600 MW机组应用锅炉燃煤混配掺烧技术的管理实践研究
2012-07-26 07:30李照忠苏鹏宇
节能技术 2012年4期
金 华,李照忠,苏鹏宇
(1.华电能源哈尔滨第三发电厂,黑龙江 哈尔滨150024;2.哈尔滨工业大学能源科学与工程学院,黑龙江 哈尔滨150001)
0 引言
目前,随着我国火电行业“节能减排”政策的贯彻实施[1],600 MW级别机组将长期占有很大的比重;因此,许多研究者都针对600 MW级别机组生产运行的经济性和安全性等问题从理论和实践等方面开展了一些相应的研究工作,如机组整体运行状况的相关调研分析[2-3]、供电煤耗影响因素的分析和控制[4]、汽轮机运行方式优化和改造实践[5-7]以及锅炉系统的运行优化及设计改造[8-11]。近几年,由于电煤供应紧张、价格居高不下的现状,燃煤电厂为降低发电成本,开始应用锅炉燃煤混配掺烧技术[12-14],即根据机组锅炉的实际运行特点,在确保锅炉安全稳定运行的条件下,通过针对现场燃烧调整试验所得的经济性数据的对比分析,得到锅炉掺烧配煤的最佳经济运行方式。然而,对于整个锅炉燃煤系统稳定经济运行至关重要的是安全性[15],因此,能够保证锅炉燃煤混配掺烧技术安全经济实施的管理实践经验都是非常宝贵的。
本文根据华电能源哈尔滨第三发电厂(以下简称哈三电厂)600 MW机组锅炉的性能特点,针对锅炉燃煤应用混配掺烧技术的实践进行了一些相关的探讨性研究,希望能够为600 MW级别机组的锅炉燃煤混配掺烧技术提供一些可借鉴的实际经验。
1 机组锅炉燃煤采用混配掺烧方式的必要性分析
哈三电厂目前配备两台600 MW机组,锅炉系统采用正压直吹式制粉系统配套六台RP-1003型中速碗式磨煤机,五运一备,单台最大制粉出力78.1 t/h,额定工况下机组耗煤量253 t/h,排渣系统为全封闭水力排渣。设计煤种发热量1 8840 kJ/kg以上,否则机组出力和主要技术参数受到影响。然而,随着煤炭市场供应形势的日趋严峻,煤炭价格攀升而煤质下滑,企业生产经营压力加大。按照华电集团公司的战略部署,在保证安全生产基础上,拓宽燃煤机组燃用煤种的适应性,积极调整燃煤结构,创造条件实现褐煤掺烧,是解决当前电煤供求矛盾拓展盈利空间的积极策略。
目前,在哈三电厂燃煤混配掺烧技术中,所掺烧选用的是内蒙古宝日希勒矿的褐煤,在混配掺烧前需要对煤质进行分析,结果如表1所示。
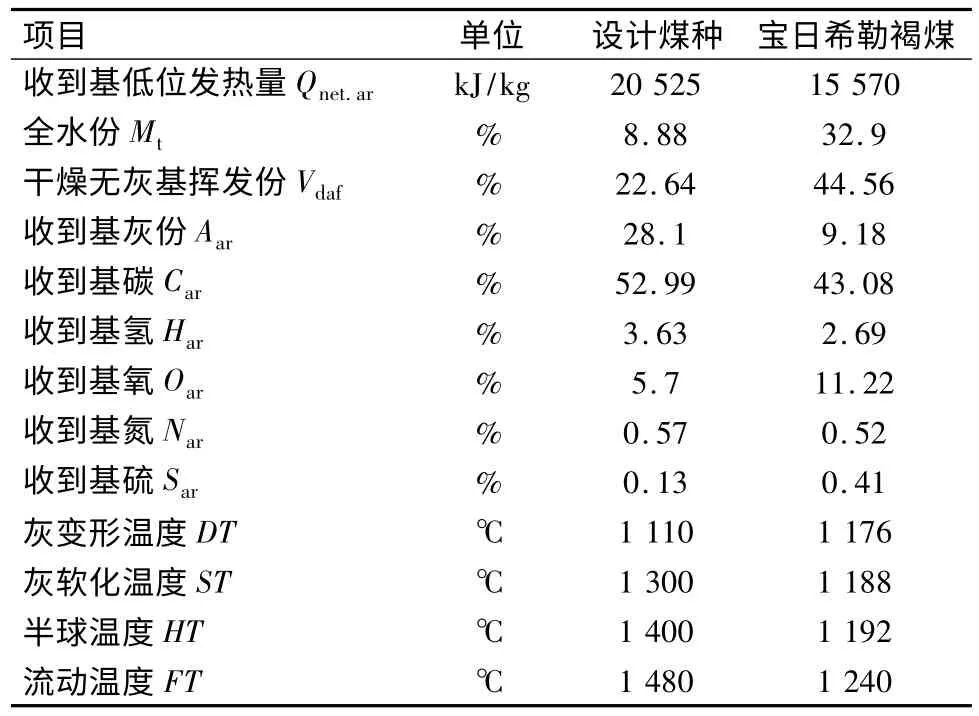
表1 哈三电厂掺烧褐煤的煤质分析结果
通过对所掺烧的煤质分析结果可以看出:其折算水分为8.01%~11.81%,折算灰分为5.8%~12.81%,属于高水分、高灰分、灰熔点低、易结渣、易沾污且易爆炸的煤种。经相关的试验证明,机组在对锅炉本体不进行改动的情况下,所掺烧褐煤最大比例为15%;但是,需要对输煤系统、制粉系统、除灰系统、锅炉吹灰系统等设备进行一定安全技术改造,才能满足褐煤掺烧的安全需要。
2 机组锅炉燃煤应用混配掺烧技术的实践
2.1 实施混配掺烧的科学管理体制和工作机制
2011年初,哈三电厂结合自身的掺烧褐煤生产实际情况,明确机组目标后迅速成立燃煤混配掺烧技术领导工作小组,制定相关管理考核制度,明确各管理层面和岗位的工作职责。首先,根据前一天来煤情况、机组运行状况及当日机组负荷预测情况,及时研究拟定当日掺配方式,积极探索不同季节、不同运行方式、不同负荷率情况下相对最安全、最经济的掺烧方式;并且,能够及时对掺烧工作进行动态调整,及相应的设备维护以及参数采集分析等保证工作。同时,通过掺配过程中不断优化掺配方式,形成了几种最佳混配路径,克服目前的输煤系统不能保证混配精度的困难。然后,组织各专业管理及技术人员,加强煤炭分类管理工作,以及对电除尘效率的控制、调整及检查等工作,保证了混配掺烧工作的安全顺利进行。
2.2 锅炉燃煤实施混配掺烧的设备治理措施
在硬件设施保障方面,针对600 MW机组存在的制约褐煤掺烧因素,进行了相关设备的治理:如对输煤系统内电缆喷涂防火涂料、封堵防火堵泥、电缆桥架配置上盖板、在皮带头部室内皮带上方安装水喷淋系统等防火设施,消除了皮带着火的隐患;对600 MW机组磨煤机加装CO防爆监测系统,及时发现着火隐患;进行了空气预热器反转工作,提高一次风热风温度20~25℃,提高了磨煤机干燥出力等。
2.3 锅炉燃煤实施混配掺烧比例的优化
通过以上在掺烧技术完善和硬件设备治理方面的科学管理体制和工作机制的实施,哈三针对600 MW机组锅炉燃煤混配掺烧技术探索出了一条适合电厂自身特点的路线。通过不断优化工作,目前,褐煤的掺烧比例如表2所示。按此方式掺烧褐煤,不仅有效缓解了国矿煤到货不足的压力,保证了发电用煤,降低了燃料成本。
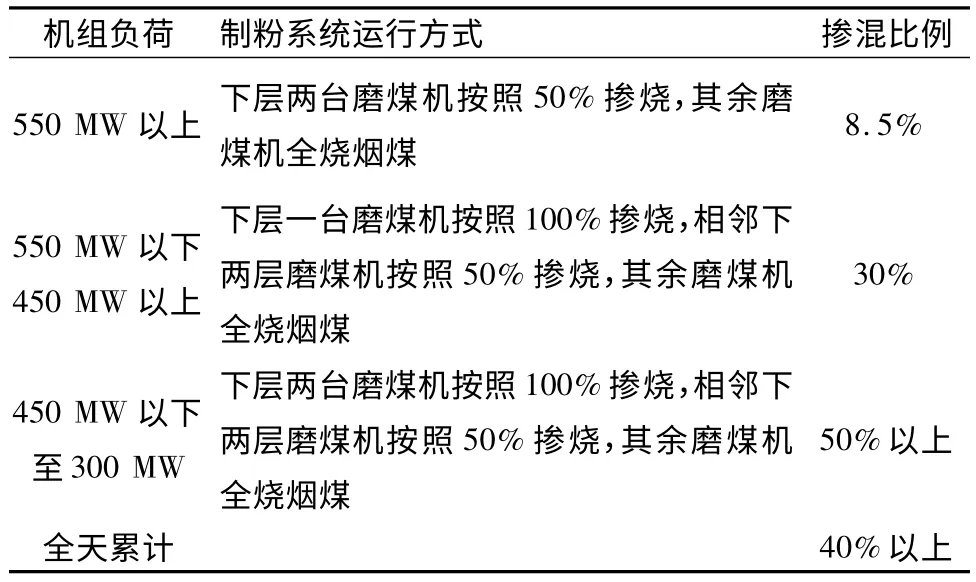
表2 目前600 MW机组的褐煤掺混比例
3 机组锅炉燃煤实施混配掺烧的性能试验及经济性分析
3.1 混配掺烧的机组性能试验及经济性分析
此外,哈三电厂在掺烧过程中,还进行了机组性能试验,对比试验分析数据,600 MW机组掺烧40%褐煤后,单台机组由于掺烧褐煤量增加,煤质下降,使辅机单耗升高,影响厂用电率升高,影响供电煤耗升高0.86 g/kWh;由于掺烧褐煤影响锅炉排烟温度升高,汽温、汽压等运行参数下降,影响供电煤耗升高1.66 g/kWh。累计影响单机供电煤耗升高2.52 g/kWh,详细经济性指标数据如表3所示。

表3 褐煤掺烧对锅炉运行参数和供电煤耗的影响
掺烧标煤单价低的褐煤,控制了燃料成本的增加,根据哈三电厂的入厂煤情况,掺烧褐煤10万吨后节省燃成本约800万元,相应增加材料费90万元,修理费增加70万元,按照全年掺烧褐煤130万吨计算,全年可节约燃煤成本约8 300万元。
3.2 混配掺烧存在问题分析
然而,从上面的经济效益分析和试验数据也可以看出,虽然褐煤与烟煤折算标煤单价相比创造经济效益十分可观,但是从实际运行中也造成运行成本增加。通过分析发现,主要原因大概有以下几方面:煤量增加,上煤电耗增高;磨煤机出力降低,磨煤机的制粉单耗上升;烟气量增大,风机电耗,脱硫单耗都要增加;受热面磨损维护费用增加等。同时,目前的混配掺烧的综合技术方面还不够完善,后期还需要通过长时间掺烧实践进行逐步的完善和验证。
4 结论及展望
哈三电厂在实施锅炉燃煤混配掺烧的生产实践过程中,探索出了一条适合电厂自身特点的路线。在不断进行硬件设备治理和掺烧技术完善优化以确保机组的安全稳定运行的前提下,以提高机组经济性为主要目标,根据每天不同时间段内负荷和来煤的情况来确定褐煤掺混原则,并在进行相关的掺混试验后再修正褐煤的掺混比例,最终实现机组最佳的混配掺烧方案,实现了600 MW机组保证安全性条件下长期掺烧50%褐煤的目标,从而最大限度地挖掘经济运行的优化潜力,其经济性和安全性都十分可观,真正实现节能增效。最后,在对混配掺烧技术进行经济性综合分析的基础上,提出后期进一步优化的工作方向。这对集团公司以及其他电厂的节能减排的优化工作,具有实用性和示范性的作用,其管理实践经验是十分宝贵的。
[1]代百乾,张忠孝,等.我国火力发电节煤和CO2/SO2减排潜力的探讨[J].节能技术,2008,26(2):163-167.
[2]徐志强,宋英东,等.国产引进型600 MW汽轮机顺序阀投运情况调查及分析[J].汽轮机技术,2008,50(5):374-377.
[3]关海平,焦晓亮,等.600 MW汽轮发电机组运行状况的调研分析[J].节能技术,2011,29(1):57-60.
[4]邢希东,李学斌.600 MW机组影响供电煤耗的因素分析及控制[J].华中电力,2007,20(5):71-74.
[5]张秀坤,蒋明东,等.国产600 MW汽轮机配汽方式优化改造[J].节能技术,2005,23(1):87-90.
[6]江飞,孙建国,等.国产亚临界600 MW空冷机组单阀-顺序阀切换试验研究[J].节能技术,2011,29(5):437-441.
[7]刘贤东,刘建东,等.超临界机组顺序阀优化改造研究[J].节能技术,2011,29(2):153-158.
[8]路野,吴少华.600 MW亚临界锅炉褐煤燃烧系统设计与运行[J].节能技术,2009,27(4):336-338.
[9]刘海龙.国产600 MW锅炉微油点火改造实践与思考[J].节能技术,2010,28(1):87-91.
[10]张良斌,马先才,等.荆门热电厂2×600 MW工程等离子燃烧技术设计特点[J].节能技术,2007,25(6):516-518.
[11]应明良,戴成峰,等.600 MW机组四角切圆燃烧锅炉掺烧褐煤技术分析[J].热力发电,2010,39(6):34-37.
[12]赵振宁,佟义英,等.600 MW超临界机组掺烧印尼褐煤、越南无烟煤试验研究[J].热能动力工程,2009,24(4):513-519.
[13]刘岗,张瑜.褐煤掺烧对600 MW机组经济性影响分析及控制措施[J].湖南电力,2011,31(2):48-50.
[14]张振杰,王彦海.掺烧褐煤对350 MW机组烟煤锅炉经济性影响研究[J].东北电力技术,2011(3):17-19.
[15]付存连,殷文.燃煤电站锅炉中间储仓式制粉系统的防爆及安全运行[J].节能技术,2004,22(6):24-26.
猜你喜欢
选煤技术(2022年1期)2022-04-19
房地产导刊(2022年4期)2022-04-19
汽车工程师(2021年12期)2022-01-17
云南化工(2021年6期)2021-12-21
今日农业(2021年17期)2021-11-26
中国煤层气(2021年5期)2021-03-02
浙江大学学报(工学版)(2016年2期)2016-06-05
现代农村科技(2016年7期)2016-03-28
四川电力技术(2015年5期)2015-12-19
减速顶与调速技术(2015年4期)2015-03-16