基于X射线焊缝图像缺陷特征提取的研究
2012-07-12 12:29程耀瑜
电子测试 2012年7期
黄 谊, 程耀瑜, 任 毅
(中北大学 信息与通信工程学院, 山西太原 030051)
0 引言
在对锅炉焊管工件进行焊缝缺陷识别的X射线实时检测系统中,焊缝缺陷特征的提取是焊管质量检测的重要内容,在提取锅炉焊管缺陷特征时,提取的特征要尽量反映各类缺陷、本原的特征[1]。目前,焊缝图像缺陷特征主要包括几何形状、灰度特征、结构信息、颜色信息等。本文研究缺陷图像的几何特征作为锅炉焊管焊缝缺陷标识性特征。
1 图像采集
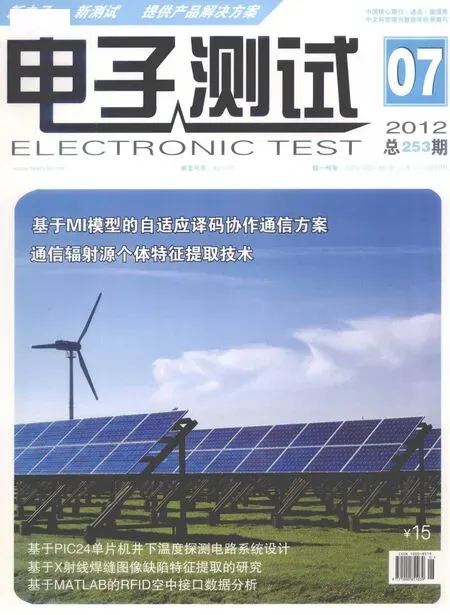
X射线成像技术的基本原理是:因为X射线具有很强的透射能力,因此当射线照射并透过被检测的焊接物体时,焊接物体中焊接处有缺陷的部位和没有缺陷的部位因为对X射线的吸收能力不同,就会使透射过焊接物体后X射线的射线强度产生差异,因此通过对透过工件的X射线的强度差别来对工件中的缺陷进行分析就可以很好地对焊接物体中的缺陷进行检测和识别[2-3]。X射线数字成像系统包括光源、镜头、CCD照相机、图像处理模块等,如图1所示。
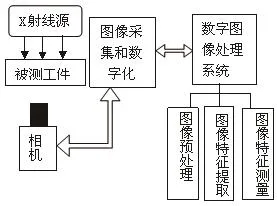
图1 X射线数字成像系统组成框图
该系统的主要工作过程是,使X射线源和相机处于启动的工作状态下,通过采集卡和AD转换器,将采集到的图像在计算机的监控视频中实时显示,最后通过数字图像处理系统对图像进行处理和分析。图2为通过该系统采集到的一幅锅炉焊管焊缝的原始图像。由于锅炉焊管焊接处和非焊接处部位对X射线的吸收能力不同,从而在焊口形成类似椭圆的区域。
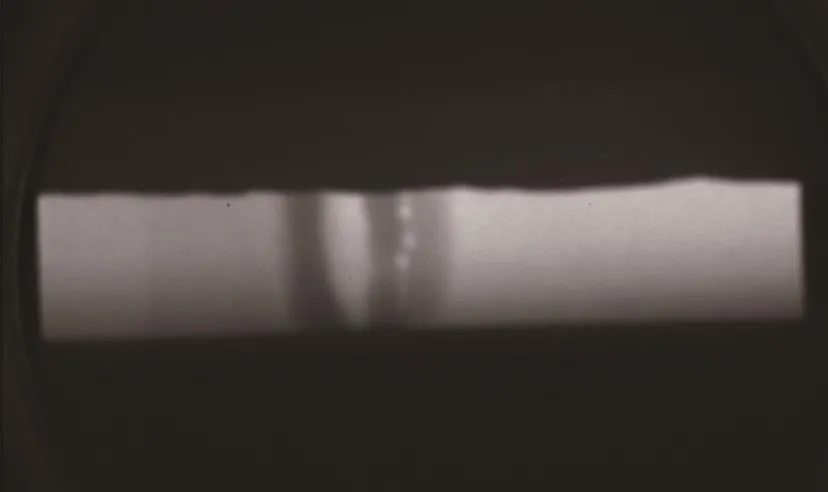
图2 原始的含有缺陷的射线采集图像
2 图像预处理
通过X射线实时检测系统采集到的图像具有灰度区间比较窄、缺陷边缘比较模糊、图像噪声多、缺陷特征有时被淹没等缺点,这将导致对被检测工件进行分析和评价的效果[4-5]。为了尽量精确地提取缺陷特征,对采集到的图像进行预处理是非常必要的,其主要目的是减少噪声和提高对比度,以提高图像的质量。图3是经过图像预处理后的图像,该预处理包括了3个步骤,首先是最大值降噪处理,该处理消除了原始图像中的噪点;然后又进行了负片处理,该处理提高了图像的亮度;最后,进行了消除背景处理,该处理在视觉上提高了图像的对比度。
通过以上处理后,再进行焊缝灰度图像自适应阈值分割处理是非常必要的,所谓图像阈值分割处理技术就是把目标图像从背景图像中提取出来的技术,是把一幅原来由多种灰度值像素构成的图像,处理成只有黑白两种灰度值的图像,即目标图像是一种灰度,背景是一种灰度[6]。
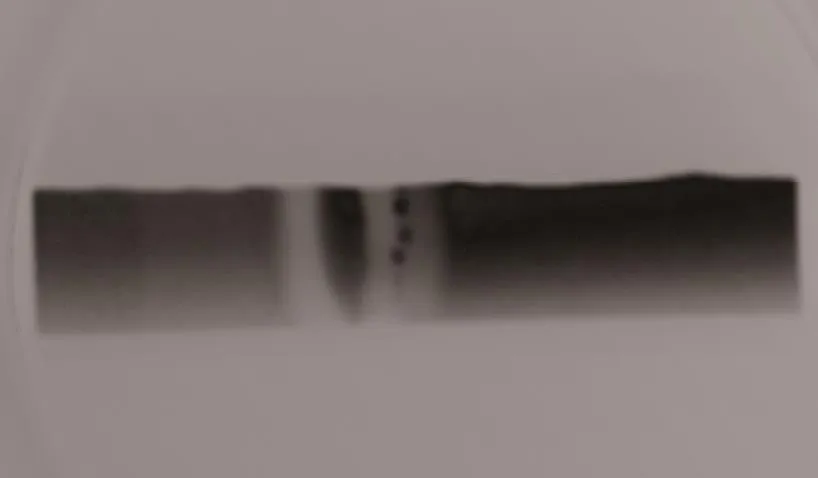
图3 图像预处理
由于成像条件的影响,不同的焊缝图像灰度分布可能会有很大的波动,因此采用固定的二值化阈值选取方法是不合适的,这就需要采用自适应的阈值选择方法[7]。在此处采用最大方差阈值法,因为它的处理速度较快,得到的二值图像背景和目标的界限较清晰可靠[8]。经过自适应阈值分割算法得到的焊缝图像如图4所示。

图4 图像的自适应阈值分割处理
3 焊缝缺陷区域提取
经过上述对图像进行的自适应阈值分割处理,使图像在计算机内的存储更加精炼简便。但是由于在计算时缺陷边缘的大面积白色区域是计算时所不需要的,所以为了进一步在进行特征计算和分类时减少运算量,只需要提取焊缝缺陷区域即可。结合图3和图4可以看出,从左向右看,第一、二、四段黑色区域为非焊缝处的焊管,第一段和第二段黑色区域为焊缝部分,可以得知该部分没有缺陷,第二段和第四段之间的区域为焊接部分,可以得知,该焊接部分存在焊接缺陷。由于焊缝图像的缺陷区域可能不止一个,所以对个缺陷区域加上标记比便区分,得到的结果如图5所示。
图5 焊缝缺陷区域提取和标记缺陷区域
4 焊缝缺陷图像几何特征测量
将缺陷的特征提取出来后,可进一步对它的几何参数等图像特征进行测量,以便得到量化的参数对缺陷进行分析和分类。下述处理是在图5的基础上放大4倍后进行的。缺陷的几何特征侧量主要是测量缺陷周长、缺陷面积等。系统特征测量效果参数如图6所示,对标记为1缺陷点的测量参数在状态栏窗格中依次为:面积、区域像素最小值、均值、最大值、周长、当前点坐标和当前时间。

图6 几何特征测量显示结果
5 分析与结论
由图可知在焊接时,母材之间的接头的根部没有完全熔透,可以判定该焊接缺陷为未焊透类型。焊管焊缝缺陷几何特征的测量是建立缺陷模式识别系统的关键,从而提高了缺陷分类的识别效果和效率。综上所述,图像几何特征参数是焊缝缺陷识别的有效参数,对工业生产领域中各种缺陷分类和识别有着至关重要的作用。
[1]刘福顺,汤明.无损检测基础[M].北京:北京航空航天大学出版社,2002:4-6.
[2]WhitingBR.Signal statics of X-ray computed tomography[J].Proc SPIE,2002,46(82):53-60.
[3]孙正.基于图像的焊接缺陷提取和识别方法研究[D].北京:中国矿业大学,2010.
[4]AKehoe,GAParker.Image Processing for Industrial Radiographic Inspection:Image Enhaneement[J].British Journal of NDT.1990,32(4):183-190.
[5]杨静.基于X射线图像的焊缝缺陷检测与识别技术[D].太原:中北大学,2008.
[6]杨川.焊缝缺陷图像特征提取的研究[D].武汉:武汉理工大学,2010.
[7]肖宾杰,殳伟群.基于图像融合的模板表面缺陷缺陷特征提取的研究[J].计算机科学,2011,38(4):282-283.
[8]X-Ray Real-Time Imaging (Radioscopy) for Weld Inspection:Ⅱ W Summary Report[J].British Journal of NDT.1990,32(l):9-13.
猜你喜欢
机电安全(2022年5期)2022-12-13
北京航空航天大学学报(2022年6期)2022-07-02
天津医科大学学报(2021年1期)2021-01-26
科学(2020年1期)2020-01-06
制导与引信(2017年3期)2017-11-02
自动化学报(2017年5期)2017-05-14
光学精密工程(2016年1期)2016-11-07
工业设计(2016年11期)2016-04-16
中国卫生(2015年12期)2015-11-10
环境科技(2015年6期)2015-11-08