风机高强度螺栓FAI(首件检验)的策划与实施
2012-07-02 10:48:10张辉
东方汽轮机 2012年2期
张辉
(东方汽轮机有限公司,四川 德阳,618000)
0 引言
自2005年一系列风力发电鼓励政策出台以来,中国风电行业迅猛发展,公司紧跟时代步伐,在中国风电行业已占据重要的地位。由于公司风电零部件是利用社会资源在外采购、协作,存在较高的技术、质量风险,所以FAI(首件检测)的重要性毋庸置疑。风机高强度螺栓是风力发电机上十分重要的零件,是连接各部件之间的桥梁,尽管高强度螺栓是标准件,但属外部采购,所以对供方FAI进行策划和实施是很有必要的。
1 FAI(首件检验)适用范围及要求
1.1 FAI的定义
FAI(First Article Inspection)即是首件制造的检验。原则上当操作人员、设备、材料、工艺等方面发生了改变的零部件或工序也叫首件。FAI是对首件生产的人、机、料、法、环、测生产过程六要素的确认,也是对首次制造的零部件或工序从文件的准备、原材料的检验、制造过程、产品实物质量、完工报告等方面进行检查,合格后方可进行后续产品生产,防止后期批量不合格品的发生。长期实践经验证明,首件检验是一项尽早发现问题、防止产品成批报废的有效措施。通过首件检验,可以发现诸如工夹具严重磨损或安装定位错误、测量仪器精度变差、看错图纸、投料或配方错误等系统性原因存在,从而采取纠正或改进措施,以防止批次性不合格品发生。
1.2 FAI 的适用范围
(1)公司内首次生产或试制的新产品;
(2)用户要求FAI的产品;
(3)首次采购、协作的产品;
(4)供方资格评审报告中评审结论或签批意见明确要求对产品或工序做FAI;
(5)供方操作人员、检验人员发生改变;
(6)供方生产设备发生重大变动,如迁入异地、设备改造等;
(7)供方产品或工序的材料发生重大改变;
(8)供方产品或工序的设计或工艺结构有重大的改变,如新设计方法、新工艺或停产很长时间后重新恢复生产;
(9)其他文件或规范有特殊要求或明确规定,如采购规范、技术协议等。
1.3 FAI的要求
(1)FAI采用三检制:自检、专检及监检。
(2)三检制:供方送检的产品必须先由操作人员进行 “自检”,然后由供方检验员 “专检”,最后由公司首件检测小组 (由质量、技术部门组成)进行 “监检”,确定合格后方可继续加工后续产品。
(3)首件检验后是否合格,最后应得到首件检测小组的认可,检验员对检验合格的首件产品,应打上规定的标记,并保持到本班或一批产品加工完了为止 (所有首件产品必须留样,留作后续产品对比之用,看过程是否发生变化,并用记号笔标记 “” 以示通过首件检验)。
(4)首件检验不合格,需查明原因、采取措施,排除故障后重新进行加工、进行三检,直到合格后才可以定为首件。
1.4 FAI的实施流程
FAI的实施流程如图1所示。
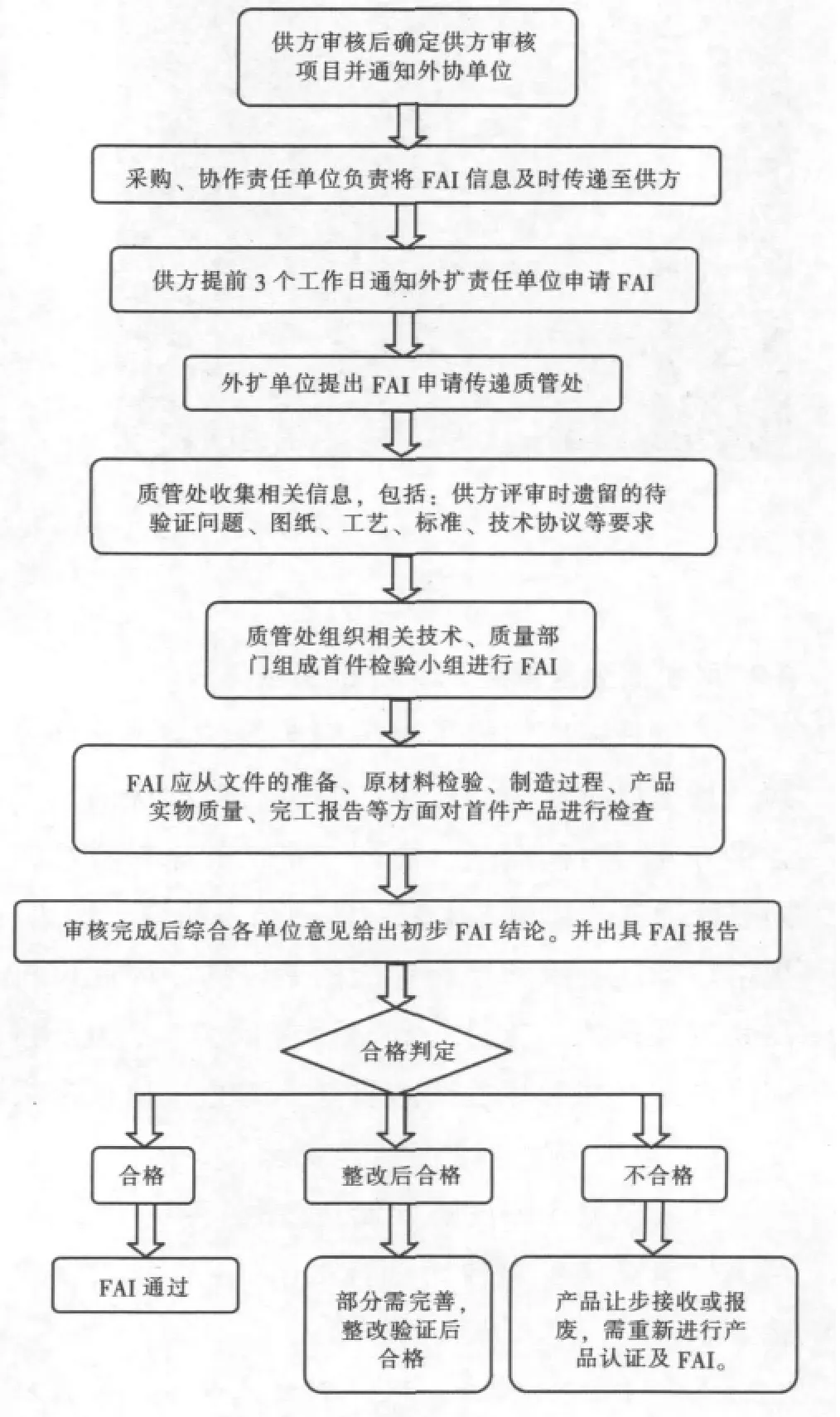
图1 FAI实施的流程图
2 风机高强度螺栓FAI策划
2.1 高强度螺栓的特点及用途
高强度螺栓,指用高强度钢制造的,或者需要施以较大预紧力的螺栓。高强度螺栓的性能等级在8.8级以上 (一般为8.8级、10.9级和12.9级等),不能重复使用,永久连接。高强度螺栓多用于桥梁、钢轨、高压及超高压设备的连接,这种螺栓的断裂多为脆性断裂。
风机高强度螺栓常用于塔筒连接、机舱装配连接、叶片连接等,8.8级螺栓原材料一般为35CrMoA,10.9级螺栓原材料一般为 42CrMoA。本文仅介绍42CrMoA的10.9级螺栓,如图2所示。
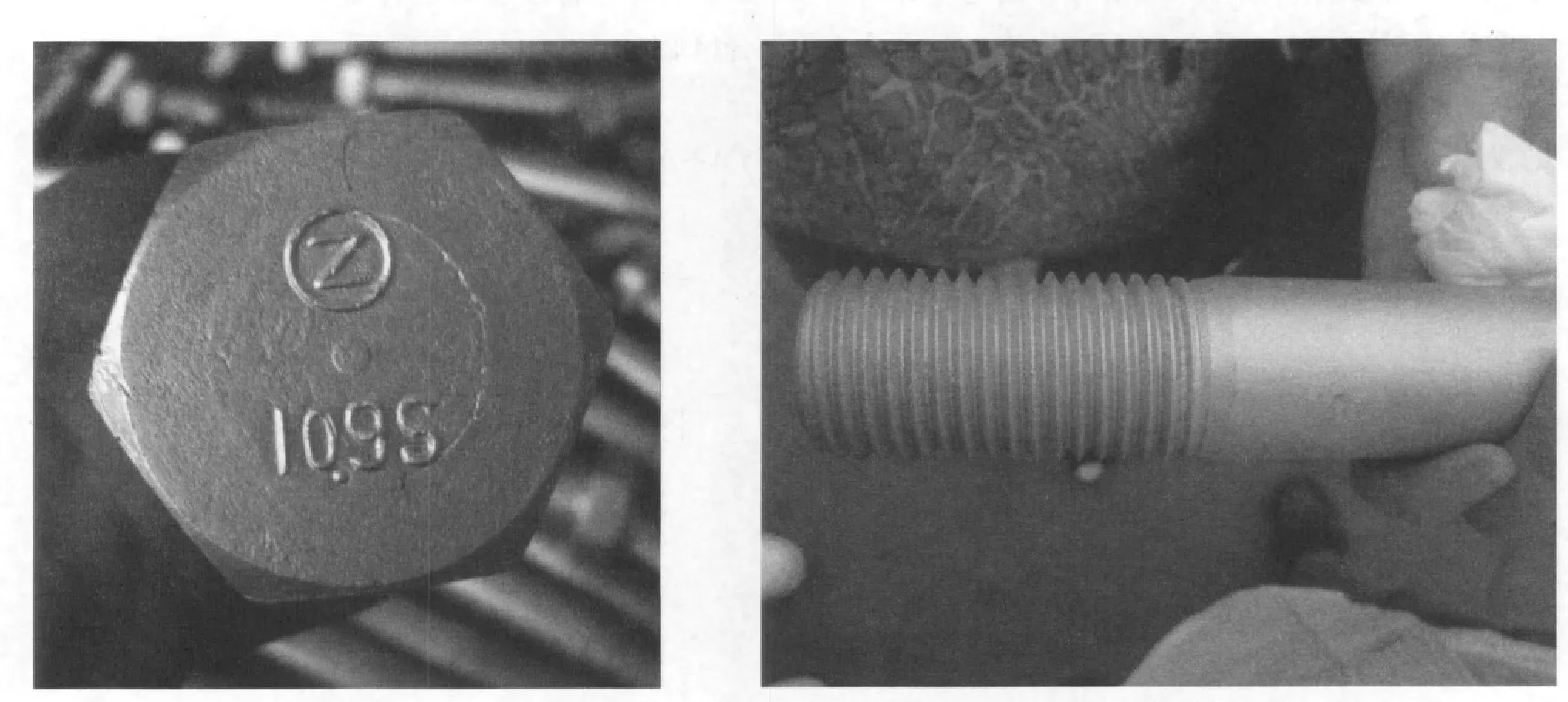
图2 10.9级的风机高强度螺栓
2.2 风机高强度螺栓的FAI的策划
风机高强度螺栓尽管是标准件,但属外部采购,且是以批次为单位生产制造,对批次的定义为供方同一时间制造,由同一批次的原材料经相同热处理工艺和加工工艺制作的同一品种、形式、规格、产品等级和性能等级的紧固件。因此风机高强度螺栓的 “首件”即是 “首批次”。为严格控制供方高强度螺栓产品质量,防止发生批量报废,对供方实施首件FAI非常必要。
下面根据高强度螺栓制造过程特点,策划制定出风机高强度螺栓的 “首批次”FAI项目及检验要点。
2.2.1 人、机、料、法、环、测生产过程六要素确认
人——人员的能力、意识、操作,可以经过培训有限提高。基本上所有岗位的人员在正式上岗前都需要进行培训学习,特殊过程人员的培训更为重要。特殊过程包括理化检验、锻造、焊接、热处理、无损探伤、表面处理等过程。其中,理化检验、焊接和无损探伤的人员需要有相应机构或单位系统培训、考试,考试合格后并颁发国家认可的资格证书才能上岗作业或出具报告。锻造、热处理、表面处理等过程的人员则只需要供方内部培训并授权才能上岗作业。
风机高强度螺栓属成品采购,生产中涉及需要确认人员资格的过程有原材料的复验、钢料的锻造、热处理、无损探伤、表面处理、检验人员等。其中原材料的复验人员、无损探伤人员必须具备国家认可的资格证书,其他过程涉及人员有供方内部资格授权书即可。风机高强度螺栓FAI时应对上述过程涉及到的人员资质进行确认。
机——即制造过程涉及的基础设施。对于机械设备,应考虑:生产能力、设备保养、及时维修维护。此项在供方评审时是评审的主要项目,FAI时可以过程从简,检查一下设备的保养、维修、维护记录即可。
料——生产原材料,形成产品的物资部分,应使用合格的或经过处理后能够满足产品要求的原料,避免因原料问题造成产品不合格。
在风机高强度螺栓FAI时,应要求供方提供首批次原材料钢厂的质证书,以及供方对原材料化学成分、机械性能、力学性能等的复验报告。部分供方对原材料还会进行超声波探伤复验,此时可要求供方提供首批次的超声波探伤复验报告。原材料都应做好批次标识、防护,避免混料及保证产品的可追溯性,如图3所示。
图3 原材料的堆放要有序,在端部要有标识
法——工艺方法,构成产品的技术成分,合理的工艺会降低产品成本,提高合格率,可以说合理的工艺加上正确的生产操作过程构成合格的产品。
因为风机高强度螺栓是标准件,又属于成套采购,故螺栓的图纸、工艺方法是由供方自行编制,但需得到公司的确认,FAI时需要对此类技术交底进行确认。
环——生产环境,通过对生产环境的监控,可以避免交叉污染,对于现场管理来讲,规范的生产现场代表着安全生产、有序生产。
风机高强度螺栓的生产场所应尽量按照 “5S”管理严格要求,即SEIRI(整理)、SEITON(整顿)、SEISO(清扫)、 SEIKETSU(清洁)、 SHITSUKE(修养)。特别是对于螺栓后期表面处理后成品的堆放场所应整洁、清洁。螺栓在原材料、半成品、成品时均需要适当的保护措施,分区或分筐保存、转运。严禁不同规格、材料的螺栓混乱摆放,图4是严重不符合管理要求,螺栓混乱摆放。

图4 不同规格、材料的螺栓混乱摆放
测——生产过程中对原材料、半成品、成品的检测方法、检测记录。
风机高强度螺栓在原材料的复验、锻造、机加工、热处理、无损探伤、表面处理全过程都应有以 “批次”为单位的检测记录,检测记录各项目 (螺栓批次号、炉号、螺栓型号等)齐全,并有自检和专检人员签字记录。
风机高强度螺栓在螺纹滚丝前应对螺杆进行校直,螺纹滚丝完成后要用专用检测量具 (如环规等)对螺纹进行检测,此时应注意检查环规等量具的检定记录。
2.2.2 FAI检验要点
首件检验应从文件的准备、原材料的检验、制造过程、产品实物质量、完工报告等方面对首件产品进行全面检测。
2.2.2.1 文件的准备
文件是指在生产之前需要准备、生产过程中需要用到文件,包括图纸、工艺、标准,必要时还应有与公司签订的采购规范、技术协议等。高强度螺栓的图纸、工艺、标准等都应按采购规范、技术协议要求经过公司相关人员确认签字。现场生产应严格遵守 “三按”生产,即按图纸,工艺,标准,必要时还应有与公司签订的采购规范、技术协议等。
生产过程中的过程记录卡也是在生产之前需要准备、生产过程中需要用到的文件,记录卡应清楚记录每批次螺栓的批次号、材料、规格等,以利于提高产品的可追溯性。
2.2.2.2 原材料的检验
原材料进货后,对化学成份、机械性能、表面缺陷等应按批次进行抽查,部分供方还会进行超声波探伤复验。对于化学成分,10.9级的高强度螺栓P、S的含量应分别≤0.02%,且P、S的含量总和应分别≤0.03%,这是验收10.9级的高强度螺栓重要的一个化学成分指标,在原材料复验时就应严格控制。供方应保证各项复验完全合格才能投料进行下工序的生产,同时还须做好原材料的标识,避免混料。
2.2.2.3 制造过程
10.9 级高强度螺栓的制造涉及到的特殊过程有:锻造、热处理、无损检验、表面处理等,这些特殊过程会影响高强度螺栓的组织结构、性能等,需要特别严格控制。
锻造过程应根据图纸、螺栓工艺、标准等编制锻造工艺文件、锻造质量控制卡。因10.9级风机高强度螺栓通常采用热锻方式、流水锻造,所以应定时有专人对锻造温度进行监控,确保实际锻造温度符合锻造工艺文件要求。
标准件的热处理供方普遍使用网带炉流水化作业,但同样需要注意网带炉的炉温均匀性控制等常见热处理炉的控制项目。对热处理工序应除具备精确控温和保温要求外,还应具备防止脱碳或渗碳的控制工艺,设备除应配置有碳分控制和温度控制之外,还应有连续的温度和碳分记录。
10.9 级高强度螺栓应在校直后100%进行磁粉探伤,供方应至少具有两人以上具备无损资格的人员,其中至少一人需取得国家认可的Ⅱ级证书对无损检测报告进行审批。
10.9 级高强度螺栓的表面处理应以不影响螺栓的使用性能的前提下进行,有发黑处理、镀锌达克罗等方法,根据风场的实际情况会在技术协议、采购规范上做要求。发黑处理供方一般都能很好控制,镀锌达克罗大多数供方在表面处理时容易发生螺纹表面磕碰。镀锌达克罗不同供方会有不同设备、不同工艺,但应注意控制镀锌层的厚度。部分供方镀锌达克罗处理为外委处理,此时应检查供方对二次外委供方的受控情况。
2.2.2.4 产品实物质量
风机高强度螺栓的实物质量分实物表面质量和螺栓性能。
螺栓表面应符合GB/T 5779.1和GB/T 5779.3的规定,表面应光滑,无毛刺、锈蚀及影响使用的裂纹、碰伤、划痕等缺陷。螺栓表面端部标识应完整、清晰,除应符合GB/T 3098.1、GB/T 3098.2和各自标准规定的标识及供方规定的材料代号标识外,还应有能确保材料可追溯性和热处理炉号标识。
风机高强度螺栓每批次随机抽取1% (但不少于2件)的零件回公司检验,进行化学成分分析、机械和物理性能检测。螺栓的性能应100%合格,否则认为此批次螺栓不合格。
2.2.2.5 完工报告
风机高强度螺栓在完工经检查合格后,随机发货至公司的文件应包括原材料的合格证 (或材质证书)、热处理报告、理化性能检测报告及产品的合格证。
3 风机高强度螺栓的FAI的实施
根据风机高强度螺栓FAI检验要点,对山东高强紧固件有限公司为公司生产的风机高强度螺栓从人、机、料、法、环、测等六要素进行了确认,山东高强紧固件有限公司各岗位人员都经过了专业培训,特殊岗位取得了相应资质的证书;设备情况能够满足批量生产风机高强度螺栓的需要;螺栓原材料通过正规渠道从钢厂采购,管理规范;螺栓制造工艺通过公司工艺人员确认签字;螺栓现场生产环境能达到产品符合要求所需;生产全过程检测规范,并保持了记录。
员工从文件的准备、原材料的检验、制造过程、产品实物质量、完工报告等方面对首批次螺栓进行全面检验,经验证该首批次螺栓能满足公司订货合同、技术协议、采购规范及相关技术标准要求,出具FAI结论报告,允许山东高强紧固件有限公司可继续为公司生产后续的风机高强度螺栓。从后续产品质量情况来看,此次FAI有效控制了批量不合格事件的发生。
4 结束语
风机高强度螺栓及其FAI的重要性毋容置疑,通过对供方FAI的策划及严格控制,对供方人、机、料、法、环、测生产过程六要素确认,从文件的准备、原材料的检验、制造过程、产品实物质量、完工报告等方面进行检查,能够尽早发现问题、防止产品成批报废。一次FAI不合格后,供方能够采取有效的纠正或改进措施,以防止批次性不合格品发生。
总之,通过对风机高强度螺栓FAI的控制,形成 “预防为主、检验把关”的思路,对风机高强度螺栓后期批量生产的质量保证具有重要意义。
猜你喜欢
商品与质量(2021年43期)2022-01-18 05:29:02
中国船检(2020年4期)2020-04-29 13:35:22
中学时代(2019年12期)2019-11-13 01:00:50
意林(2019年16期)2019-09-04 21:00:12
云南教育·中学教师(2019年12期)2019-08-13 07:28:26
山东冶金(2019年2期)2019-05-11 09:12:22
移动信息(2016年1期)2016-12-31 06:22:14
上海金属(2015年3期)2015-11-29 01:10:09
中国洗涤用品工业(2015年6期)2015-02-28 19:02:34
装备环境工程(2015年4期)2015-02-28 01:20:12