
切割机调高板工作原理及故障分析与改进
2012-06-30 10:47倪振峰
江苏船舶 2012年1期
倪振峰
(江苏熔盛重工有限公司,江苏 南通 226532)
0 引言
等离子切割机因切割速度快、精度高,成为造船行业不可缺少的切割设备。切割机生产厂家根据设备要求开发出各自调高控制板,用于满足切割机自动调高需要。本文简述了华崴等离子切割机调高控制板工作原理,针对其出现的故障进行原因分析,并采取了相关的改进措施。
1 华崴切割机调高板工作原理
1.1 调高板控制原理简述
华崴切割机采用直流电动机进行调高,利用UC3637输出的反相PWM信号,构成双极性调速系统。输入控制电路如图1所示(图中未给出初始定位及弧压调高信号)。输入信号有手动升降(1-6S、1-6J)、PLC 控制的自动升降(JSS、JXJ)及调高使能信号(JTYX)等,通过集成电路CD4532(8-3编码器)及CD4051(8选1模拟开关)进行选择。当信号为上升时,CD4051选择X5或X7,输出G1点电压大小由RP2电位器调节;同理,下降时CD4051选择X4或X6,输出G1点电压由RP3调节,一般升降电压取绝对值相等。
图2为 UC3637控制电路,信号 G1经运放LM324送至PWM控制器UC3637N。LM324输出信号送UC3637的16脚,再经过UC3637本身的Error运算放大器进行放大,把放大的信号直接和三角波进行比较,分别在UC3637的脚4及脚7输出反相的PWM信号。这2路脉冲信号与误差电压信号幅值成正比,并与其极性相关,可构成双极性调速系统,由集成电路IR2110驱动,实现直流电动机控制。
图3为IR2110驱动电路。图中利用4只MOS管组成“H”桥电路,用2只IR2110进行驱动,控制直流电机。当T4的导通信号传输至IR2110(1)的引脚10和IR2110(2)的引脚12,分别使上通道引脚10和下通道引脚12导通。这时2片IR2110间的“H”桥电路中二极管V17和V20被触发导通;同理,T3的导通信号使V19和V18导通。这样,在控制信号的作用下,V17、V20和V19、V18交替轮流导通,从而控制直流电机运转。

图2 UC3637控制电路

图3 TR2110驱动电路
1.2 UC3637N基本功能
控制器UC3637N内部包含有1个三角波振荡器、2个PWM比较器,逐个脉冲限流比较器等,可单电源或双电源工作,工作电压范围±(2.5~20)V,有利于双极性调制。
三角波产生电路如图4所示,图中C29为定时电容,R26为定时电阻。
三角波阈值电压:


图4 三角波产生电路
UC3637实现其最主要的功能就是2个PWM比较器,PWM产生电路如图5所示,其中:

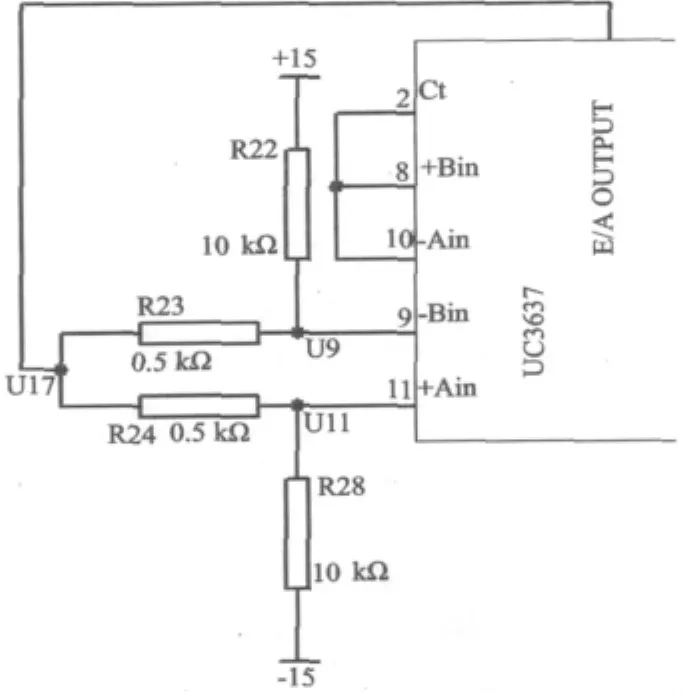
图5 PWM产生电路
1.3 IR2110自举驱动电路
IR2110具有独立的低端和高端输入通道;电源采用自举电路。由图3可知,DC100经2只5.6 kΩ电阻串联降压,再由稳压二极管稳压成+15V电源。C42为滤波电容,C43及V15分别为IR2110(1)自举电容和二极管。
假定C43在V17关断期间已充足电压(UC43≈15V),当IR2110(1)的10脚为高电平时,6脚、7脚形成通路,电容C43经6脚、7脚、R52将控制电压施于V17,使V17导通;当10脚为低电平时,5脚、7脚形成通路,使V17迅速关断。经短暂的死区时间后,12脚为高电平,使V18开通,15V电压经V15、C43、V18、R56、R48 给电容 C43 充电,如此循环反复,使V17、V18轮流导通。
1.4 保护电路
图3中,R48为电机电流检测电阻,检测信号T1、T5送UC3637的12脚、13脚。当电机电流增大到UC3637内部比较器C/L阀值电压时,使输出Aout(4脚)、Bout(7脚)变为低电平,停止输出。
2 调高板故障情况及原因分析
2.1 故障情况
等离子切割机在切割时不能调高控制,在对外围线路进行检查后,未发现故障。检修人员判断为调高控制板损坏,更换调高板后能正常调高,但又会不定期损坏,且多次出现类似情况,给维修造成困难,影响生产。
2.2 故障原因分析
要找到故障原因,必须先找到调高板损坏部位,确定损坏的元件。
根据上述调高板工作原理,由图1可知,手动输入信号经编码器CD4532及8选1模拟开关CD4051,由3脚输出(G1),其电压大小由电位器RP2、RP3调节。
无输入信号时,故障板检测点G1电位UG1=0 V;当输入手动上升信号时UG1=5 V;手动下降时UG1=-5 V,说明G1点电压正常。故障在脉宽调制控制器UC3637N及驱动电路IR2110部分,由图5可知,无输入信号时,U17=0 V,U9=0.7 V,U11=-0.7 V。但检测故障板 U17= -7.6 V,U9= -6.8 V,U11= -8.1 V,电压不正常,UC3637N 集成块 17脚(E/A OUTPUT)电压偏离正常值,此电压由输入信号经UC3637N集成块16脚(-E/A),再通过内部Error运算放大器进行放大得到。显然16脚输入电压也异常。由图2可知,在UG1正常的情况下,故障来自运放LM324、驱动IR2110及外围元件。后经检查发现,有1块驱动集成块IR2110损坏,更换后,调高板工作正常。
确定了损坏的元件后,需进一步查找IR2110多次不定期损坏的原因。维修中发现2块IR2110无规律损坏,检查外围线路正常情况下,考虑到切割机等离子电源工作时产生的等离子弧是一种高电场强度、高能量的压缩电弧,是一种强干扰源,判断为故障的根本原因是由干扰引起的。
3 改进措施
根据故障原因分析,我们针对干扰采取了相关抗干扰措施:
(1)改善切割机接地,增加接地点,尽量减小接地电阻。
(2)按使用说明书要求规范接地,对各部件采用“一点接地”,避免产生环流。
(3)理清线路走向,强电、弱电尽量分开,特别是调高直流电机线路及其控制线要尽可能远离其他线路。
(4)按要求采用屏蔽线,且使屏蔽层可靠接地。
在采取上述措施后,调高板损坏情况有所改善,但并未能根本解决IR2110损坏问题。
进一步分析调高板供电电源,由图3可知,其IR2110驱动自举电路电源为:DC100经2只5.6 kΩ电阻串联降压,再由稳压二极管稳压成+15 V电源。直流电源DC100为市电经变压器变压,再整流滤波,用于驱动直流电机,图3中此电源与IR2110驱动自举电路共用。当等离子电源工作时产生的高频干扰信号串入电机驱动电源,将直接影响驱动集成块IR2110,导致IR2110损坏,因此把IR2110自举电路+15 V电源改用由调高板上L7815 CV稳压块直接供电。改动后的部分电路图如图6所示。线路改动后,经较长时间使用,调高正常,未出现IR2110损坏现象。

图6 电源改动后IR2110驱动电路部分示意图
4 结语
因干扰问题导致调高板多次不定期损坏,经过故障分析及采取相关措施,并对调高板进行改进后,有效防止了干扰信号损坏调高板,从根本上解决了问题。使用一年多时间,类似的故障再未出现,节约了维修成本,降低了设备的故障率,取得良好的经济效益。
[1]康华光.电子技术基础[M].北京:高等教育出版社.1991.
[2]诸邦田.电子电路实用抗干扰技术[M].北京:人民邮电出版社1994.
猜你喜欢
红领巾·探索(2022年5期)2022-06-02
内蒙古电力技术(2021年5期)2021-11-21
莆田学院学报(2021年5期)2021-11-13
中华养生保健(2020年8期)2021-01-14
中华养生保健(2020年7期)2020-11-16
速读·下旬(2019年3期)2019-04-11
电子制作(2016年21期)2016-05-17
探测与控制学报(2015年4期)2015-12-15
安徽化工(2015年4期)2015-12-12
舰船科学技术(2015年8期)2015-02-27
