
不同扩束镜对激光切割质量的影响研究
2012-07-30 01:25尹同芳覃贤德梁燎原林小波
印制电路信息 2012年1期
尹同芳 覃贤德 梁燎原 林小波
广东正业科技股份有限公司
1 引言
紫外激光切割加工技术,近年来在智能手机、平板电脑等轻、薄多功能电子产品中的挠性板、刚挠结合板上获得广泛应用。其原因是传统机加工已无法满足高精度、外形公差严、低损伤的要求,同时激光切割技术还可达到切割边窄,速度快,热影响小,节省材料等优点。这种外形加工技术已获得众多高端印刷板厂的认可和推广使用。
在激光技术的许多应用领域中,光束质量至关重要。激光材料加工[1],光学信息处理、存储和记录,激光的医学临床应用等领域,对光束质量有很高的要求。在激光加工中尤其对发散角和聚焦光斑的要求很高[2]。激光光束质量不仅影响激光加工设备的整体性能,也极大地影响激光技术的应用水平。通常激光器发出的激光束的空间强度分布呈高斯分布,即高斯激光束。从激光器发出的激光束具有一定的发散角,在激光加工中,希望激光束尽可能接近平行光[2][3]。
扩束镜是能够改变激光光束直径和发散角的透镜组件。只有通过扩束镜的调节使激光光束变为准直(平行)光束,才能利用聚焦镜获得细小的高功率密度光斑[3]。本文对比了不同扩束镜对切割质量的影响,采用扩束镜1获得了高质量的光束,得到了良好的切割效果,满足了客户对切割的要求。
2 扩束镜原理
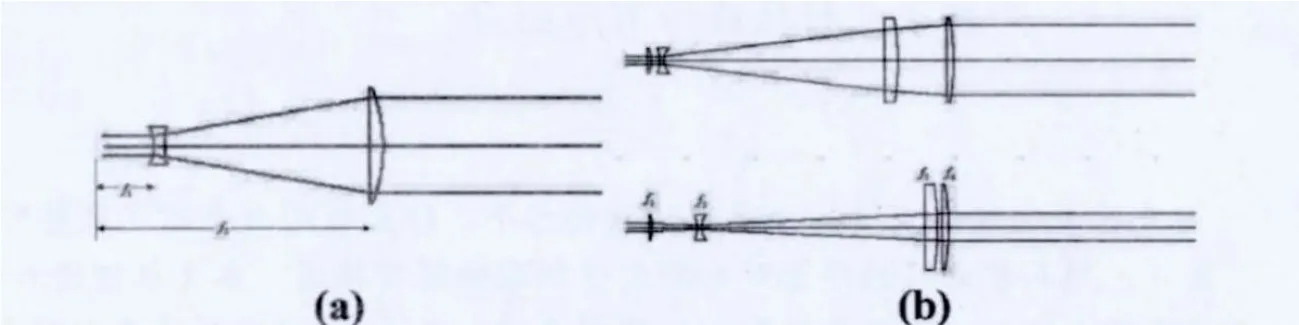
图1 扩束镜原理示意图
通常,对激光进行扩束的折射结构形式有伽利略式和开普勒式两种[4][5]。如图1(a)所示,本文采用的扩束镜2采用伽利略式系统。伽利略式系统的共焦点为虚焦点,避免了空气的击穿效应,且光学系统的轴向尺寸小于开普勒式系统,但该系统的扩束倍数单一、不可调。扩束镜1的原理如图1(b)所示,通过移动透镜f1和f2之间的距离改变扩束倍数,改变透镜f3与f4之间的距离来改变光束的发散角,该系统的扩束倍数可调,满足光学系统中不同光学元器件之间的孔径匹配要求[6]。
本文所采用的两种扩束镜的基本参数如表1所示,其中扩束镜1采用变倍设计,扩束倍数从2X~8X可调。扩束镜2采用伽利略系统形式,扩束镜倍数不可调,扩束倍数为5X,且扩束镜1的入光孔径比扩束镜2大,方便光路调节,此时98%的光能通过。
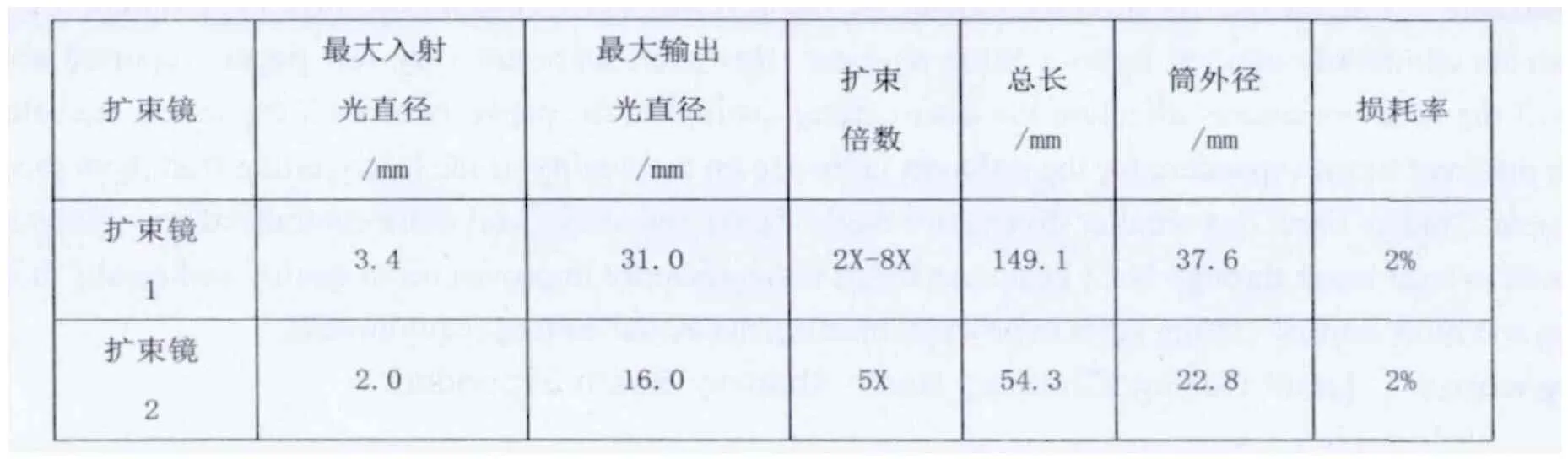
表1 不同扩束镜基本参数对比
3 扩束镜对激光束质量的影响
经过扩束镜前后,光束发散角的关系为
式中,θ1、θ2为进入扩束镜前、后的光束发散角,R1,R2为进入扩束镜前、后的光束半径,K为扩束镜的扩束倍数,即经过扩束镜后,光束的发散角与扩束倍数成反比[7]。
如表2所示为加扩束镜前后光束质量对比。扩束镜前激光器发出光束的直径为1.3 mm,光束发散角为1.9 m rad,真圆度为100%。经过扩束镜1后光束直径为4.2 mm,发散角为0.2 m rad,真圆度为97%。而采用扩束镜2输出后光束直径为3.5 mm,发散角为1.0 m rad,真圆度为96%。经过简单计算可以得出,在采用扩束镜1后光束尺寸得到了改善,扩大了3倍;发散角被相应的压缩,整形效果良好。在采用扩束镜2后光束尺寸亦得到了改善,扩大了2.6倍。两种扩束镜出射的光束真圆度都在95%以上。两种扩束镜理论扩束倍数为5X,经过扩束镜后理论发散角为0.4 m rad,这说明扩束镜1的发散角基本符合式(1)。
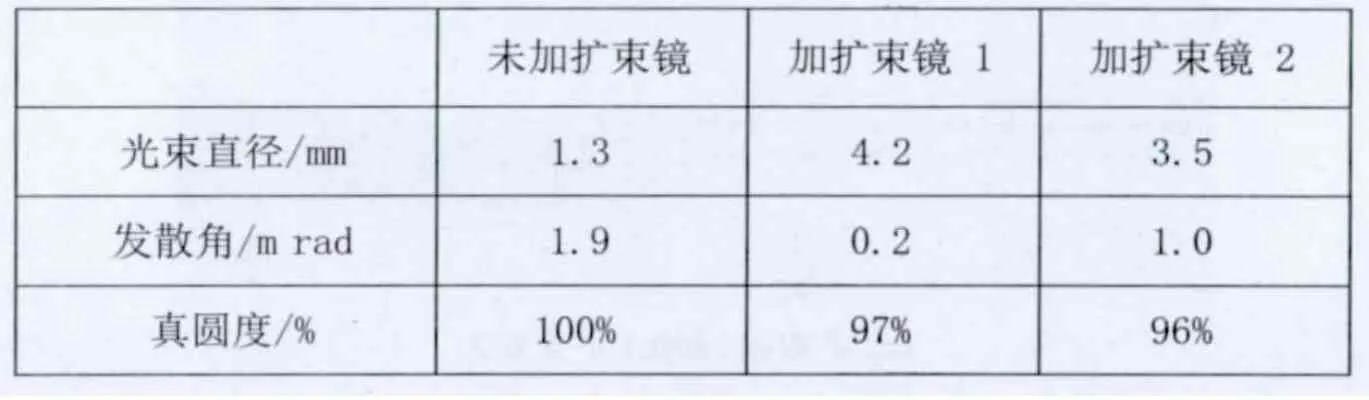
表2 加扩束镜前后光束质量对比
如图2所示为采用光束质量分析仪(BG-USB-SP6-20)测量出的激光能量分布图,(a)图,(c)图和(e)图分别为激光器,经过扩束镜1和扩束镜2的平面图,(b)图,(d)图和(f)图是其对应的三维图。从图中可以看出经过扩束镜后激光能量分布更均匀。经过扩束镜1后比扩束镜2后激光能量分布更均匀。
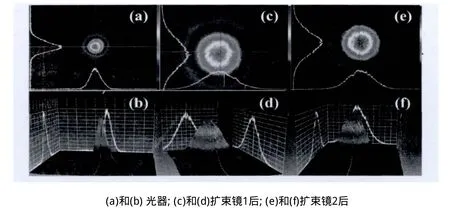
图2 激光能量分布平面图和三维图
4 不同扩束镜对切割质量的影响
4.1 不同扩束镜对切割线宽的影响
聚焦光斑的大小可由下式描述:

λ是波长,F是聚焦镜焦距长度,M2是光束质量因子,D是进入聚焦镜的光斑直径,θ是光束发散角,π是常数。进入聚焦镜的光束直径越大,光束发散角越小,聚焦光斑越小。由2式可以得出采用扩束镜1的聚焦光斑约为13.5μm,采用扩束镜2的聚焦光斑约为16.1μm。
切缝宽度,是衡量切割质量的主要指标之一,如图3所示为在激光频率为80 kHz,功率为3 W,切割速度为180 mm/s条件下,采用不同扩束镜切割覆盖膜的金相显微镜照片。从(a)图和(b)图的对比中我们可以看出采用扩束镜1比扩束镜2切割覆盖膜切割缝宽更窄,其中,采用扩束镜1的切缝宽度为15.6μm,而采用扩束镜2的切缝宽度为18.5μm。由于切缝宽度同光斑直径有很大的关系,采用扩束镜1的光束直径比扩束镜2大,光束发散角小,聚焦光斑小,因此切缝宽度更窄[8]。

图3 采用不同扩束镜切割覆盖膜的金相显微镜照片
4.2 不同扩束镜对炭化的影响
炭化是检验切割覆盖膜的重要指标,它直接影响到后续的使用,如图4所示为在激光频率为50 kHz,功率为3 W,切割速度为180 mm/s条件下,采用不同扩束镜切割覆盖膜的金相显微镜照片。从(a)图和(b)图的对比中我们可以看出采用扩束镜1比扩束镜2切割覆盖膜炭化轻微,更均匀。因为经过扩束镜1的光束能量密度更集中,使得炭化区较窄。此外,光束的质量将直接影响切割质量,其中光束能量的均匀性显得尤为明显,扩束镜1优化了光束质量,光束的能量密度更均匀,因此,炭化更均匀[9]。

图4 采用不同扩束镜切割覆盖膜的金相显微镜照片
4.3 不同扩束镜对热影响区宽度的影响
热影响区宽度,是衡量切割质量的另一重要指标,如图5所示为在激光频率为50 kHz,功率为3 W,切割速度为180 mm/s条件下,采用不同扩束镜切割覆盖膜的金相显微镜照片。从图中可以看出,采用扩束镜1切割覆盖膜热影响区小,且对称均匀,切缝上侧热影响区宽度为86.2μm,切缝下侧热影响区宽度为84.8μm。采用扩束镜2切割覆盖膜热影区宽度不均匀上侧热影响区大,测得的结果为切缝上侧热影响区宽度为162.8μm,切缝下侧热影响区宽度为73.6μm。这是由于经过扩束镜1的能量密度更集中,使得热影响区较窄更均匀[10]。

图5 采用不同扩束镜切割覆盖膜的金相显微镜照片
5 结论
本文从理论和实验上证明扩束镜对激光切割质量有较大的影响,不同扩束镜对切割质量影响差异较大。理论上,扩束镜可以减小光束发散角,准直效果好,增大入射到聚焦镜的光斑直径,光斑直径越大,聚焦光斑则越小,能量密度更大;实验上,不同扩束镜对切割质量有较大的影响,采用扩束镜1比扩束镜2切割覆盖膜切割线宽更窄,炭化区较小,热影响区较小,且对称均匀。
本研究结果应用到多台UV激光切割机上,多家高端挠性板厂使用,实践的效果相当不错,切割边平直均匀,切割缝很窄(约16μm),边缘炭化轻微,热影响区域仅几十微米,且均匀对称。
本文是在刘泽民技术顾问的悉心指导下完成的,在此表示衷心的感谢!
[1]鄢锉, 李力钧, 李娟等. 激光切割板材表面质量研究综述[J]. 激光技术, 2005, 29(3): 270-274.
[2]叶锦函, 郝晓剑, 周汉昌. 基于ZEMAX的激光光束整形技术试验研究[J]. 工程与试验, 2010, 50(3): 46-68.
[3]管海兵, 叶云霞, 张永康等. 扩束镜对高能钕玻璃固体激光系统输出性能影响的研究[C]. 江苏 江苏省“光科学与技术”博士生学术论坛暨长三角光子科技论坛论文集, 2009, 348-353.
[4]赖爱光, 林峰, 蔡长达等. 连续可变扩束比的激光扩束系统[J]. 光学仪器, 1992, 14(1): 11-16.
[5]赵延仲, 宋丰华, 孙华燕. 1.06μm脉冲激光高倍率变焦的扩束发射光学系统设计[J]. 红外与激光工程, 2007,36(6): 891-895.
[6]杨海波, 王柏林, 张大有等. 一种变倍扩束镜的设计[J]. 光电技术应用, 2007, 22(1): 8-10.
[7]赵 侠. 扩束系统在激光加工系统中的重要作用[J]. 激光技术, 1999, 23(6) : 378-390.
[8]王昆林, 藏东红, 朱允明. 钛合金的激光切割[J]. 稀有金属材料与工程, 1994, 23(1): 62-65.
[9]罗均涛, 尹同芳, 梁燎原. UV激光切割覆盖膜炭化问题影响因素研究[J]. 印制电路信息, 2012, 4: 24-27.
[10]K.C. Yung, S.M. Mei, T.M. Yue, A study of the heat-affected zone in the UV YAG laser drilling of GFRP materials[J].Journal of Materials Processing Technology, 2002, 122: 278-285.
猜你喜欢
量子电子学报(2022年3期)2022-06-10
阅读(科学探秘)(2022年5期)2022-06-07
林产工业(2022年2期)2022-03-05
奥秘(2021年3期)2021-04-12
东南文化(2020年1期)2020-04-27
阅读(高年级)(2019年9期)2019-11-15
VOGUE服饰与美容(2019年8期)2019-11-12
阅读与作文(小学高年级版)(2019年8期)2019-10-16
小资CHIC!ELEGANCE(2019年28期)2019-09-12
科技与创新(2018年10期)2018-05-23
