基于AMESim的注塑机电液比例压力—流量系统仿真分析
2012-07-23 00:35:28刘军营谭志峰王建香
山东理工大学学报(自然科学版) 2012年1期
刘 军,刘军营,谭志峰,王建香
(山东理工大学机械工程学院,山东淄博255091)
随着塑料工业的飞速发展,注塑机械的生产制造日益受到人们的重视.对于大型的注塑机来说,液压驱动是其主要的驱动方式,然而传统的液压系统不能完全满足注塑机的工况和节能要求,人们一直在寻求一种新的液压系统来取代传统的注塑机液压系统.近年来,随着电液比例控制技术、电液伺服控制技术的逐渐成熟,压力-流量复合比例控制系统已逐渐成为大型注塑机普遍使用的系统,它不但能够满足注塑机的工况要求,而且还具有良好的节能效果.由于电液比例控制系统对工作介质清洁度无特殊要求,制造成本较低,能量损失较低,稳态和动态特性足以满足大部分工程控制的要求,因此赢得了比电液伺服系统更为广泛的应用领域[1-2].
1 系统方案及调节原理
1.1 系统方案
注塑机液压系统是一种典型的多级压力-流量系统.注塑机的工艺过程一般分为合模、注射、保压、冷却等几个阶段,各个阶段所需要的压力和流量是各不相同的.传统的注塑机定量泵液压系统,在注塑机的一个工作循环中,由于泵的输出流量始终不变,因此存在很大的节流和溢流损失.由于注塑机生产的产品不同,所以要求其保压压力可以调节.
根据注塑机的工况和节能要求,设计了如图1所示的电液比例压力-流量系统方案,与传统的定量泵液压系统相比,该系统能够自适应负载压力和流量变化的要求,使泵的输出功率与负载所需要的功率相匹配,大大降低了能耗损失[3-5].
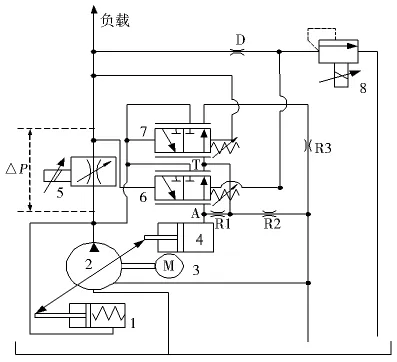
图1 注塑机电液比例压力-流量系统方案
1.2 系统调节原理
如图1所示,比例节流阀5和负载敏感阀7构成了系统的流量控制回路,前置式节流器D、比例压力阀8和恒压阀6构成了系统的压力控制回路.在最靠近变量大缸的恒压阀A-T通路之间,并联了一个带液阻R1的通路以及相应带液阻R2的通路和R3的通路.这种布局,给变量控制及系统运行在快速性、稳定性等多方面带来有利的影响[6].
流量调节以泵的实际输出流量为控制目标,此时除了在比例节流阀一定的输入信号下,泵输出相应的流量而不受负载压力变化的影响外,还能通过比例节流阀改变其输入信号,使泵输出的流量按照一定规律变化,以适应负载速度的要求.液压泵提供与执行负载相匹配的压力和流量,液压系统中不产生压力和流量的过剩,因而系统具有显著的节能效果.
系统处于流量控制工况时,负载变化使比例节流阀5两端的压差ΔP增大或减小,从而推动负载敏感阀7阀芯右移或左移,使泵的输出流量减小或增大,最后泵的输出流量保持恒定.比例节流阀阀口调定后,系统即处于恒流状态,负载变化不影响系统流量.泵的输出压力仅比负载压力高出比例节流阀5两端的压差ΔP.
注塑机注射完毕进入保压状态时,在前置式节流器D的作用下,恒压阀6的阀芯右移,使变量泵的排量迅速降低到接近于0,此时系统在高压小流量下工作,从而避免了传统液压系统高压溢流损失.同时,泵的输出压力不再上升,避免了设备的损坏,保护了系统元件.各工作顺序中压力和流量值的设定、保压和动作转换的时间都可以通过计算机来控制.
2 系统仿真模型及相关参数设置
2.1 系统仿真模型的建立
根据图1所示的系统方案,利用AMESim软件建立如图2所示的注塑机电液比例压力-流量系统仿真模型.其中负载敏感阀、恒压阀、变量缸由HCD(液压元件设计库模块)构建而成.

图2 注塑机电液比例压力-流量系统仿真模型
2.2 相关参数的设置
通过反复调试仿真模型,将其优化参数设置如下:电机额定转速1 000r/min、变量泵最大排量100L/min、比例节流阀设定压差1.5MPa、恒压阀阀芯直径6.5mm、负载敏感阀阀芯直径6.5mm、负载敏感阀弹簧预压力49.75N、恒压阀弹簧预紧力5N、变量大缸直径50mm、变量小缸直径20mm、液压油工作温度40℃、液压油密度850kg/m3.
3 系统仿真分析
3.1 系统比例调节特性仿真研分析
图3(a)所示为比例节流阀的输入信号,其变化范围为0~1,0表示比例节流阀阀口完全关闭,1表示比例节流阀阀口完全打开.当比例节流阀阀口完全打开时,通过的流量为100L/min.由图3(b)可以看出,泵的输出流量能够根据比例节流阀的输入信号按比例调节,使泵的输出流量几乎按照负载所需输出,避免了流量的浪费.
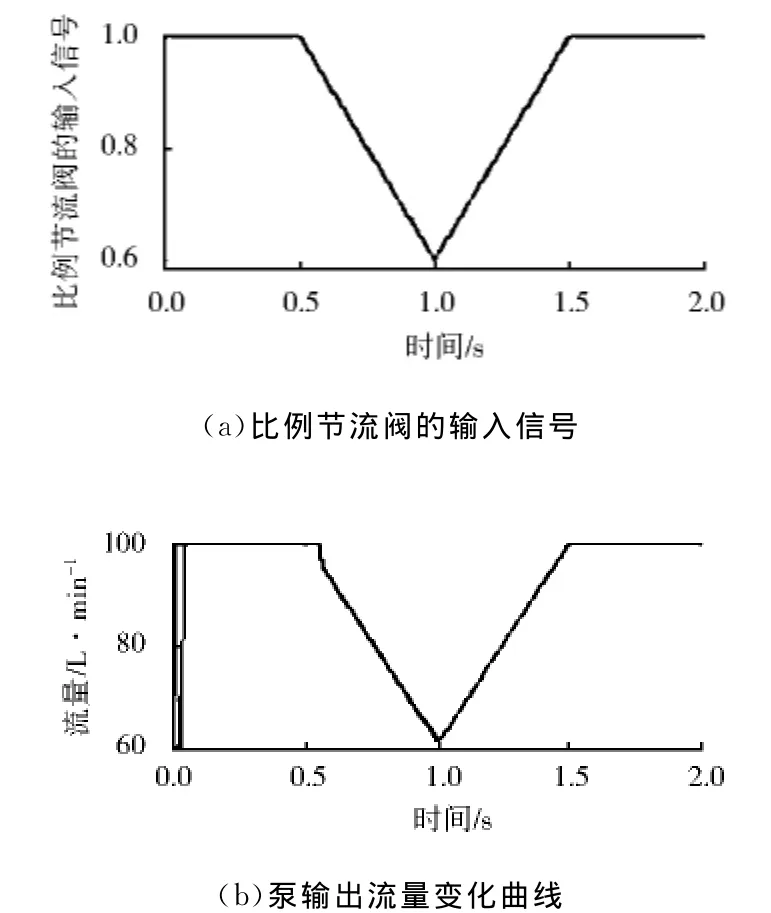
图3 系统流量调节特性
首先调节图2中的负载压力设置阀,使负载压力由0~20MPa线性增大,设定图2中比例压力阀的开启压力(保压压力)为15MPa,设定图2中的比例节流阀阀口完全打开.比例压力阀的开启压力可以根据注塑机生产的产品不同,按比例进行设置.如图4(a)所示,泵的输出压力根据负载压力的变化而变化,而且在负载压力达到保压压力之前,泵的输出压力始终比负载压力大一个很小的固定值(1.5 MPa),因此系统的节流损失很小.当负载压力大于保压压力时,泵的输出压力为定值.如图4(b)所示,当负载压力大于保压压力时,泵的输出流量迅速下降到接近于0,此时系统处在高压小流量的保压状态.
3.2 保压压力可调特性仿真研究
一般注塑机生产的产品不同,因此要求其保压压力能够根据产品的要求而相应地调节.利用AMESim仿真软件的批处理仿真功能,设定图2中比例压力阀的开启压力(保压压力)为10MPa、15MPa和18MPa,设定图2中比例节流阀阀口完全打开.由图5(a)可以看出,系统的保压压力可以根据具体要求进行设置,满足了注塑机保压压力可调的要求.由图5(b)可以看出,当负载压力大于比例压力阀的开启压力时,泵的输出流量在短时间内迅速下降到接近于0,系统在高压小流量下工作,从而避免了传统注塑机液压系统的高压溢流损失,同时泵的输出压力不再上升,避免了设备的损坏,保护了系统元件[7].
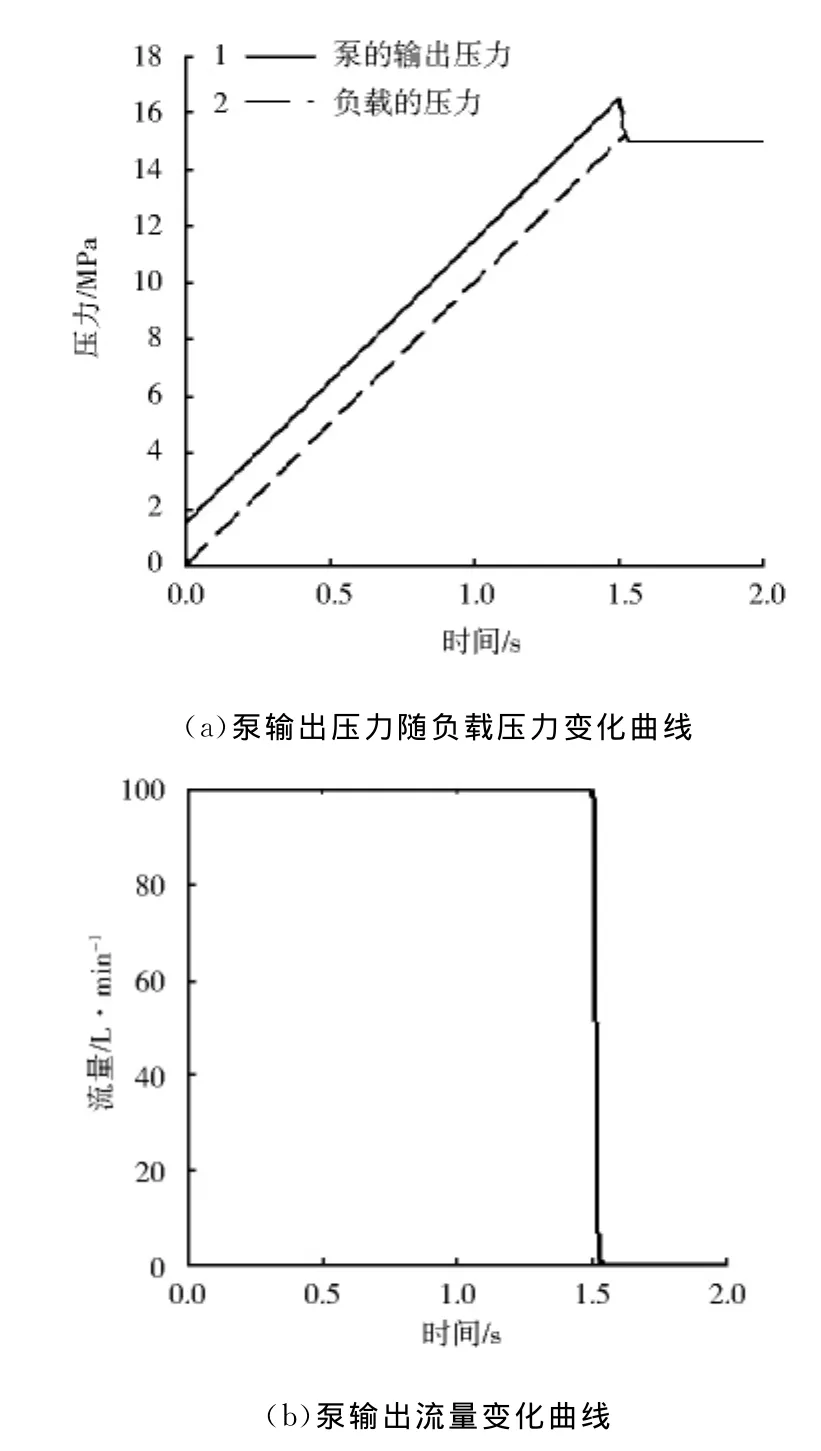
图4 系统压力调节特性
3.3 恒压阀弹簧刚度对保压过程的影响
注塑机工作过程中,保压压力的稳定对产品质量具有重要意义,因此要求注塑机在保压过程中保压压力不要出现波动,否则会影响产品质量.
利用AMESim仿真软件的批处理仿真功能,设定图2中恒压阀的弹簧刚度分别为5N/mm、10N/mm、15N/mm、30N/mm,设定图2中比例节流阀阀口完全打开,仿真结果如图6和图7所示.由图7可以看出,系统保压过程中,恒压阀弹簧刚度由小变大时,泵输出流量由不稳定变得稳定,泵输出流量的稳定有利于系统保压压力的稳定,但是反应时间随着弹簧刚度的增加变得滞后.
如图8和图9所示,曲线1、2、3、4表示所对应的恒压阀弹簧刚度为5N/mm、10N/mm、15N/mm、30N/mm时,泵输出压力的变化.由图9可以看出,系统保压过程中,恒压阀弹簧刚度由小变大时,系统压力由不稳定变得稳定,因此恒压阀的弹簧刚度不宜选取过小.
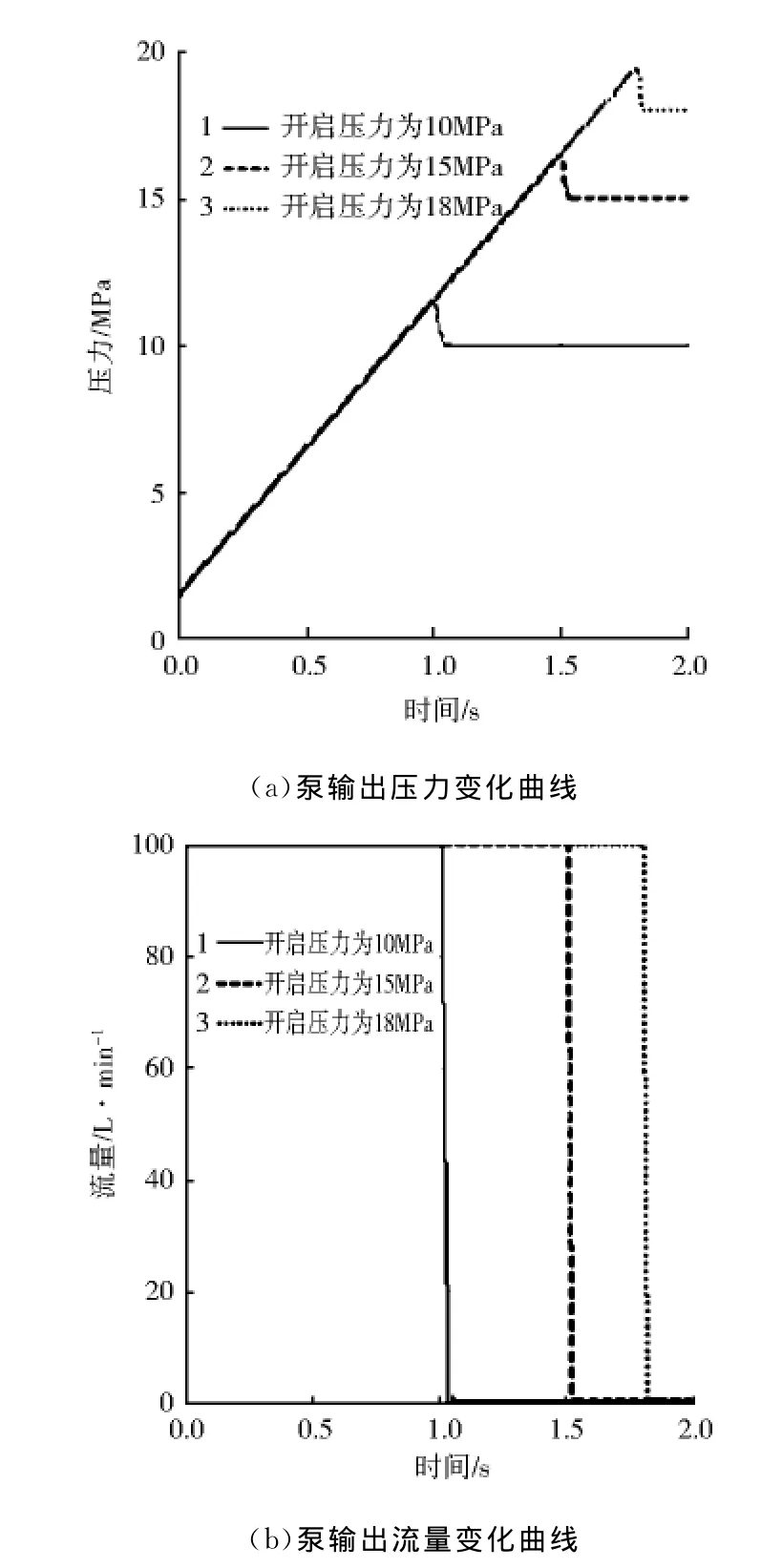
图5 系统保压压力可调特性
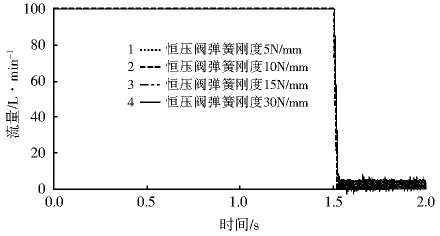
图6 泵的输出流量
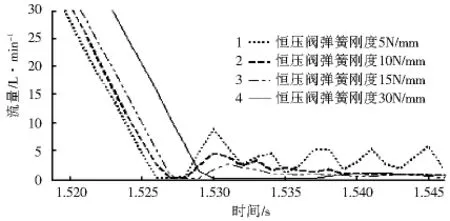
图7 图6的局部放大图
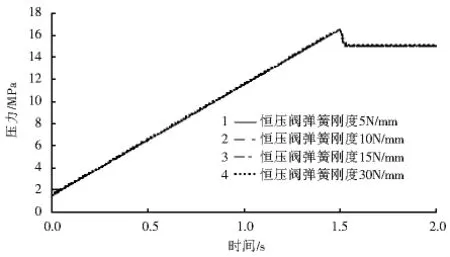
图8 泵的输出压力
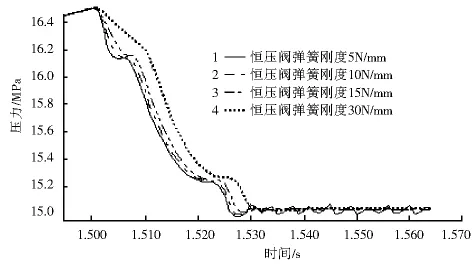
图9 图8的局部放大图
4 结论
(1)该系统可以根据注塑机的工况和节能要求,按比例控制系统的压力和流量,而且调节过程对系统的冲击小,提高了系统的稳定性,同时避免了不必要的压力流量损失.
(2)该系统满足注塑机所要求的保压可调特性,可根据不同的生产产品调节系统的保压压力.
(3)恒压阀的弹簧刚度应该根据保压过程中压力和流量的要求选择.
(4)仿真结果验证了模型的正确性,为电液比例压力-流量系统的优化设计打下了良好的基础.
[1] 李壮云,葛宜远.液压元件与系统[M] .北京:机械工业出版社,1999.
[2] 路甬祥,胡大纮.电液比例控制技术[M] .北京:机械工业出版社,1988.
[3] 耿令新,刘钊,吴仁智,等.工程机械负载敏感技术节能原理及应用[J] .机械传动,2008,32(5):85-87.
[4] 黄新年,张志生,陈忠强.负载敏感技术在液压系统中的应用[J] .流体传动与控制,2007,(5):28-30.
[5] 张友根.注塑机节能液压系统的应用分析与研究[J] .流体传动与控制,2008,(1):44-47.
[6] 吴根茂,邱敏秀,王庆丰,等.新编实用电液比例技术[M] .杭州:浙江大学出版社,2006.
[7] 付玉林,陈远玲,程志青,等.负载敏感技术在甘蔗联合收割机上的应用[J] .农机化研究,2009(3):14-17.
猜你喜欢
池州学院学报(2022年3期)2022-08-11 05:34:12
装备制造技术(2021年2期)2021-07-21 05:38:56
装备制造技术(2020年3期)2020-12-25 05:21:56
湖北农机化(2020年4期)2020-07-24 09:07:42
制造技术与机床(2019年6期)2019-06-25 10:17:46
现代机械(2018年1期)2018-04-17 07:29:36
通信电源技术(2016年5期)2016-03-22 01:09:57
中国塑料(2015年11期)2015-10-14 01:14:23
河南科技(2015年2期)2015-02-27 14:20:27
石家庄理工职业学院学术研究(2014年4期)2014-04-27 14:14:42