022Cr23Ni5Mo3N与Q345B异种钢焊接接头的组织与力学性能分析
2012-08-06 04:35:10何金光曾菲圆雷斌隆周友龙钟剑文
电焊机 2012年12期
何金光,曾菲圆,雷斌隆,周友龙,钟剑文
(西南交通大学 材料学院,四川 成都 610031)
0 前言
近年来异种钢焊接应用广泛,如石油化工和水利水电领域使用了双相不锈钢与低合金高强度结构钢的焊接结构。异种钢焊接结构在满足工程应用要求的前提下极大地降低了生产成本,因此备受青睐。但异种钢焊接的物理性能、化学性能和成分差异使得异种钢的焊接比较困难,是焊接接头组织和性能不均均的主要根源[1],若工艺控制不当,则无法保证焊接接头质量。022Cr23Ni5Mo3N是铁素体+奥氏体双相不锈钢,兼有奥氏体钢和铁素体钢的优点[2],强度较高,耐腐蚀性能和抗裂性能良好。Q345B是较高屈服强度的低合金结构钢,其力学性能良好,但也具有一定的淬硬倾向。在此通过金相试验、常规力学性能试验和微型剪切试验,研究022Cr23Ni5Mo3N与Q345B异种钢焊接接头的组织与力学性能,对充分解决该异种接头的焊接具有较高的实用价值。
1 试验材料与方法
母材是双相不锈钢022Cr23Ni5Mo3N和低合金高强度结构钢Q345B,板厚均为21 mm。焊条采用钛钙型药皮双相不锈钢焊条CHS2209,有较好的焊接工艺性能及抗热裂纹性能。母材和焊材的化学成分如表1所示。焊接方法是多层多道焊条电弧焊,X型坡口对接,焊接位置为平焊。打底焊道焊接电流、电压分别为 110~120 A、17~20 V,填充与盖面焊道焊接电流电压分别为120~140 A、17~20 V,层间温度约200℃。
根据 GB/T 19869.1-2005/ISO 15614-1:2004标准进行常规的力学性能试验。用1000 kN液压单向脉动试验机进行了拉伸和弯曲试验;用JBN500冲击试验机对焊缝、热影响区进行常温V型缺口冲击试验,试样尺寸10 mm×10 mm×55 mm;用HV-10维氏硬度计分别测量上部、中部、下部接头的焊缝、热影响区、母材这三个区域的硬度值;用GX40光学显微镜观察接头微观组织,腐蚀液是15%的硝酸酒精和苦味酸;用材料机械性能微型剪切试验装置进行接头的微型剪切试验。

表1 母材和焊材的化学成分%
2 试验结果和分析
2.1 金相试验
图1a为022Cr23Ni5Mo3N双相不锈钢母材组织,可以看出其组织为铁素体+奥氏体。其中白色为奥氏体,灰色为δ铁素体,组织呈带状分布。图1b为Q345B母材组织,其组织为铁素体+珠光体,白色为铁素体,黑色为珠光体,沿轧制方向呈带状分布。
焊缝组织如图2所示,从图中可知晶界为先析铁素体组织,晶内为奥氏体+铁素体组织。由于采用双相不锈钢焊条,从焊接冶金的角度分析焊缝的凝固为F凝固模式[3]。先析出铁素体,当温度低于铁素体固溶线温度后奥氏体析出。
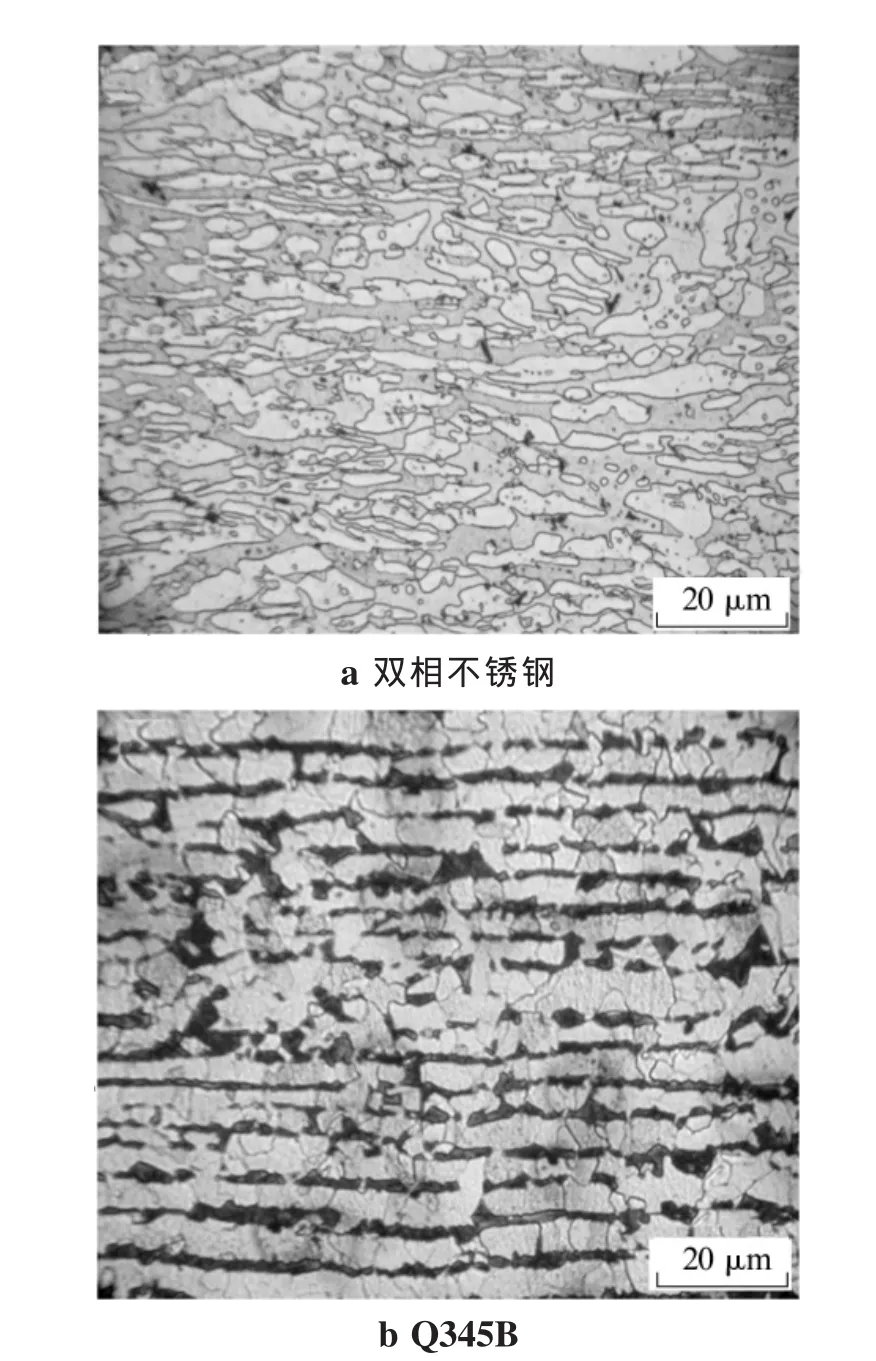
图1 母材显微组织
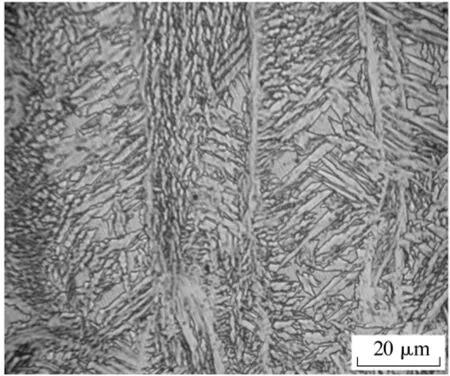
图2 焊缝显微组织
图3a为022Cr23Ni5Mo3N一侧熔合边界的显微组织。从图3a中可以清楚地显示焊接热影响区和熔合区的组织过渡情况。022Cr23Ni5Mo3N一侧的热影响区和熔合区组织都是铁素体+奥氏体双相组织。由于焊条中Ni的含量高于母材,在焊接快速冷却时能促使在熔敷金属中形成奥氏体,确保焊缝中奥氏体相占有优势[4],所以焊缝中奥氏体的体积分数明显增加,且晶粒尺寸较小,多呈树枝状。熔合区中晶粒粗大。从图3b可以看出Q345B热影响区组织是铁素体+珠光体。此外还发现异种金属焊接特有的Ⅱ型边界平行于熔合线伸展。熔合线与Ⅱ型边界之间为熔合区,且宽度较窄。Nelson等人在对Ⅱ型边界形成机理的研究中认为形成Ⅱ型边界是因为熔合线上的熔融金属不能在母材半熔化的δ铁素体上向熔池进行奥氏体晶粒的同轴生长,而需要在熔池金属中进行FCC非均质成核,很短时间温度降低后母材的δ铁素体又转变为奥氏体[5]。这样熔合边界上原来的BCC-FCC界面转变为FCCFCC界面,在界面的两侧存在严重的取向错匹配,使熔合线成为高能量的移动界面,由于在温度梯度、成分梯度等因素作用下熔合边界向FCC熔敷金属内部迁移,当温度继续降低时被锁定在离熔合边界一个短距离的位置上,形成了Ⅱ型边界。
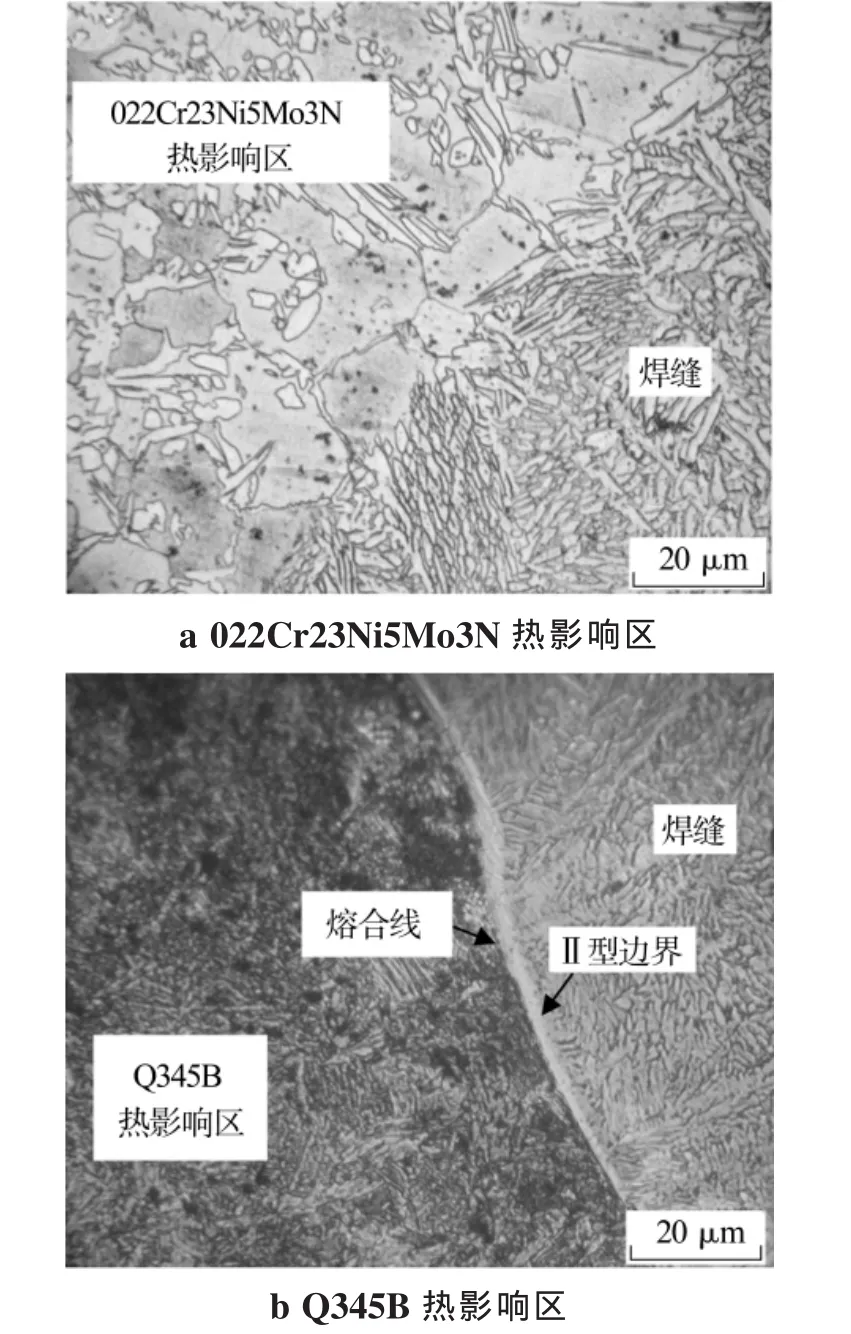
图3 熔合边界的显微组织
2.2 拉伸与弯曲试验
拉伸与弯曲试验结果分别如表2、表3所示。从拉伸试验结果可以看出,断裂位置都发生在母材Q345B上,抗拉强度平均值为534 MPa。焊缝抗拉强度高于Q345B母材。接头满足工程应用的强度要求。由弯曲试验结果可认定弯曲试验合格。
2.3 冲击与硬度试验
接头冲击值见表4。由于022Cr23Ni5Mo3N的热影响区和焊缝含有奥氏体相,而Q345B一侧却没有奥氏体相,所以Q345B的热影响区的冲击韧性最低。
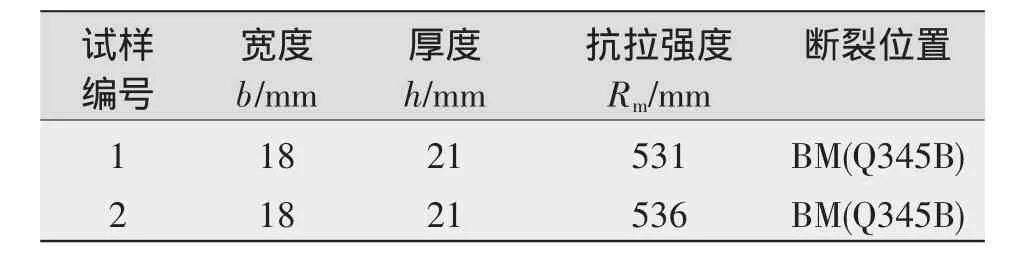
表2 拉伸试验结果
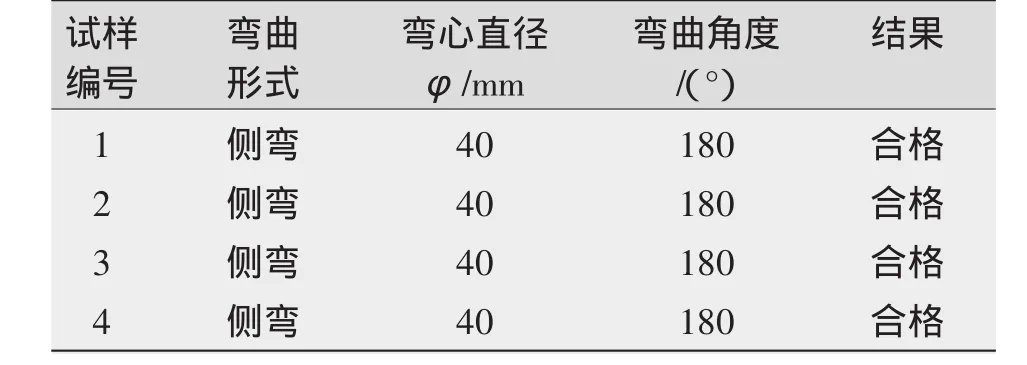
表3 弯曲试验结果
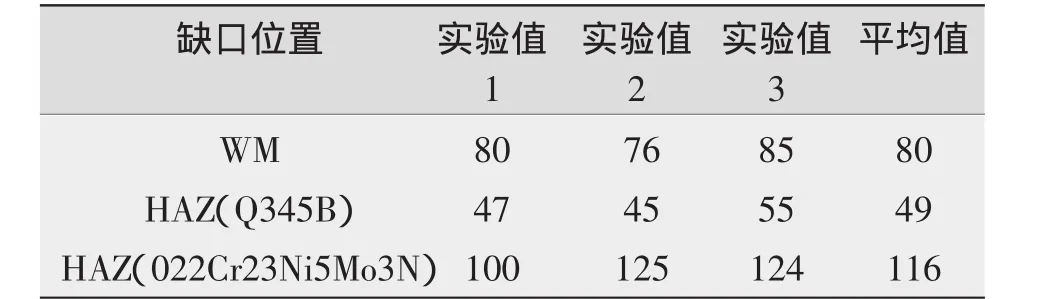
表4 冲击试验结果J
焊接接头硬度分布如图4所示,左侧为022Cr-23Ni5Mo3N,右侧为Q345B。由图4可以看出,不锈钢一侧的母材和热影响区硬度变化不大,而焊缝硬度值较低,这是因为母材和热影响区组织奥氏体含量变化不大,而焊缝中的奥氏体数量明显多于母材和热影响区,而奥氏体的显微硬度低于铁素体[6]。焊缝中部的硬度值比焊缝下部和上部的硬度值要高,而中部Q345B热影响区的硬度值小于底部和顶部的Q345B热影响区硬度值,这主要是因为:①焊缝中部热输入不高,冷却速度较快,焊缝中铁素体转化为奥氏体不充分。②碳的扩散迁移。由于Q345B一侧与焊缝存在碳的成分梯度以及碳对高铬含量的焊缝亲和力大,又加上多层多道焊后续焊道对前面焊道具有热处理的作用,从而使中部Q345B热影响区的碳向焊缝扩散,导致中部焊缝硬化而中部Q345B热影响区软化。
2.4 微型剪切试验
采用微型剪切试验研究异种钢焊接接头性能具有一定的优势[7],在此进行了微型剪切试验,试图通过性能梯度曲线来反映022Cr23Ni5Mo3N/Q345B焊接接头的力学性能。
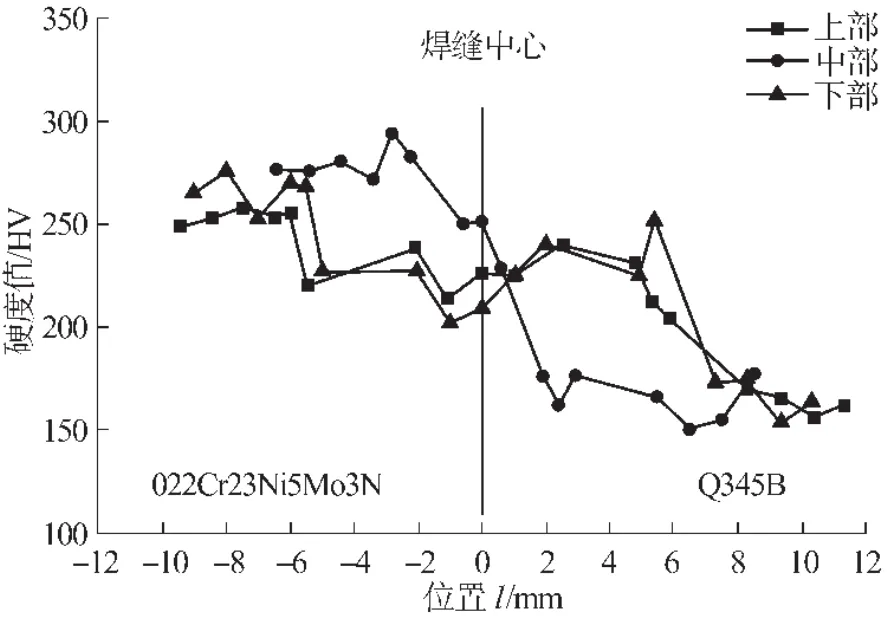
图4 硬度曲线
以Q345B熔合线作为参考点,左边为022Cr23-Ni5Mo3N一侧的剪切点,右边是Q345B一侧的剪切点,中间为焊缝的剪切点。强度梯度曲线和塑性梯度曲线分别如图5、图6所示。由图5可知,接头中部、下部和上部位置的剪切强度梯度曲线都是以Q345B熔合线为界出现明显的梯度变化,Q345B一侧热影响区、母材的剪切强度小于焊缝和022Cr23-Ni5Mo3N一侧的热影响区和母材的剪切强度,022Cr23Ni5Mo3N母材和热影响区的剪切强度与焊缝的剪切强度相差不大。此外,接头中部焊缝剪切强度大于接头上部焊缝和下部焊缝的剪切强度,这与硬度分布曲线相符。由图6可知,上部焊缝和下部焊缝的压入率大于中部焊缝,塑性比中部焊缝的要好,这是因为上部和下部焊缝受到前层焊道的预热和后续焊道的热作用,使塑性得到了改善,而中部焊缝最先施焊,冷却速度快、塑性低。此外,通过性能梯度曲线可以确定焊缝与022Cr23Ni5Mo3N一侧性能均匀,022Cr23Ni5Mo3N与Q345B异种钢焊接接头性能不均匀性主要体现Q345B一侧。
3 结论
(1)022Cr23Ni5Mo3N与Q345B异种钢焊接接头的焊缝为铁素体+奥氏体双相组织。
(2)接头力学性能良好。焊缝抗拉强度高于Q345B母材。22Cr23Ni5Mo3N热影响区韧性最高,其次是焊缝,Q345B热影响区的韧性最低。
(3)Q345B一侧熔合区范围小,存在异种金属焊接特有的Ⅱ型边界。
(4)通过微剪试验可知焊缝与022Cr23Ni5Mo3N性能匹配教好,022Cr23Ni5Mo3N与Q345B异种钢焊接接头性能不均匀性主要体现Q345B一侧,相对而言Q345B一侧强度较低、塑性较高。
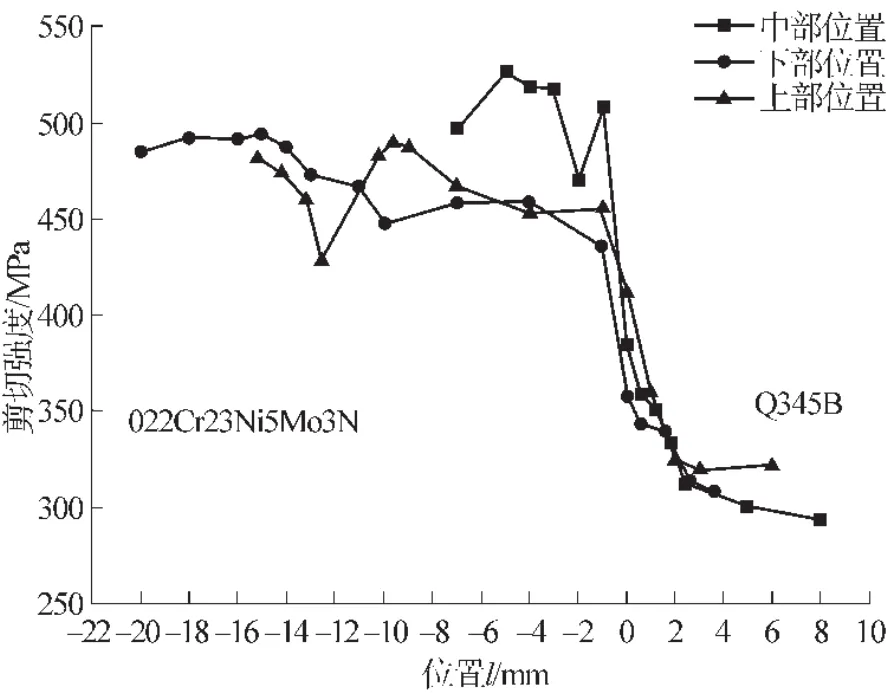
图5 强度梯度曲线
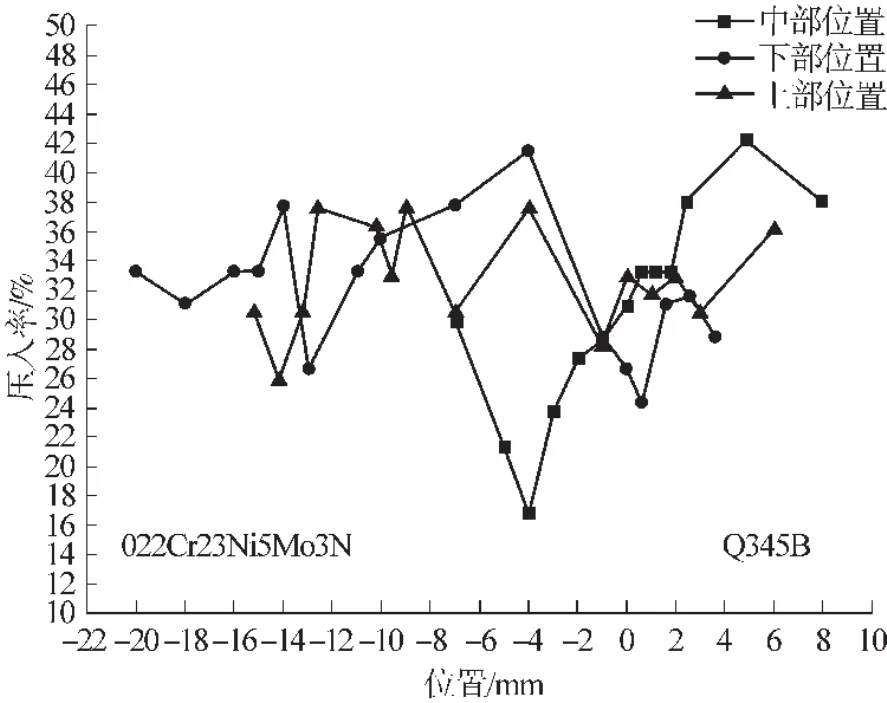
图6 塑性梯度曲线
[1]包晔峰,宋晓科,张孺洪,等.双相不锈钢钢管埋弧焊焊接接头微观组织及力学性能[J].石油化工设备,2008,37(4):4-7.
[2]吴 玖,姜世振,韩俊嫒,等.双相不锈钢[M].北京:冶金工业出版社,1999.
[3]周振丰.焊接冶金学(金属焊接性)[M].北京:机械工业出版社,1996.
[4]王晓燕,张 雷,路民旭.双相不锈钢与微合金钢异金属焊接接头的组织及性能[J].北京科技大学学报,2008,30(2):131-136.
[5]Nelson T W,Lippold J C,Mills.Nature and evolution of the fusion boundary in ferritic-austenitic dissimilar metal welds[J].Welding Journal,2000,79(10):267-277.
[6]王英辉,王宝生,付向南.奥氏体钢与珠光体钢异种钢的焊接研究[J].吉林化工学院学报,2011,28(7):49-51.
[7]雷斌隆,高 勇.用性能梯度曲线研究异种钢焊接接头性能[J].机械工程材料,2003,27(10):23-25.
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:50:42
山东冶金(2022年3期)2022-07-19 03:24:54
四川冶金(2018年1期)2018-09-25 02:39:24
上海金属(2016年1期)2016-11-23 05:17:28
动画大王(漫画行)(2016年7期)2016-07-30 01:27:07
动画大王(漫画行)(2016年5期)2016-07-29 11:51:01
动画大王(漫画行)(2016年4期)2016-07-29 11:16:12
动画大王(漫画行)(2016年1期)2016-07-29 04:30:45
焊接(2016年8期)2016-02-27 13:05:13
焊接(2015年9期)2015-07-18 11:03:52