钳夹车挂货钩制造工艺分析
2012-07-02 03:26:32王秀范
大连交通大学学报 2012年2期
王秀范
(齐齐哈尔轨道交通装备有限责任公司,黑龙江 齐齐哈尔 161002)*
0 引言
随着国民经济的快速发展,国家工业建设和电力建设迅速发展,铁路承担着日益增加的大型变压器、发电机、轧钢设备、锅炉、反应塔等特种长大货物的运输[1].大型凹底车、钳夹车和落下孔车是长大特种货车的三大主要类型,其中,钳夹车是目前铁路特种货运市场的主要车型之一[2].铁路钳夹车早在20年代初便已问世.首辆这种车于1923年由德国的M.A.N工厂制造,是为满足莱茵-韦斯特里亚发电站需要而订购的[3-4].随着技术的进步,车辆载重也不断增加,成为最有发展前途的车种.目前使用的钳夹车最大载重量已超过800t[5].钳夹车由2个对称的半节车构成.运输货物时,货物被悬挂在2个钳形梁之间,使货物与钳形梁成为一个整体,货物成为整个车辆的一部分.钳夹车能最有效地利用铁路限界空间,它不仅能运输有自承载能力的货物,而且通过附加的装备也可运输那些没有自承载能力的货物[6].

图1 钳夹车与挂货钩连接示意图
采用钳夹车运输的转载工具分两类,即挂货钩和运输端盖.挂货钩是钳夹车运输600MW发电机定子时连接钳夹车与定子的关键部件,使用时四件为一组,分别与钳夹车钳形梁的四个车耳孔连接,钳夹车与挂货钩连接运用见图1.挂货钩的设计,除要保证足够路的强度、刚度外,还有保证运输中的稳定性即保持转动平衡,要绝对的安全可靠[7].2006年我公司采用德国材质DILLIMAX690T高强度可焊结构钢制造一组挂货钩,2007~2011年经历了多次实物运用考验,达到了预计效果.
1 结构介绍
挂货钩主要由上、下基板,主立板及隔板、附件等组成的箱型结构.主立板为100 mm厚板料,挂货钩每件重量为5 373 kg,结构示意图见图2.
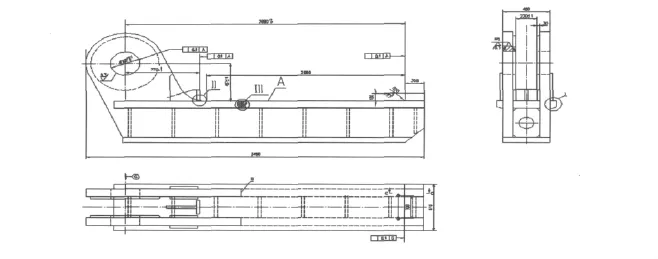
图2 挂货钩结构示意图
2 工艺难点分析
2.1 DILLIMAX690T高强钢焊接工艺难点分析
由于钢结构料件全部采用德国进口的DILLIMAX690T调质可焊高强钢,挂货钩组成是货物运输的关键部件,挂货钩组成的焊接质量是影响货物运输的关键环节,特别是德国DILLIMAX690T高强钢是在挂货钩制造上首次应用,而该钢种有两个特性给保证钢结构的制造质量带来非常大的难度.
第一,该钢种如经过火焰切割,当经历较高温度的热循环时会发生晶粒度、金相组织以至性能的变化,必须用冷加工的机械方法将硬化层去掉后才可进行焊接.
第二,由于该钢种加热温度不能超过560℃,否则,原始淬火和回火条件因此被改变.所以,压型零件与其它零件装配几何尺寸超差时,不能用加热的方法烤顶零件进行调修.部件焊接完成后,如变形过大,也不能用火焰矫正的方法进行矫正.
以上两点表明,钢结构组件在整个制造过程中取消了火焰切割配制和火焰矫正工序,难度极大.
2.2 确保挂货钩整体加工精度工艺难点分析
每组4个挂货钩,2个挂货钩为一端.每端两个挂货钩的耳孔φ302同轴度控制,是挂货钩加工的难点.为保证挂货钩组成加工精度,组焊后要进行整体回火消除残余应力处理,然后进行整体喷砂处理,利于二次机械加工和提高挂货钩的强度和使用寿命.
3 制造工艺
(1)工艺流程
下料、加工→组焊→热处理→抛丸→探伤检查→二次加工→交验.
(2)下料、加工
下料:德国板料下料前进行超声波探伤检查,合格后方可使用.采用数控等离子切割制造,周边预留板材硬化层加工量.校平:7~12 mm厚板料采用校平机校平,12 mm厚以上板料采用压力机校平.
机械加工:零件周边采用刨床加工,组焊后部件采用数控加工中心或落地铣镗床上加工成形(热处理后进行二次加工).
(3)组装、落成
在超平的平台上进行挂货钩组装,以平台面为基准,在下基板上划线组对主立板等件.组对前主立板孔、前顶座、钩尾止块等留加工量,组焊后进行二次加工,挂货钩组焊后,根据德国料源资料进行回火消除应力处理,然后进行喷砂处理,外露焊缝全部进行磁粉探伤检查,合格后进行整体二次机械加工,确保挂货钩组成精度要求.
(4)焊接工艺
(a)焊接材料选用
根据试验结果及焊接材料资源情况确定用德国的 ER100S-G(焊丝)、E11018-G(焊条)进行DILLIMAX690的同种材料的焊接及与Q345E低合金钢的异种材料的焊接.
(b)焊前准备要点
工件在装配前应清除焊缝处及两侧边缘20 mm范围内的铁锈,油污及有害杂质(包括预涂底漆)至露出母材金属.
焊条保温筒在盛装焊条前,要在接通电源提前加热30 min以上,以驱除筒内的潮气,焊接时焊条保温筒应始终接在电源上,以保证其保温温度的恒定.
预热及层间温度
板厚<30 mm时焊前应对焊缝处及两侧100 mm范围内进行120~150℃预热,板厚≥30 mm时焊前应对焊缝处及两侧200 mm范围内进行150~180℃.
预热测温点距焊缝中心线50 mm,层间温度120~150℃.预热过程中,预热器喷嘴与工件之间的距离大于50 mm,为避免增加焊缝的含氢量,严禁将预热火焰直接对准焊缝.在用手持预热器进行局部预热时,须将预热范围加大,以免造成较大的局部温差.预热采用氧—乙炔焰.
(c)焊接
定位焊:板厚<30 mm时焊前应对焊缝处及两侧100 mm范围内进行120~150℃预热,板厚≥30 mm时焊前应对焊缝处及两侧200 mm范围内进行150~180℃预热.测温点距焊缝中心线50 mm,预热温度为120~150℃,定位焊缝的长度不得小于50 mm.
钢板对接:钢板对接焊缝必须使用手工焊条电弧焊接,坡口处采用多层直通焊法,焊条不允许摆动,每层厚度不得大于3 mm,层间温度控制在120~150℃.清根时要露出焊缝金属,必须采用砂轮或旋转锉刀等机械方法清根.不允许使用碳弧气刨或氧-乙炔火焰清根.
对接焊缝要保证焊缝的两侧边缘各覆盖母材2~4 mm,焊缝加强高不大于3 mm.每道焊缝宽度应小于10 mm.对接焊缝除打底和盖面层外,允许用风铲击打焊缝,释放应力,但击打时应避免将高压风中的油和水带入焊接区.
焊接时应以短弧操作,窄焊道为宜.
焊缝不得有裂纹、夹渣、弧坑和气孔等缺陷,咬边深度不大于0.3 mm,焊接收弧时,弧坑应填满,不允许出现弧坑裂纹.
焊接方法:焊缝主要采用焊丝气体保护、焊条电弧焊的焊接方法和自动化焊接设备进行施焊,尽可能的采用自动焊接,减少热输入,保证焊接接头性能.
(d)焊后处理
对于焊接缺陷的焊补,焊补前应将缺陷处清理干净,必须采用砂轮或旋转铣刀等机械方法清理,探伤确认裂纹已消除,要求修磨与周围圆滑过渡.但无论缺陷大小,焊补的焊缝长度必须大于50 mm.
4 主要工艺参数的确定
4.1 整体回火参数
采用自动控温的天然气热处理炉.该炉炉内温度场均匀,空、燃比自动调节,可实现自动控温,控温精度可达±10℃.加热温度:600±20℃,保温时间:3~4 h,保温结束后随炉冷至300℃以下出炉空冷.
4.2 焊接规范参数
焊条电弧焊和气体保护焊丝电弧焊焊接工艺参数分别见表1和表2.

表1 焊条电弧焊焊接工艺参数

表2 气体保护焊丝电弧焊焊接工艺参数
5 重点部位的质量控制
(1)挂货钩组成加工精度质量保证措施
挂货钩组成加工精度要求非常高,A面与前顶座垂直度公差小于0.1 mm,A面与主立板孔平行度公差小于0.1 mm,并且每组挂货钩主立板孔要匹配,加工难度很大.解决措施:主立板等重要件一次加工后留量,重要部位如A面、主立板孔等组焊前后进行二次加工,见图2.为保证每端(2个)挂货钩主立板孔同轴度要求,采取每端(2个)挂货钩增加工艺联接梁,2个挂货钩联接在一起定位加工.加工后每端2个挂货钩涂打同一标记,便于装车运用.
(2)重点焊接部位质量保证措施
①挂货钩补强板(左、右)与上基板焊接:采用图3Ⅱ截面的焊缝形式.钢板边缘尖角修磨成R3 mm,焊缝及钢板表面用风动千页片砂布抛光.②挂货钩主立板与上基板焊接:采用图3Ⅲ截面的焊缝形式.钢板边缘尖角修磨成R3 mm,焊缝及钢板表面用风动千页片砂布抛光.③挂货钩主立板与上基板焊接:采用图3 C-C截面的焊缝形式.钢板边缘尖角修磨成R3 mm,焊缝及钢板表面用风动千页片砂布抛光.

图3 挂货钩(HF103-09-00-000)结构局部示图
6 结论
该产品制造前,对技术图纸等技术资料,进行了全面工艺分析,编制了完整的工艺文件,指定了合理的工艺措施.在制造过程中,重点部位的质量保证措施达到了指导生产、保证产品质量的作用,满足图纸及技术条件要求,达到了预期效果.交付用户后,经过几年的实际运用考验,取得了较好的经济效益和社会效益.
[1]孙海波,田葆栓.铁路D38型载重380t钳夹车运输的研究[J].专业运输,2010(6):31-33.
[2]祝震,朴明伟,兆文忠.新型D35钳夹车导向方式与轮轨安全性对策[J].大连交通大学学报,2008(10):7-11.
[3]田葆栓.铁德国铁路钳夹车技术特性[J].国外铁道车辆,1999(5):7-11.
[4]VON HARALD WALDEEK,ALFONS VIELHABER.Tragschnabelwagen furden Transport schwerer und gro volumiger Lasten[J].ZEV+DET Glas.Ann,1990(11/12):144.
[5]中国机械工程焊接学会.焊接手册[M].北京:机械工业出版社,2007.
[6]田葆栓,王克会.铁路特种货车的需求与发展[J].中国铁路,2003(7):28-30.
[7]赵承寿.铁路钳夹式货车运输方式的研究[J].铁道车辆,1995(33):19-24.
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23 06:39:48
云南冶金(2022年4期)2022-08-31 07:51:14
橡塑技术与装备(2021年3期)2021-02-03 07:41:42
中外医学研究(2018年24期)2018-12-13 02:50:00
石油化工建设(2018年6期)2018-04-22 03:16:40
新能源科技(2018年5期)2018-02-15 22:22:34
石油化工建设(2017年2期)2017-06-05 08:52:54
焊接(2016年10期)2016-02-27 13:05:34
石油化工建设(2015年3期)2015-12-01 04:16:57
哈尔滨医药(2015年6期)2015-12-01 03:58:21