
基于单片机的叠图机控制软件设计
2012-07-04 09:42:30刘艳玲刘海烨
制造业自动化 2012年10期
刘艳玲,刘海烨
(天津市复杂系统控制理论及应用重点实验室,天津 300384)
0 引言
随着现代科学技术的不断发展及工程自动叠图市场的需要,叠图机产品便应运而生。由于国内许多中小企业用户要求是多方面的,一台叠图机最少要可以折叠消防图、报批图、装订图、施工图,虽然欧洲叠图机设计稳定性非常强,但是功能单一,而且价格十分昂贵。本文介绍的自动叠图机,采用单片机控制,其叠图速度适中,精度高,成本低,占地小,操作简便快捷,功能齐全,可取代耗时费力的人工叠图,必将成为国内大中小企业优先选择的叠图产品。
1 自动叠图机的控制电路
该控制电路主要由CPU主控电路、传感器信号输入电路、按键及显示电路、步进电机驱动电路等四部分组成。其电路结构框图如图1所示,在叠图机的硬件控制电路组成部分中,CPU主控电路采用美国ATME L公司生产的8位AT89C51单片机[1],通过实时检测各个传感器的状态及按键输入信号,控制相应步进电机运转,带动相应机械结构动作,从而实现自动叠图控制。传感器信号输入电路部分包括6个端面传感器和2个槽型传感器,其中端面传感器用来检测图纸处在的位置,根据传感器的状态,进行不同的叠图动作控制。槽型传感器起导向作用,使叠图完成的图纸从正确位置出来。键盘采用6个普通按键来实现选择需要折叠和装订边的尺寸以及自检、急停功能。显示部分采用MAX7219芯片扩展接口,驱动8个LED共阴极数码管显示器[2]。共阴极数码管则用来显示用户所选择的折叠尺寸、装订边尺寸及系统运行状态。步进电机驱动部分包括2个两相混合式步进电机及其驱动器、M 8253可编程控制器及一个脉冲发生器电路。由CPU产生步进电机的起停及正反转信号,再通过步进电机驱动器来驱动步进电机,由M 8253可编程定时器[3]产生不同方波频率脉冲信号来控制步进电机的速度。
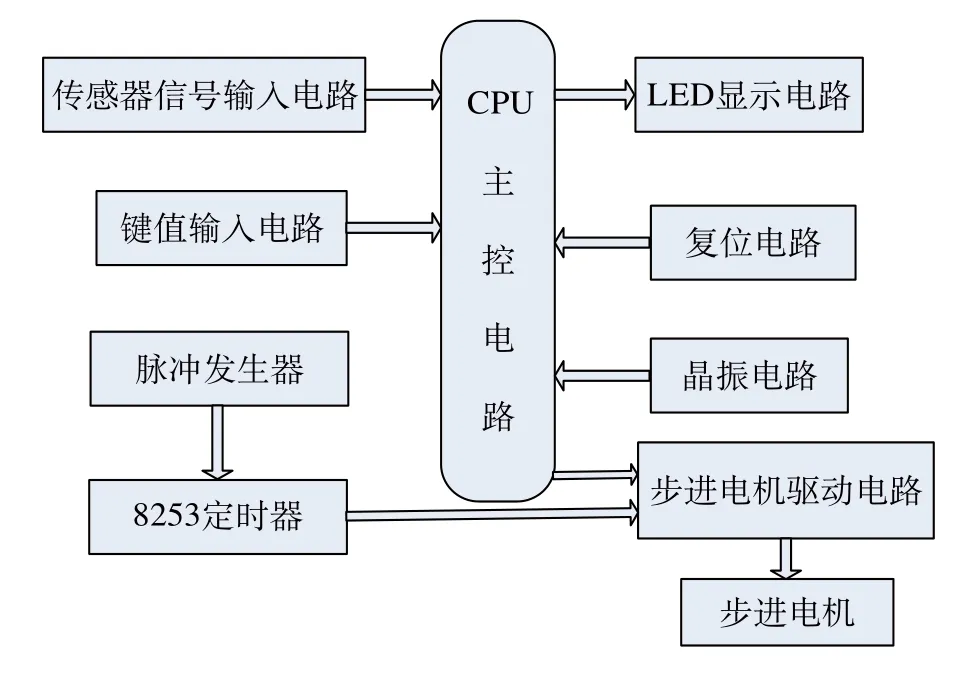
图1 主控电路
2 叠图机控制软件设计
2.1 叠图机工作过程
叠图机的工作过程分为横向叠图和纵向叠图两部分。横向折叠示意图如图2所示,图中为横向叠图尺寸297 mm。纵向叠图示意图如图3所示,图中为纵向折叠尺寸180 mm,带30 mm的装订边。
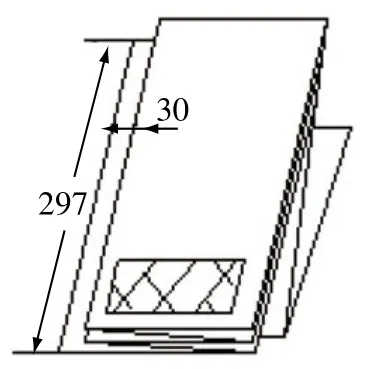
图2 横向折叠
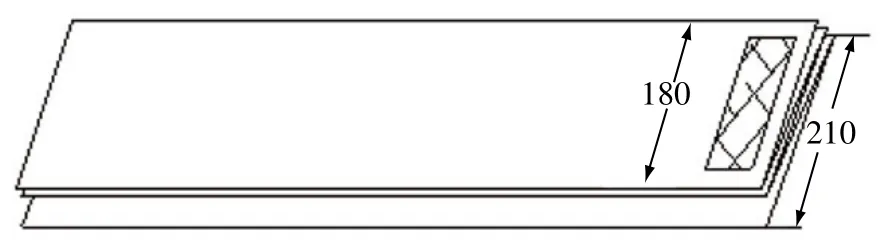
图3 纵向折叠
叠图机的折叠方式有带装订边和不带装订边两种,有中间有折叠和无折叠两种。纵向折叠宽度及装订边宽度均可以选择,具体纵向折叠方式及尺寸如表1所示。其中横向折叠的尺寸有297 mm和305 mm两种规格。
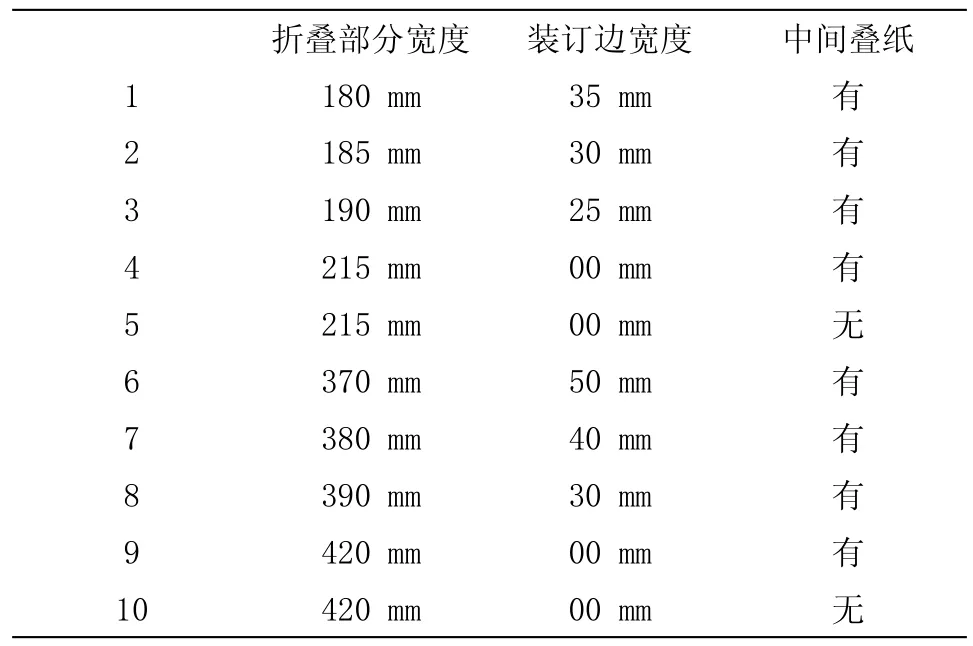
表1 叠图机纵向折叠方式及尺寸
系统开机后默认的尺寸为:纵向折叠方式180-30,横向折叠方式297。操作人员可以根据需要选择要折叠的图纸尺寸。
开始进行叠图时,手动将图纸放到工作台上,沿装有传感器的检测基准板送入,传感器B 1检测到有图纸时,步进电机M 1便开始逆时针带动胶辊1转动,图纸到达传感器B 7时(具体位置如图4所示),它将判断是横向叠图还是纵向叠图。当传感器B 7被遮挡时则为横向叠图,不被遮挡时则为纵向叠图。当图纸到达传感器B0时,步进电机M2开始顺时针带动胶辊3转动。当单片机接受到传感器发出的信号和按键扫描到的结果后,便根据相应的程序步进电机M1M2保持相同的速度运转,直到图纸前沿到达并覆盖传感器B6时,便将从传感器B 6的位置到此折叠完为止的长度的初值赋给定时器,即此时又开始定时了,M1M2步进电机在定时结束后同时减速停止,至此图纸的第一折叠完。当折叠有装订边的图纸时,首先折叠有装订边的一页,即为起始页,从第二页起便是一整页纸的长度了。
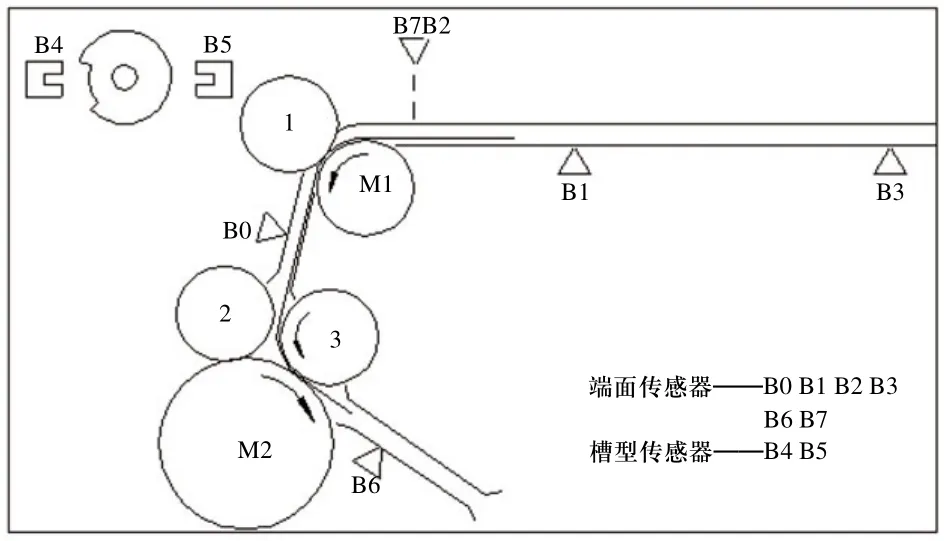
图4 叠图机机械结构
当选择中间有叠纸的折叠方式时,为使最后一折为整页图纸的宽度,需将多余部分折叠到中间,所以需要对最后几折进行处理,最后几折的处理程序流程图如图5所示。
当触发外部中断1后,即传感器B 1不在被图纸遮盖时(短纸除外),最后几折处理程序便开始了。首先计算出没折叠的图纸的长度,该长度是指从B 1传感器的位置到图纸最后一点的位置。当折叠长纸的时候,触发外部中断1时M 8253定时器T 2便开始计数了,但是此时已经进入到计算没折叠图纸的长度的程序中,所以计算出来的长度为0。但是当折叠短纸的时候,则需要减去一个距离。因为对外部中断1中标志位的扫描是在折完第一折图纸后进行的,而短纸在折叠第一折图纸时就已经发生外部中断1了,所以要减去一个距离,那么这个距离需要利用M 8253定时器T 2计算。在处理短纸过程中,触发外部中断1时计数也便开始了,当进入到计算没折叠图纸长度的程序中时读出该计数的数值。当计数器计算出没折叠图纸的长度后,经过程序对该长度的判断,选择出与此计算图纸长度的大小对应的处理程序。由于在出图的时候只有一个方向能出图即传感器B 6所在的方向,这就需要在每折折完后都要使counter值加1,在处理最后几折图纸部分时来判断所折叠的是奇数还是偶数来进行相应的处理。当传感器B 0检测不到信号时就可以关闭M 1了,此时M 1已经不起作用了。当检测不到B6的信号时,说明图纸已经出来,即M 2可以关闭了。一张图纸折叠完后,程序便返回到按键扫描程序,等待下一次叠图。叠图机叠图控制过程的程序流程图如图6所示。
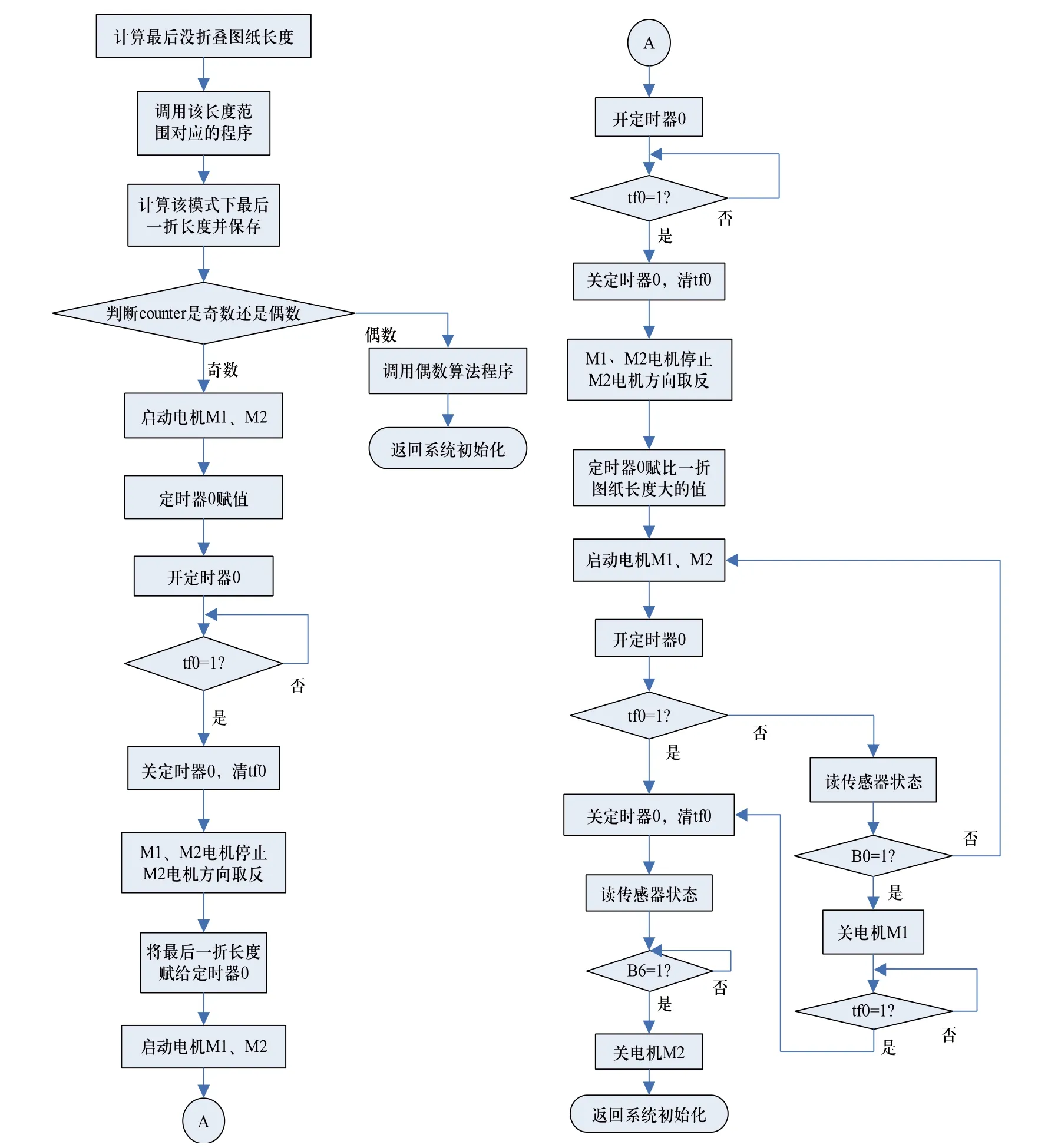
图5 程序流程图
2.2 叠图机折叠尺寸的控制算法
叠图机折叠尺寸的算法是实现精确控制折叠尺寸的灵魂。
本叠图机需要实现叠图速度为15 m/分钟[4],在叠图机机械结构中如图2所示,与M 2齿滑轮连接的即为主胶辊,其直径为81 mm,则周长为254 mm,那么步进电机转360°图纸所走的距离即为该胶辊的周长。在步进电机驱动器采用整步和步进电机步距角为1.8°的情况下即每个脉冲转动1.8°的步距[6],那么360°就需要200个脉冲,所以经计算一个脉冲为1.272 mm,即行走1 mm是0.786个脉冲。
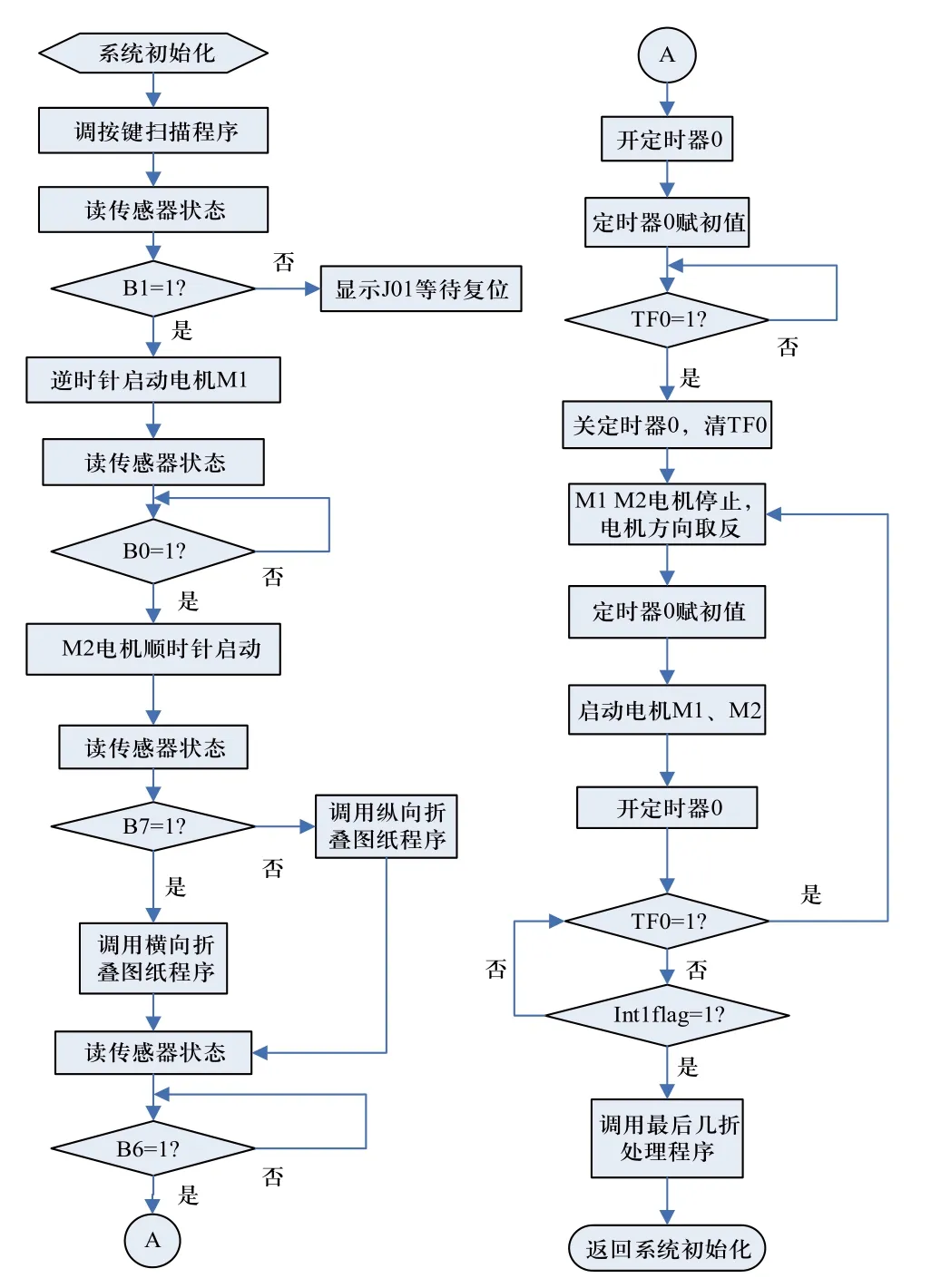
图6 程序流程图
在本设计中我们采用了十细分的步进电机驱动器,即每个脉冲在整步的情况下转动0.18°的步距角,这样避免了步进电机容易丢步的缺点,而且使叠图机叠图更加精确。我们将脉冲频率设置为2000 Hz,便实现了15 m/分钟的要求,那么行走1 mm就是7.86个脉冲了。
当我们计算需要折叠一折图纸的长度时,用这个长度减去拖纸胶辊3(具体位置如图2所示)与主胶辊的接触点到传感器B 6的距离,然后再乘上1 mm的脉冲数7.86,便是步进电机所走的距离所转化成的脉冲数。我们必须再经过误差分析和反复折叠过程便可得到精确的数值,得到结果后将此值赋予单片机定时器0即可。
对于没有中间折纸要求的图纸,后面几折都是通过相同的算法实现的,也就是通过叠完每折图纸后,改变步进电机M 2的方向,然后定时器定时一折所走长度的时间,通过重复此过程来实现剩下图纸的折叠。
3 结束语
自动叠图机的软硬件控制系统与机械结构组成的机电控制设备,实现了对不同规格尺寸工程图纸的各种尺寸和方式的折叠。通过采用单片机对步进电机控制及传感器检测,以及控制算法实现对折叠尺寸的精确控制。经实验得出,误差控制在0.5 mm范围内,使产品广泛用于国内各企业单位。
[1] 李朝青.单片机原理与接口技术(第3版)[M].北京: 北京航空航天大学出版社, 2005.
[2] 刘艳玲.叠图机控制系统的硬件电路设计与实现[J].制造业自动化, 2010, 32(6): 71-72.
[3] 杨书华, 霍孟友.微机原理及软硬件接口技术[M].机械工业出版社, 2004.
[4] 张铁峰.叠图机控制系统设计与开发[D].天津: 天津理工大学, 2010.
[5] 武津城.叠图机控制和驱动系统的研制[J].天津科技大学学报, 2007, 22(4): 83-85.
[6] 刘宝廷.步进电动机及其驱动控制系统[M].哈尔滨: 哈尔滨工业大学出版社, 1997.
猜你喜欢
中学生数理化·八年级物理人教版(2023年11期)2023-12-26 07:50:10
纺织器材(2022年4期)2022-08-18 14:05:34
纺织器材(2022年4期)2022-08-18 14:05:34
数学物理学报(2022年3期)2022-05-25 13:33:28
汽车实用技术(2020年16期)2020-09-06 13:28:22
当代工人(2019年20期)2019-12-13 08:26:11
中成药(2017年12期)2018-01-19 02:06:54
纺织器材(2015年5期)2015-12-19 06:38:34
纺织器材(2015年4期)2015-12-19 06:37:30
河南科技(2014年12期)2014-02-27 14:10:44
