
柳州双拥大桥主桥钢箱梁的制作与安装技术
2012-08-04 06:33:52张洪
铁道标准设计 2012年2期
张 洪
(中铁四局集团钢结构有限公司,合肥 230022)
柳州双拥大桥全长1 938.091 m,其跨越柳江的主桥桥式为A塔单索面(40+430+40)m 3跨连续钢箱梁悬索桥。主跨内的吊索采用斜吊索(靠近塔柱部位)和直吊索(跨中部位)2种形式。主梁采用单箱双室扁平流线形(横截面)全焊钢箱梁,箱梁全宽38 m,中心高3.5 m(外轮廓)。钢箱梁全长分为53个吊装节段,节段间在桥位吊装就位采用全熔透对接焊缝焊接。钢箱结构采用Q345C钢材。综合工厂和现场施工条件,钢箱梁采用:按设计图长度分段和宽度分块在工厂将钢箱梁的顶板、底板、腹板及横隔板等制作成板单元构件,运抵现场在总拼装胎架上拼焊成钢箱梁梁段并进行梁段间的预拼装,预拼装解体后对梁段进行防腐涂装的制造与安装总体工艺方案。主桥立面总布置见图1。

图1 主桥立面布置(单位:mm)
1 钢箱梁结构设计简介
1.1 钢箱梁结构
主梁采用单箱双室扁平流线形(横截面)全焊钢箱梁,箱梁中间设置纵隔板将钢箱分为两室,箱梁全宽38 m,中心高3.5 m(外轮廓)。钢箱梁横截面见图2。

图2 钢箱梁横截面(单位:mm)
钢箱梁梁段由顶板、底板、横隔板、纵隔板、上斜腹板、下斜腹板等结构组成,如图3所示。

图3 钢箱梁梁段结构示意
(1)钢箱梁顶板:板厚为16 mm;在车行道区域主要采用U形纵向加劲肋,U形肋上口宽300 mm,底宽170 mm,高280 mm,板厚8 mm,间距 600 mm;在两侧的人行道区域采用12 mm×140 mm、间距350 mm的板式纵向加劲肋;在纵隔板左右两侧为设置吊点的需要,各设置1道16 mm×190 mm的板式纵向加劲肋。
(2)钢箱梁上斜腹板:板厚为14 mm。设置2条16 mm×190 mm的板式纵向加劲肋。
(3)底板、下斜腹板:板厚为12 mm,均采用12 mm×140 mm、间距350 mm的板式纵向加劲肋。
(4)纵隔板:板厚度14(20)mm。纵隔板两侧设置纵向、竖向加劲肋。为顶推架梁设置上滑道需要,竖向加劲肋加密布置并与箱梁底板顶紧焊接。
(5)横隔板:每隔2~3.33 m设置1道横隔板。除A类和G类梁段分别设置5道和2道横隔板外,其余节段均设置3道横隔板(2道吊点横隔板和1道普通横隔板);普通横隔板板厚为10 mm,支座处横隔板板厚16 mm,吊点横隔板出于受力需要,分区域采用了12~60 mm的板厚;除端头横隔板H(a)外,其余横隔板均采用双面加劲。
(6)U形、板式纵向加劲肋均沿箱梁节段通长布置,即横隔板上开孔,纵向加劲肋穿过。为减小焊接定位难度,便利制造,板式加劲肋与横隔板之间不予连接。但在斜吊索吊点横隔板处,为保证吊耳连接板的受力,吊点横隔板上不开孔,板式加劲肋在此断开并与吊点横隔板焊接。
(7)钢箱梁吊索吊点分为2类。①斜吊索吊点:靠近塔柱的主跨内第2至第5个节段为设置斜吊索的E类梁段,斜吊索吊点设置在梁段横截面的两侧。斜吊索吊点构造如图4(a)所示。② 直吊索吊点:在主跨中部除跨中合龙段(G类梁段)外的所有节段为设置直吊索的F类梁段,直吊索吊点设置在梁段横截面的中线上。直吊索吊点构造如图4(b)所示。

图4 吊点示意
(8)钢箱梁梁段间连接采用全焊接方式。梁段吊装就位后,拧紧临时匹配件螺栓后,再焊接梁段间的顶板、底板、纵隔板、上斜腹板、下斜腹板的横向对接焊缝和U肋、板肋的嵌补段。
1.2 钢箱梁节段
钢箱梁全长510 m,总共划分为53个吊装节段,节段分为7种类型。如图5所示。

图5 钢箱梁节段划分示意
A类梁段为边跨端节段(A1、A2),节段长度8.29 m,全桥共2段;
B类梁段为边跨标准段(B1~B6),节段长度为9 m,全桥共6段;
C类梁段为桥塔处节段(C1、C2),节段长度为8 m,全桥共2段;
D类梁段为中跨靠塔侧第1节段(D1、D2),节段长度为7 m,全桥共2段;
E类梁段为斜吊索位置节段(E1~E8),节段长度为10 m,全桥共8段;
F类梁段为直吊索位置标准节段(F1~F32),节段长度为10 m,全桥共32段;
G类梁段为跨中合龙段,节段长度为8 m,全桥共1段。
1.3 钢箱梁使用钢材
主体结构(包括永久和临时吊点)采用Q345C钢板,其技术指标应符合《低合金高强度结构钢》(GB/T1591—2008)的要求。临时匹配件、临时支座等采用Q235A钢板,其技术指标应符合《碳素结构钢》(GB/T 700—2006)的要求。
1.4 钢箱梁防腐涂装(表1~表4)

表1 钢箱梁外表面涂层体系
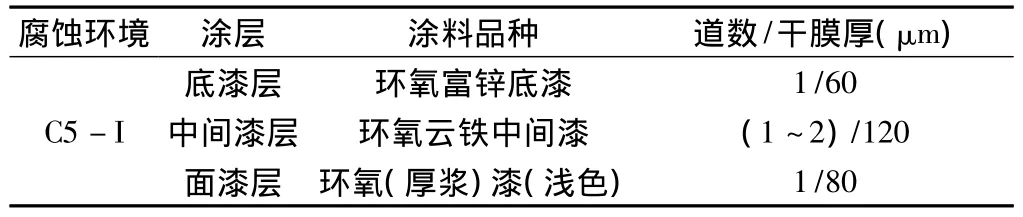
表2 钢箱梁非封闭环境内表面涂层体系

表3 钢箱梁封闭环境内表面涂层配套体系

表4 钢桥面涂层配套体系
2 钢箱梁制作的关键与难点
(1)钢箱梁为全焊箱形结构,焊接变形难以控制。钢箱梁整体的线形(直线度、平面度、上拱度)、外形尺寸(跨度、长度、宽度、高度)等均应满足制造规范的严格要求。
(2)钢箱梁结构外形尺寸大,不能完全工厂化制作,钢箱梁大量的整体拼焊工作主要在工地(现场)露天进行,受天气、环境的干扰(影响),施工条件差。
(3)钢箱梁结构设计有大量的全熔透焊接接头,且由于结构尺寸大,不能采用平焊位置施焊,而必须进行立焊、仰焊等全方位施焊,施焊难度很大。
(4)钢箱梁采用顶推架梁,其主滑道设于钢箱梁中线纵隔板下,使纵隔板加厚并与底板全熔透焊接,且在纵隔板上增设了密集的竖向加劲与底板顶紧焊接,局部范围施焊密集的焊缝产生较大变形。
(5)钢梁的焊缝质量要求高。钢箱梁段现场全方位施焊的对接焊缝均为一级全熔透焊缝,要求100%超声波探伤和不少于10%X射线检验;钢箱梁箱内的横、纵隔板熔透角焊缝及所有部分熔透的角焊缝等均为二级焊缝,要求100%超声波探伤检验。
3 钢箱梁制造工艺方案[3~6]
依据钢箱梁结构设计图及钢箱梁桥位安装架设方案,钢箱梁制造工艺采用方案如下。
(1)按钢箱梁的设计分段及工厂工艺规定的顶板、底板、横隔板的横向分块,将顶板、底板、腹板、纵隔板、横隔板等分别制成板单元。
(2)将板单元采用汽车(公路)或船(水路)运至桥头总拼装场地。
(3)在桥头总拼装胎架上,分9个轮次进行钢箱梁梁段的总拼装、预拼装。
(4)梁段经总拼装、预拼装检验合格后,进行钢箱梁梁段整体除锈、涂装。
(5)将钢箱梁梁段按架梁顺序运送至桥位。
(6)梁段在桥位安装就位后,进行梁段间的环缝焊接。
3.1 钢箱梁制造准备工作
依据钢箱梁设计图及文献[1,2]的要求,钢箱梁制造前应做以下主要技术工艺准备工作:(1)针对钢箱梁结构设计与制造的主要焊接接头,进行焊接工艺评定试验,所有焊接接头的强度、冲击韧性均不低于基材标准;(2)编制《钢箱梁制造规则》(工厂钢箱梁制造的内控标准);(3)设计制作专用工艺装备;(4)编制钢箱梁制造工艺。
3.2 钢箱梁梁段板单元划分
钢箱梁梁段的顶板、上斜腹板、下斜腹板、底板、横隔板等的横向分块如图6所示。
(1)每个梁段的顶板划分成15个板单元;
(2)每个梁段的上斜腹板划分成2个板单元;
(3)每个梁段的下斜腹板和底板共划分成15个板单元;

图6 梁段顶板、底板、腹板、横隔板横向分块示意(单位:mm)
(4)每个梁段的纵隔板为1个板单元;
(5)横隔板除两侧风嘴部分各为1个板单元外,其余均将其分为上、中、下3部分,其中上、下两部分均为T形板单元(分成若干段),中部主板分为3个板单元。
3.3 钢箱梁梁段板单元制作
3.3.1零件下料、加工
(1)所有零件均采用数控切割机精密切割下料,长度、宽度方向按工艺预留刨(铣)边加工量及焊接、热矫正收缩量。
(2)所有零(部)件下料、焊接后的变形,采用机械冷矫或火焰加热矫正。
(3)不等厚板对接处,厚板侧的1∶8斜坡采用铣边机加工。
3.3.2 板单元制作
顶板、底板、腹板与U形、板式纵向肋的拼装,采用在平台上划线拼装;采用反变形胎架施焊U形肋或板式肋角焊缝,U形肋角焊缝熔深不小于6 mm。
板单元的U形、板式纵向肋的两端均缩进200~250 mm,待钢箱梁段对接焊后再以嵌补段补上去。
隔板单元是控制箱形截面组装精度的关键,其外形几何尺寸应严格控制。采用数控精密切割周边、人孔、纵肋的贯穿缺口等。
3.4 钢箱梁梁段制作工艺要点
(1)先将底板基准板单元置于胎架上,使其纵、横基准线在无日照影响的条件下与地样线精确对位,合格后将其与胎架固定。
(2)按照地样线,依次对称组装两侧底板单元,定位合格后按照《焊接工艺规程》的要求焊接底板间对接焊缝。
(3)装焊横隔板的下部T形单元。T形单元定位时应严格保证其整体的直线度和平面度,以便于后续横隔板的安装定位。
(4)组装纵隔板单元:以底板的纵、横基准线为基准组装纵隔板单元,确认无误后用临时支撑固定。
(5)组装横隔板上(T形)、中(主板)单元:组装定位时,结合地样线以及结构线确定横隔板的位置,并用经纬仪检查各横隔板的端部角度和直线度,确认无误后进行定位焊。
(6)组装两风嘴隔板单元:以底板的纵、横基准线为基准,对线组装,确认无误后进行点焊固定。
(7)组装上斜腹板板单元:以纵、横基准线为基准,对线组装,确认无误后点焊固定。
(8)组装顶板基准(中线处及两端)板单元:根据地样线组装中间及两端顶板板单元。利用工艺托板控制顶板的高程,并用水准仪监控箱体高度。
(9)组装其他顶板板单元:参照基准板单元的纵、横基准线,依次对称组装除嵌补顶板单元件外的其他顶板单元件,复核顶板单元中心线、检查线等与桥梁中心线的距离,检查各检测点处的高程值。组装时应按设计宽度加放焊接收缩量。定位合格后焊接顶板单元间对接焊缝。
(10)梁段焊接:按照《焊接工艺规程》进行焊接。
(11)装焊嵌补顶板单元件:对线装焊嵌补顶板单元件。
3.5 钢箱梁段预拼装
3.5.1 预拼装轮次
钢箱梁采用梁段组装和轮次预拼装并行的工艺。在总拼装胎架上按照架梁的顺序,全桥分为9个轮次进行梁段组装和预拼装,每次拼装6个梁段,每轮次预拼装完成后,留下最后一个梁段参加下一轮次预拼装,其余梁段送防腐涂装。拼装轮次如下。
第1轮次:A1+B1+B2+B3+C1+D1;
第2轮次:D1+E1+E2+E3+E4+F1+F2;
第3轮次:F2+F3+F4+F5+F6+F7+F8;
第4轮次:F8+F9+F10+F11+F12+F13+F14;
第5轮次:F14+F15+F16+G+F17+F18+F19;
第6轮次:F19+F20+F21+F22+F23+F24+F25;
第7轮次:F25+F26+F27+F28+F29+F30+F31;
第8轮次:F31+F32+E5+E6+E7+E8+D2;
第9轮次:D2+C2+B4+B5+B6+A2。
3.5.2 预拼装主要控制项点
(1)钢箱梁的线形:平面直线度及竖向拱度。
(2)钢箱梁段的长度:梁段长度及轮次预拼装总长。
(3)钢箱梁段对接口的匹配及用于桥位梁段架设的临时匹配件的安装。
(4)钢箱梁段间的U形肋、板式肋嵌补段长度的确定。
(5)钢箱梁接口桥位对接焊缝间隙的调整。
3.5.3 预拼装的基本程序
(1)严格按胎架上设置的纵、横基准线组装第1节段钢箱梁。
(2)在总拼装胎架上依次组装其余各钢箱梁梁段,用激光经纬仪和全站仪以胎架的固定测量基准点控制钢箱梁梁段纵基线,使桥轴中心线在允许偏差范围内。每一钢箱梁梁段组拼焊接完成后,检查与前一节段匹配情况,合格后用临时连接件连成整体。
(3)待钢箱梁梁段全部组焊完成后,以顶板及上斜腹板为基准调整梁段位置、长度、拱度、旁弯及桥位对接焊缝间隙等。
(4)各项点检查合格后,组焊钢箱梁梁段匹配件;进行U形肋、板条肋嵌补段长度量配。因53个钢箱梁梁段都仅有1道纵隔板,在接口刚性较大处、拐点位置、中轴线附近增加临时连接件,以控制接口在吊装匹配时的变形。
(5)钢箱梁梁段总拼解体后,按梁段编号图进行梁段编号。
3.5.4 预拼装线形控制
通过计算机放样,计算出成桥线形预拱度叠加后的桥曲线,并以此计算每个预拼轮次的曲线。根据预拼装胎架布置(横梁间距),利用插入法计算出拼装胎架横梁位置处的拱度,并以此安装试拼装胎架工艺牙板。利用胎具外围水准观测点测量控制工艺牙板高程,确保钢箱梁线形(上拱度)的准确。拼装时,钢箱梁底板以码板与工艺牙板码固,从而实现与拼装胎具的刚性连接。
3.5.5 钢箱梁长度控制
钢箱梁投影长度为510 m,综合考虑成桥线形和预拱度,钢箱梁实际长度为510.177 5 m,比投影长度长177.5 mm。拟在制作时在钢箱梁B3梁段南端、B4梁段北端加长3 mm,以保证C梁段支座位置精度;在G梁段两端各预留100 mm配切量,来控制钢梁总体长度。
3.5.6 钢箱梁梁段焊接变形控制
钢箱梁梁段横向焊接变形控制是梁段制造的重点,制造时采用将钢箱梁与拼装胎架码固并预置反变形的工艺控制焊接变形。反变形在横隔板分段处设置(拟设置20 mm反变形量,根据首节段制作实测值进行调整),如图7所示。
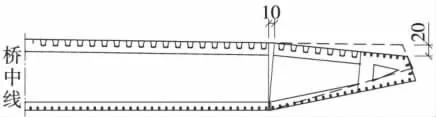
图7 钢箱梁梁段反变形示意(单位:mm)
3.6 钢箱梁梁段防腐涂装[9]
钢箱梁梁段预拼装解体后,对梁段的所有内外表面进行喷丸除锈,钢表面的清洁度等级符合GB8923标准的Sa2.5级。按设计的防腐涂装体系进行防腐涂装。
3.7 钢箱梁桥位环缝焊接[7,8]
将经防腐涂装的梁段,按架梁顺序依次送到桥位,待梁段吊装就位并经检查箱梁线形符合规定要求后,进行梁段环缝焊接。施焊顺序如下:(1)先焊接纵隔板的对接焊缝;(2)再焊接上斜腹板的对接焊缝;(3)再焊接顶、底板的对接焊缝;(4)所有对接焊缝进行外观及无损检验合格;(5)最后进行梁段U形肋、板式肋嵌补段的安装和焊接。
4 结语
柳州双拥大桥钢箱梁按本文所述的制造与安装工艺方案进行梁段制造、梁段预拼装及桥位梁段焊接,经按规范进行检验及相关的试验,完全满足设计与安装要求。本桥已于2011年5月竣工验收,预计8月将正式投入通车使用。
[1]中华人民共和国铁道部.TB10212—2009 铁路钢桥制造规范[S].北京:中国铁道出版社,2009.
[2]路桥集团第一公路工程局.JTJ041—2000 公路桥涵施工技术规范[S].北京:人民交通出版社,2000.
[3]周键,杨建国,齐金朋.烟大铁路轮渡栈桥钢梁制造工艺[J].铁道标准设计,2008(5):31-34.
[4]李荣浩,王炳岩,齐金朋.甬台温铁路雁荡山特大桥2×90 m叠合拱钢桥的制作与安装[J].铁道标准设计,2008(2):58-62.
[5]阮正洁.双线铁路32 m跨下承式钢板梁制造技术[J].科园月刊,2010(2):56-60.
[6]阮正洁,齐金朋.甬台温铁路雁荡山特大桥2×90 m叠合拱钢桥施工技术[J].铁道标准设计,2010(3):57-62.
[7]李世斌,吴玉柱.香港昂船洲大桥现场焊接工艺综述[J].桥梁建设,2009(2):61-64.
[8]杨 峰,齐金朋.合肥铁路枢纽南环线(114.75+229.50+114.75)m钢桁柔性拱焊接工艺试验研究[J].铁道标准设计,2011(7):58-65.
[9]刘新编著.桥梁涂装工程[M].北京:化学工业出版社,2009.
猜你喜欢
价值工程(2022年25期)2022-09-01 14:04:08
工程建设与设计(2021年11期)2021-07-28 06:33:46
铁道科学与工程学报(2021年1期)2021-02-26 03:54:18
建材与装饰(2020年27期)2020-09-26 04:12:20
广西大学学报(自然科学版)(2020年1期)2020-05-29 12:03:48
工程与建设(2019年4期)2019-10-10 01:45:38
福建交通科技(2019年3期)2019-07-15 03:11:24
城市道桥与防洪(2019年5期)2019-06-26 00:55:38
安徽建筑(2019年5期)2019-06-17 02:13:10
电气化铁道(2017年1期)2017-04-16 06:00:17
