轮1 的尺寸A3、套筒的尺寸A4、齿轮2 的尺寸A5、和端盖2 的尺寸A6,因此,A1、A2、A3、A4、A5、A6为组成环。 依据表面之间的关系,画出如图2 所示的尺寸链图。
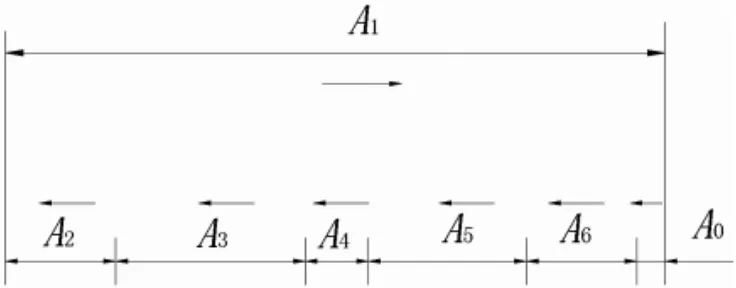
图3 判别增减环
3)在尺寸链图中,由尺寸A1开始,沿着顺时针方向画单箭头,首尾相接,直至回到起始的尺寸形成一个封闭形式,如图3 所示。凡箭头方向与尺寸A0方向相反的环为增环,因此,A1为增环, A2、A3、A4、A5、A6为减环。
4)确定封闭环的公称尺寸、极限偏差、公差(按惯例用T 表示):
(1)尺寸链封闭环的公称尺寸,等于所有增环的公称尺寸之和减去所有减环的公称尺寸之和。 即:
A0=A1-(A2+A3+A4+A5+A6)=200mm-(35+20+50+35)mm=0
(2)封闭环极限偏差,已经确定为:
ESA0=+1.4mm,EIA0=+1.0mm
(3)封闭环的公差为:

5)求出各组成环的公差:
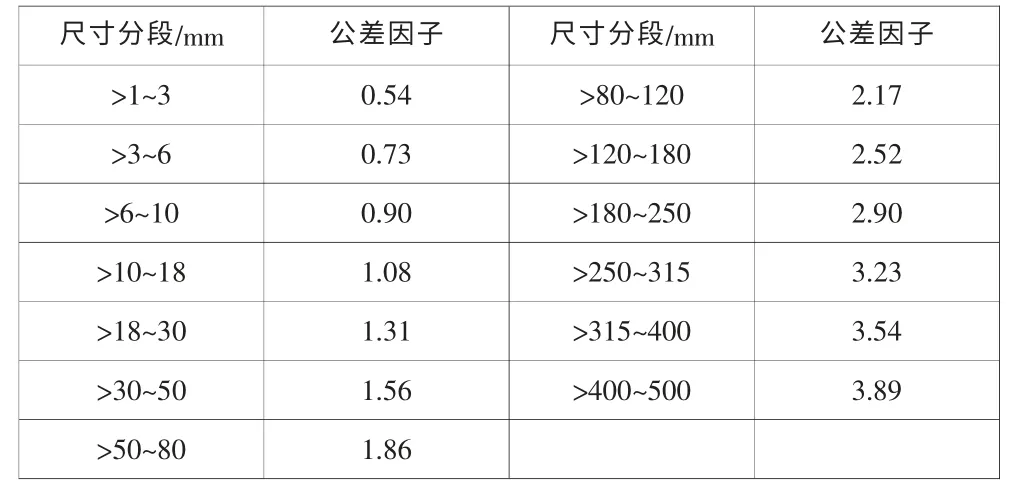
表1 公差因子i 的数值
查国家标准规定的表1, 得出iA1=2.9、iA2=1.56、iA3=1.86、iA4=1.31、iA5=1.56、iA6=1.56。 因此:

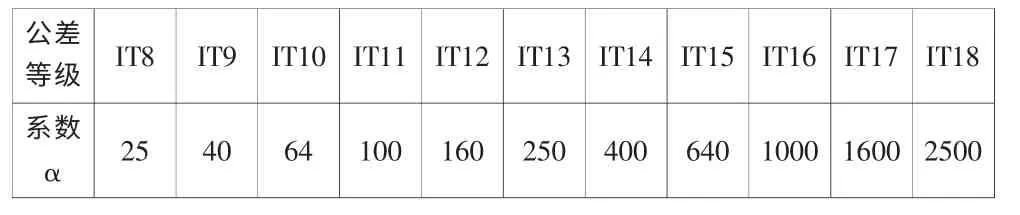
表2 公差等级系数α 的数值
根据国家标准规定的表2 可知, 计算得到的a≈37 与表2 中的公差等级IT9=40 接近,因此,各组成环公差,按IT9(a=40)查国家标准(GB/T1800.1-2009)规定的表《公称尺寸小于或等于3150mm 的标准公差数值》, 得出TA1=115μm、TA2=62μm、TA3=74μm、TA4=52μm、TA5=62μm、TA6=62μm。
各组成环的公差之和为115+62+74+52+62+62=427(μm),为保证各组成环公差之和等于封闭环公差TA0=400μm,要求选择一个组成环为补偿环,通常选用便于拆装、容易加工的零件作为补偿环,但根据实际需要,这里就不用套筒作补偿环,而是要齿轮1,尺寸A3作为补偿环。 组成环公差之和427μm 比封闭环公差大27μm。因此,决定调整A3环的尺寸公差,使T3=74μm-27μm=47μm。
6)计算补偿环A3的极限偏差:
封闭环的上极限偏差等于所有增环的上极限偏差之和减去所有减环的下极限偏差之和,推算如下:
1.4=+0.115mm-{-0.062mm+EIA3+(-0.052mm)+(-0.062mm)+(-0.062mm)}
7)验算:
TA0=TA1+TA2+TA3+TA4+TA5+TA6=0.115mm+0.062mm+0.047mm+0.052mm+0.062mm+0.062mm=0.4mm
计算结果符合装配精度要求,因此,熟悉尺寸链的相关知识,掌握尺寸链的计算方法,有利于提高高校教师机械产品设计的实践能力,有利于获得良好的教学素材,有利于校企合作,有利于产学研结合。
猜你喜欢
建筑与预算(2022年12期)2023-01-09 08:44:38
建筑与预算(2022年10期)2022-11-08 08:47:40
建筑与预算(2022年5期)2022-06-09 00:55:30
内燃机工程(2021年6期)2021-12-10 08:07:46
少儿科学周刊·少年版(2020年9期)2020-03-04 11:38:12
少儿科学周刊·少年版(2020年9期)2020-03-04 11:38:12
制造技术与机床(2017年3期)2017-06-23 08:11:52
综合智慧能源(2017年10期)2017-01-18 22:07:15
高中生·天天向上(2016年10期)2016-11-23 09:02:08
综合智慧能源(2016年1期)2016-02-03 10:04:44
