
面向语义的制造服务构建技术
2012-07-31 07:54吴晶晶孔庆华徐克林
同济大学学报(自然科学版) 2012年1期
吴晶晶,孔庆华,徐克林
(同济大学 机械工程学院,上海201804)
目前网络化协同制造方式的研究大多是建立面向网络化制造的资源模型及其应用平台[1-2],通过网络发布和寻找制造所需的资源.但除了制造资源,在选择协作伙伴时,还应考虑其完成任务时间、完成质量等综合制造能力.以上多方因素的全面组合表达是有待研究的问题.
制造资源及制造能力的信息化建模是实现网络协同的集成、共享的基础,制造服务是有效的实现途径 之 一[3].面 向 服 务 架 构(service-oriented architecture,SOA)及Web服务的一系列技术标准提供了一个与实现平台、实现语言无关的松耦合集成支撑环境[4-5],可实现服务的描述、服务发布和访问.Web服务是实现制造资源及制造能力封装和共享的重要使能技术.文献[6]利用 Web服务技术对制造资源进行封装,研究了制造资源的共享和集成等关键技术.文献[7]提出了基于制造资源封装的工作中心服务化技术、基于知识集成的制造执行链构建方法.上述研究面对的共同问题是:在制造资源的表达中如何融入制造服务的功能属性、服务质量属性;如何完整全面地表达制造服务;如何解决由于Web service在功能和语义方面的表达不足所导致的制造服务的匹配与合成中服务的查全率、查准率低的问题.
制造服务的建模是制造服务发布、匹配和选择以及基于制造服务的协同制造优化运行的基础.本文结合面向服务架构和Web服务思想将综合制造能力以制造服务的形式提供,具体从制造服务的基本信息、服务类别、功能、资源构成、关联制造任务、访问、状态和服务质量对制造服务进行了形式化定义,并采用扩展的 Web服务本体描述语言(Web ontology language for service,OWL-S)对制造服务模型进行了描述实现.在此基础上,建立了基于语义面向服务的协同制造平台框架.
1 制造服务的形式化定义
在Web服务环境下协同制造,企业将自身提供的制造资源和制造能力以制造服务的方式展现,与协作伙伴围绕特定的市场需求建立动态联盟,并通过标准的协议和技术进行业务过程的协同.制造服务(manufacturing service,MS)是在面向服务架构的协同制造环境中利用网络和IT技术将制造资源、制造过程涉及的操作和制造能力进行封装并提供接口以供调用,是具有一定粒度的制造功能实体.
协同制造过程中的系统集成情况复杂,主要表现在:集成内容的多样性,既包含简单的数据和信息集成,也包含企业内部及企业之间的应用集成和过程集成;集成对象的多样性,既包含企业内部异构的应用系统、制造过程相关的设备资源,也包含协作企业的应用系统以及企业之间的公共支撑平台.
为了更好地实现对上述制造资源的组织,支持制造任务的协调运行,需要采用制造服务这种规范化的方式对制造资源进行封装,即以制造服务的方式对制造资源进行建模和设置,屏蔽制造资源的构成细节,并通过标准的接口描述制造资源所能提供的能力.下面给出制造服务MS的形式化定义.
定义1 制造服务 MS::=(BasicInformation,Catagory,Function,Resoure,Manufacturing Task,Access,Status,QoS,Other Attribute)。其 中:Information为制造服务的基本信息;Category为制造服务的类别;Function为制造服务的功能;Resource为制造服务的资源;Manufacturing Task为制造服务须完成的制造任务;Access为制造服务的访问;Status为制造服务业务状态;QoS为制造服务的服务质量;Other Attribute为其他扩展参数.从服务化的制造资源的形式化定义中可以看出,制造服务MS由多元组构成,每个组成部分从不同的角度对制造服务的特性进行描述.制造服务构成如图1所示.

图1 制造服务构成Fig.1 Construction of manufacturing service
定义2 制造服务基本信息MS Basic Information=(ID,Name,Description,Provider,Location,Tel,Url,Other Information).其中:ID是制造服务的编号;Name是制造服务的名称;Description是制造服务的简要描述;Provider是制造服务的提供者;Location是制造服务的位置;当服务的提供者为企业时,Tel是提供服务企业的联系方式;Url是服务的网络地址;Other Information是其他需要说明的信息.这些服务基本属性的描述可以支持集成过程中基于关键字和字符串的匹配.例如,*型号剑杆织机制造服务可描述为(“UDDI2036-0021”,“剑杆织机生产制造服务”,“提供剑杆织机整机及零部件生产制造”,“中国纺织机械股份有限公司”,“上海杨浦区***路”,“021-********”,“http:∥www.******.com”,{}).
定义3 制造服务类别 MS Category=(Data,Information,Application,Business Flow,Device Logic,Material Logic,Other Category).其中:Data是数据类型的制造服务;Information是信息类型的制造服务;Application是应用系统类型制造服务;Device Logic是设备资源抽象后所能提供的制造服务;Material Logic是物料资源抽象后所能提供的制造服务.根据服务提供者的不同把制造服务分成数据、信息、功能和流程等类型.
定义4 制造服务功能 MS Function=(FC,I,O,P,E,Other ExtendF).上式是对制造服务能够提供的功能进行语义描述,它由功能分类FC、输入I、输出O、前提条件P和预期结果E这5个子元素构成.其中,F代表制造服务的制造功能,可以是一或多个制造功能的集合,即F={f1,f2,……,fn}.FC为制造服务功能的分类,通过对不同类型制造服务能力的不同参数描述,可以使制造服务请求和制造服务匹配更具有目标性.I为制造服务功能的输入,O为制造服务功能的输出,P为制造服务功能执行的前提条件,E为制造服务功能执行的预期结果.每个制造服务功能的输入、输出、执行的前提条件、执行的预期结果都可以包含一到多个元素.制造服务功能包含的5个子元素采用本体概念表示,是制造服务请求和制造服务进行语义匹配的基础.制造服务请求和制造服务主要通过制造功能进行匹配.因此,制造服务功能的描述影响匹配的准确性.
例如,({“*型号剑杆织机设计”,“客户需求”,“设计文档”,“设计工具、设计人员”,“设计模型、EBOM(electric bill of material)”,()}……{“*型号剑杆织机零部件生产加工”,“原材料”,“*型号剑杆织机零部件”,“生产加工工具、生产加工人员”,“*型号剑杆织机零部件合格品”,()},{“*型号剑杆织机总装”,“*型号剑杆织机零部件”,“*型号剑杆织机成品”,“装配工具、装配人员”,“*型号剑杆织机合格品”,()})描述了*型号剑杆织机顶级制造服务功能,包括了设计服务功能、生产加工服务功能、总成装配等制造服务子功能.
根据文献[8]给出的不同类型制造能力描述信息,生产加工服务功能又可按照生产加工类型进一步细分为产品型制造服务功能、零件型制造服务功能和工序型制造服务功能.结合本文应用企业的生产情况,得到产品型、零件型和工序型制造服务功能分别如图2所示.
定义5 制造服务资源MS Resource=(Category,Basic Information,Used Information,Using Information,Other Extend Attitude).其中Category表示制造资源所属类别;Basic Information是制造资源的基本属性集,包括资源编号、资源名称、资源功能描述、资源技术参数集等,如设备资源包括设备编号、设备名称、型号、工作行程、工作台尺寸等信息;Used Information描述了制造资源的历史使用档案;Using Information是制造资源描述了在执行制造服务过程中实时变化的信息,包括资源状态信息和当前任务进展信息.Basic Information和Used Information均采用制造资源本体库的知识进行描述.制造服务的资源构成描述了制造服务所拥有的制造资源,主要有设备、工具、人员、知识等有形和无形资源.例如,*型号剑杆织机主传动轴的数控车削工序服务执行中使用的数控车床的可形式化表达为({“40S”,“数控车床”,“根据数控程序进行车削”,“尺寸精度:5级”},{“设备故障率”,“维修时间”,“维修记录”},{“设备状态:正常”,“任务完成率:30%”,“任务进度:正常”}).

定义6 制造服务关联任务 MS Manufacturing Task=(ID,Name,P Start Time,P End Time,F Start Time,F End Time,Comment,Other Extend Attitude).每个制造服务都是为了完成某一制造任务或子任务而建立的.上式描述了制造服务所需完成的制造任务队列,包括任务编号、任务名称、任务执行情况和任务评价等信息.主传动轴的数控车削制造服务所对应的任务可形式化定义为(“任务编号:T20100102031”,“任务名称:主传动轴的数控车削”,“计划开始时间:20100103”,“计划完工时间:20100103”,“实际开始时间:20100103”,“实际完工时间:20100104”,“是否完工:是”,“评价:拖期”).
定义7 制造服务访问 MS Access=(Access Protocols,Interface Format,Transfer Protocols,Service Address,Other Extend).其 中:Access Protocols为服务访问协议;Interface Format为服务接口描述;Transfer Protocols为服务传输协议;Url为服务的网址.制造服务访问MS Access对制造服务的访问方式进行了规定和描述.例如,*型号剑杆织机生产制造服务访问的形式化定义为(“SOAP”,“WSDL”,“HTTP”, “http: ∥172.16.42.100:8080/portal/index _default.jsp?Language=Chinese”,{}).
定义8 制造服务状态 MS Status=(MS ID,MS Running Status,MS Execution Status,Load Status,Other Extend).
制造服务状态信息给出了服务运行状态及该服务相关联制造负荷的变化情况.式中:MS ID为制造服务的编号;MS Running Status为制造服务当前的运行状态;MS Execution Status为制造服务的执行情况;Load Status为制造负荷状态,即制造服务对应的物理实体在某一时间段内的承载能力.例如,*型号剑杆织机主传动轴的数控车削工序服务状态为(“UDDI 2036-0021”,“正常”,“完工率:40%”,“满负荷”).
定义9 制造服务质量 MS QoS=(Quality,Time,Cost,Capability,Other Extend Attitude).其中:MS QoS是制造服务的质量评价信息,是服务请求者在调用和执行该服务后给出的评价,评价的结果供服务匹配时从候选服务集中选择最优服务作参考;Quality是所提供服务的质量;Time是制造服务对需求的响应时间;Cost是服务成本;Capability是制造服务性能.以上每个属性都用本体进行描述.例如,主传动轴生产制造服务的QoS可表示为(“In Time”,“Satisfy”,“5000RMB”,“Excellent”,{}).
2 制造服务的扩展OWL-S描述实现
在上述制造服务的规范化定义的基础上,需要进一步采用基于语义的语言对制造服务进行描述实现,以便计算机能识别处理制造服务同时解决制造服务的语义二义性问题.
制造服务是Web服务在制造领域的特定实现.为了增加对 Web服务的语义描述信息,将本体(ontology)引入了Web服务,对语义Web服务进行描 述.OWL- S(Web ontology language for services)即网络本体服务语言,由DAML-S发展而来,是用OWL语言描述的Web服务的本体规范.OWL-S通过1组规范的知识本体来描述服务,并将该本体划分为3个组成部分:①服务简档(service profile):描述服务能提供什么.它给出1组信息,以便服务查询代理用来判断服务是否适合它的要求.② 服务模型(process model):描述服务如何工作.它描述了服务执行时发生些什么及具体的逻辑执行顺序.③ 服务基点(service grounding):描述如何访问服务.它描述服务访问的协议、消息格式、端口等.
鉴于OWL-S在描述语义Web服务时的无二义性特点,可采用OWL-S来描述制造服务的基本信息、类别、功能、资源构成、关联制造任务、访问等属性.同时由于适用于语义Web服务的OWL-S无法描述制造服务的动态信息,采用可扩展标记语言XML(eXtensible markup language,XML)对制造服务的动态信息和制造资源的动态特性进行描述,该扩展的OWL-S可满足制造服务的动态性、消除异构性的实现需求,具体构成模型如图3所示.
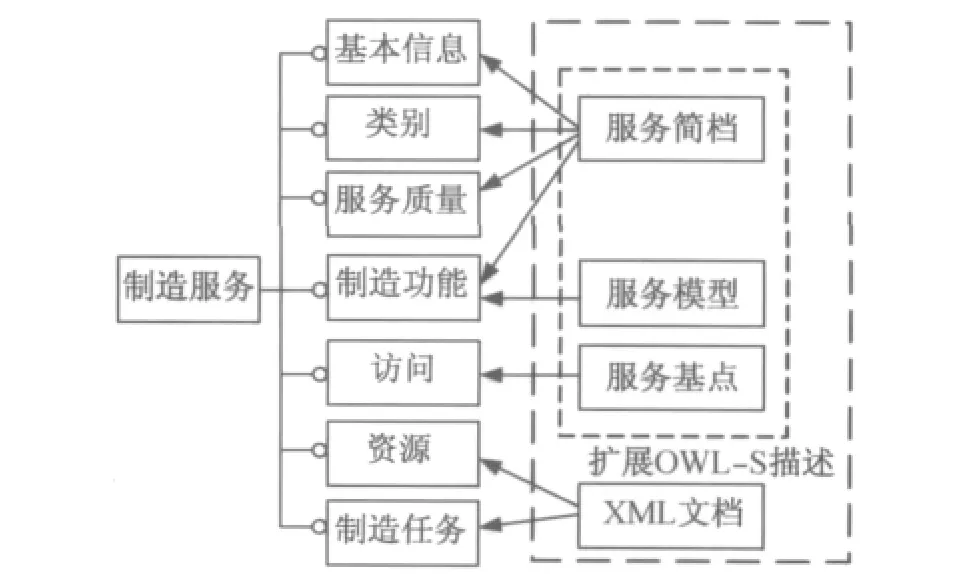
图3 制造服务的扩展OWL-S描述模型Fig.3 Extended OWL - S description for manufacturing service
在制造服务的扩展OWL-S描述方法中,服务简档描述了制造服务的基本信息、类别、功能和QoS,服务模型实现了制造服务功能和过程,服务基点支持制造服务访问的实现,具体描述如下:
服务简档-基本信息代码片段
服务简档-功能代码片段

服务模型代码片段
基点代码片段

本文采用XML文档对标准OWL-S进行扩展,制造服务的资源、关联制造任务的动态信息用XML文档来描述,再根据制造服务的资源、关联制造任务的动态信息生成制造服务状态信息,并形成XML文档.三者的来源信息可从ERP,MES等制造信息系统获取,并且描述中都包含了制造服务ID,从而与对应的制造服务相关联,具体实现如下:
制造服务的资源的动态信息代码片段
关联制造任务动态信息代码片段
制造服务状态信息代码片段

3 原型系统及实现
基于上述制造服务的构建方法,开发了基于语义面向服务的协同制造平台原型系统.平台原型系统采用以“服务总线-服务”为核心的多层企业应用框架,强调了企业内部服务的开发部署与管理控制,能够有效支持企业业务过程的快速重构.
3.1 平台总体框架
该协同制造平台主要由以下几个部分构成(图4):应用门户系统、综合业务系统、协同服务平台、支持语义的企业服务总线、应用平台、系统支撑层.协同服务平台是服务运行时平台,它连接来自应用或客户的服务请求和企业内、外部的服务提供,管理和控制着服务的运行,并指导系统协同工作.它是提供基于语义SOA功能的核心区,由制造服务提供代理、支 持 语 义 的 UDDI(universal description,discovery and integration)注册中心、语义操作中心、服务请求代理、服务匹配选择、服务组合、CM(collaborative manufacturing)本体库等模块构成.支持语义的企业服务总线是支持协同制造平台集成的运行基础环境,提供消息通信通道,企业内部的各类应用以及跨企业的分布式资源通过企业服务总线提供的连接器和适配器可以访问所需求的资源和信息系统.企业应用平台包括了SCM(supply chain management)、 CRM(custom relationship management)、ERP(enterprise resource plan)、CAD(computer aided design)、CAPP(computer aided process plan)、PDM(product data management)、PCS(process control system)等应用系统.公共支撑平台包括了数据库系统、ICT技术(information communication technology)基础设施和构件库,建立在数据库服务器、网络服务器之上,是协同制造平台的技术基础架构和运行基础环境.
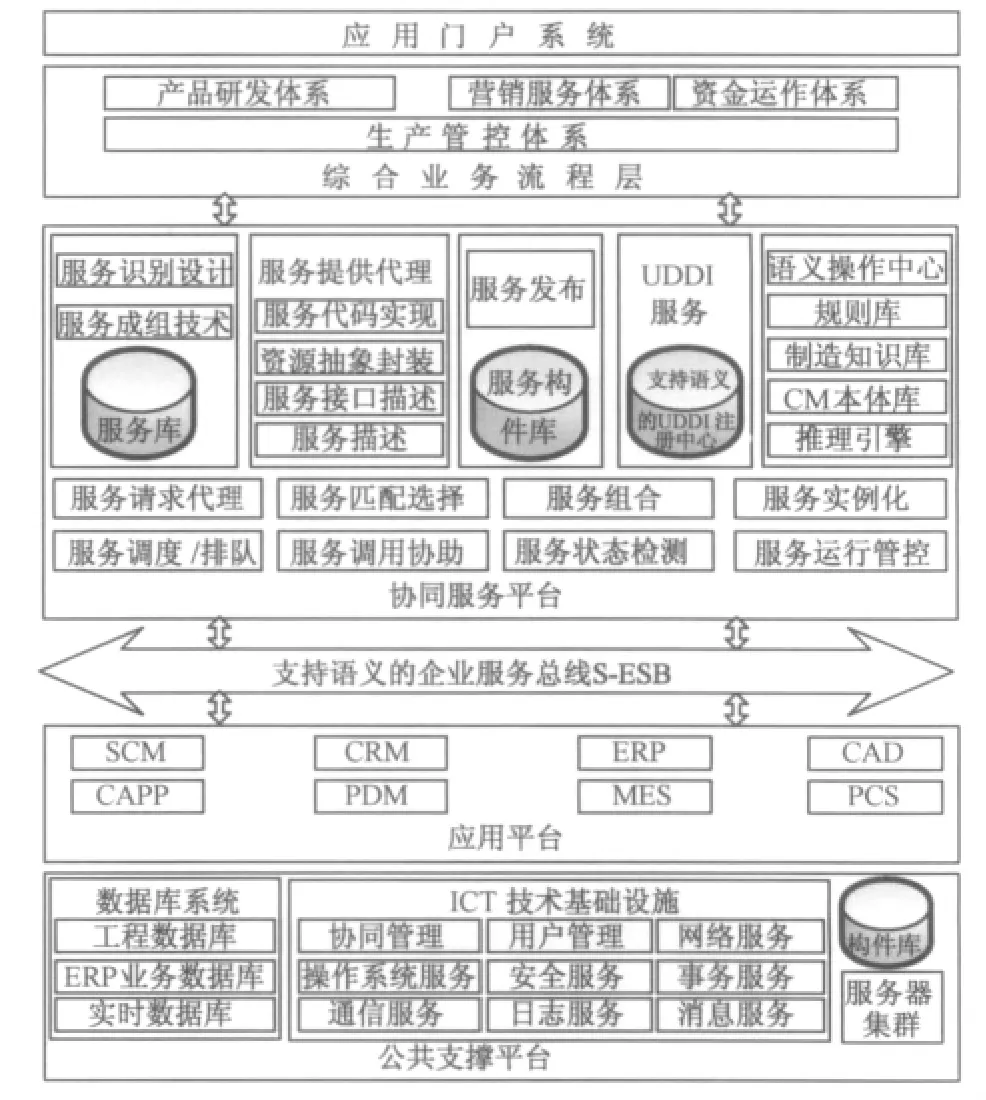
图4 协同制造平台体系结构Fig.4 Architecture of collaborative manufacturing platform
3.2 制造服务运作的机制和流程实现
在上述协同制造平台中,制造服务运作的机制和流程实现如下:
(1)制造服务提供者在协同服务平台进行服务提交,平台的服务提供代理模块描述其提供的制造服务,语义操作中心对制造服务进行语义标注.
(2)协同服务平台的服务发布模块将制造服务发布到UDDI注册中心.
(3)制造服务请求者在协同服务平台提交服务需求,平台的服务请求代理和语义操作中心进行处理并生成服务请求的语义描述.
(4)协同服务平台的服务匹配模块对服务请求和UDDI注册中心的在册制造服务进行匹配,计算制造服务匹配度和语义相似度,将匹配度大于或等于设定阈值的制造服务放入候选制造服务集中.
(5)制造服务选择模块调用相关选择算法并结合服务请求者的QoS需求对候选制造服务集中的服务进行选择,获取满意的制造服务并组合成制造服务链反馈给服务请求者进行服务的绑定和调用.
3.3 应用案例
依托同济大学现代制造技术研究所现有资源开发的系统已应用于中国纺织机械股份有限公司纺机装备的协同制造生产.系统主要由协同服务平台、支持语义的企业服务总线、公共支撑平台和应用门户系统构成,提供协作企业的服务请求提交、服务描述、服务发布、服务发现及服务组合等平台功能,基于该平台某纺机装备主要零部件协同制造的实现如图5和图6所示.
4 结语
提出了适用于协同制造的语义制造服务形成方法,对制造服务进行形式化定义并用扩展OWL-S语言予以描述实现.与已有的研究工作相比,文中所提方法增强了制造服务的语义性,有助于制造服务的匹配、选择和合成,满足用户的个性化综合查询需求.现有研究偏重于将面向服务技术应用在汽车制造等朝阳产业,与此不同,本文以纺织机械制造传统产业为应用背景,针对其现状需求提出可行性资源整合架构,构建了原型系统并在实际生产中进行了实施应用.基于制造服务模型的协同制造平台可实现协同制造过程中企业内外设备、物料、信息等软硬件资源的松散耦合和快速集成.通过纺织机械制造企业的应用实例验证了所提方法和原型系统的可行性.
[1] 倪中华,江勇.面向网络化制造的动态自组织制造资源模型的研究[J].中国机械工程,2006,10(15):1823.NI Zhonghua,JIANG Yong.Studying dynamic self-organization manufacturing resource model for networked manufacturing[J].China Mechanical Engineering,2006,10(15):1823.
[2] Burd W,Culler D E.A framework for extending computer aided process planning to include business activities and computer aided design and manufacturing(CAD/CAM)data retrieval [J ]. Robotics and Computer-Integrated Manufacturing,2007,23(3):339.
[3] 王景峰,王刚,吕民,等.基于产品结构的制造服务链构建研究[J].计算机集成制造系统,2009,15(6):1222.WANG Jingfeng,WANG Gang,LV Min,et al.Manufacturing service chain construction based on product structure [J].Computer Integrated Manufacturing Systems, 2009,15(6):1222.
[4] Cesar R S,Pedro R C,Bijaya K,et al.Virtual laboratory for planetary materials:system service architecture overview[J].Physics of the Earth and Planetary Interiors,2007,163(8):321.
[5] Majithia S,Walkerd W,Gray W.A framework for automated service composition in service-oriented architectures [C]∥Proceedings of the 1st European Semantic Web Symposium.[S.l.]Sprigner-Verlag,2004:269-283.
[6] 王国庆,王刚,吕民,等.基于网格的应用服务提供商平台制造资源共享方法研究[J].计算机集成制造系统,2007,13(2):350.WANG Guoqing,WANG Gang,LV Min,et al.Method of manufacturing resource sharing for grid-based ASP platform[J].Computer Integrated Manufacturing Systems,2007,13(2):350.
[7] 王琦峰,刘飞.基于知识集成的车间制造系统运行模式研究[J].计算机集成制造系统,2009,15(4):698.WANG Qifeng, LIU Fei. Knowledge integration based operation mode for workshop manufacturing system [J].Computer Integrated Manufacturing Systems, 2009,15(4):698.
[8] 姚倡锋,张定华,卜昆,等.基于物理制造单元的网络化制造资源建模及信息集成[J].计算机集成制造系统,2008,14(4):667.YAO Changfeng,ZHANG Dinghua,BU Kun,et al.Networked manufacturing resources modeling and information integration based on physical manufacturing unit[J].Computer Integrated Manufacturing System,2008,14(4):667.
猜你喜欢
新班主任(2022年4期)2022-04-27
科学大众(2020年23期)2021-01-18
开放教育研究(2020年2期)2020-03-31
汽车观察(2019年2期)2019-03-15
中国修辞(2017年0期)2017-01-31
中国卫生(2016年5期)2016-11-12
中国社会历史评论(2016年2期)2016-06-27
长江学术(2016年4期)2016-03-11
山东青年(2016年1期)2016-02-28
当代修辞学(2014年3期)2014-01-21
