
精密复杂零件加工的神来之笔
2012-06-27 02:13:44杨大勇伏金娟
电加工与模具 2012年1期
杨大勇,伏金娟,郭 妍
(北京市电加工研究所,北京100191)
工欲善其事,必先利其器。伴随着我国航空航天、核技术、能源化工、电子、舰船潜艇及现代机械工业的发展,难加工材料、复杂型面零件的应用越来越广泛。这些零件强度硬度高、耐高温、耐腐蚀,能适应恶劣工作条件并显著改善整机性能,是航空航天、舰船潜艇、石油化工动力装置最关键的组成部分,在现代国防、军事、能源领域占有举足轻重的地位。但这类零件粘性大、硬度高、空间形状异常复杂,切削加工难度极大,已成为限制上述领域发展的“瓶颈”问题。
电火花加工是一种非接触加工,特别适于传统机械加工难以胜任的高熔点、高韧性、硬脆性材料的加工,而五轴联动数控加工则能完成非常复杂的空间轨迹运动,能灵活地解决复杂曲面加工中的刀具让位和干涉问题。因此,集两者优点的五轴联动数控电火花加工一直被国际公认为难加工材料、复杂曲面零件制造的最佳解决方案。
在国家科技重大专项和“863计划”的支持下,结合国家重大需求,北京市电加工研究所开展了五轴联动精密数控电火花加工技术及装备项目的研究,攻克了多项关键技术,自主研制出工程系列化的五轴联动精密数控电火花加工机床,其主要创新成果有:
(1)研制出具有自主知识产权的五轴联动电火花加工专用数控系统,实现复杂空间曲面零件的精密数控电火花加工。图1是精密电火花成形机床数控系统部件和显示界面。
电火花加工专用数控系统是五轴联动电火花机床最核心的部分,它不仅要实现对各功能部件的运动控制,还要实现对放电参数和伺服系统的有效控制,对于多轴联动控制系统,每增加一个轴,参数成几何增长,控制参数多而复杂;同时,由于电火花加工自身的特点,刀具(电极)除了作正向进给运动,还要按原轨迹作反向回退运动及扩大尺寸的摇动运动,算法复杂,实时性要求高,还需克服自身产生的强大电磁干扰等因素。图2是影响电火花成形加工数控系统的主要因素。
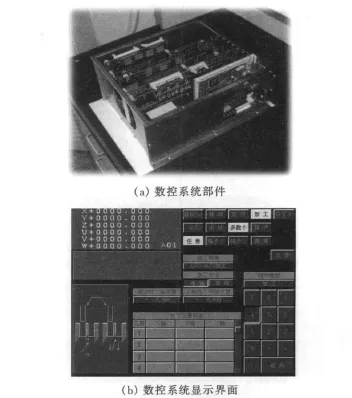
图1 精密电火花成形机床数控系统部件和显示界面
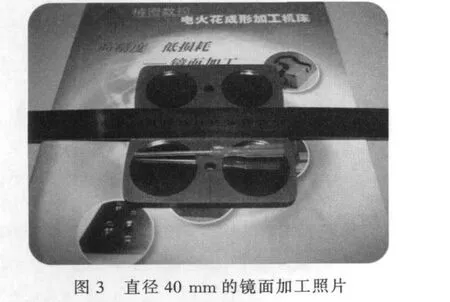
(2)开发出高效精准电火花加工脉冲电源及其控制系统,实现难加工材料高效、高精度、高表面质量加工。电火花加工的能量由脉冲电源提供,如果说数控系统是机床的“大脑”,那么脉冲电源就是机床的“心脏”,每个电路设计的微小细节都与加工工艺和加工质量息息相关。要实现高效精准的加工,脉冲电源必须实现精确的放电能量控制,必须有效克服各放电回路附带的寄生回路和产生的强电磁干扰,同时又保证高效的蚀除速度。图3是直径40 mm(面积为1 256 mm2)的镜面加工照片,最佳表面粗糙度 Ra<0.10 μ m,并实现了批量的稳定加工。图4是中国计量科学研究院对电火花加工钛合金(TC4、TC11)、高温耐热合金(NJ合金)、模具钢(NAK80)表面粗糙度的检测结果。其中,模具钢的最佳表面粗糙度值为Ra 0.045 μ m,最高加工效率为1 125 mm3/min(100A),实现了高效精准加工,达到国际先进水平。

图2 影响电火花成形加工数控系统的主要因素

(3)研制出电火花精密数控转轴和全浸液精密数控转台,实现了五轴联动精密电火花机床关键部件的自主化生产。精密数控转轴(C轴)和全浸液数控转台(A轴)是实现五轴联动精密数控电火花加工技术必须的最关键功能部件,必须突破电机直拖一体化转轴制造技术、转台全浸液密封技术、高可靠性进电技术、高精度保证与可靠性技术等技术难点,才能实现功能部件的完全自主化。图5是研制成功的基于力矩电机结构的两种全浸液数控转台,其定位精度达5.6″,重复定位精度达 2.1″,实现了高精度装备五轴联动的精密电火花机床。
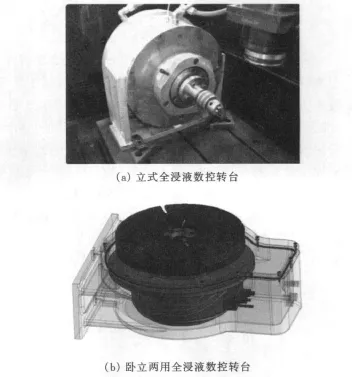
图5 基于力矩电机结构的全浸液数控转台
(4)开发出复杂曲面零件五轴联动精密电火花加工工艺技术。采用完全自主的国产设备,实现以整体带冠涡轮盘为代表的多种复杂曲面零件的精密加工,突破了这类零件的制造“瓶颈”,满足了国防军工、大型民用设备生产急需。
电火花加工过程控制参数多,脉冲电源的极性、脉宽、脉间、电压、电流、伺服基准电压、抬刀和摇动等参量与加工状态、加工速度、加工表面粗糙度、侧面间隙及电极损耗率等加工效果有着密切的联系,工艺十分复杂。对于以整体带冠涡轮盘为代表的复杂曲面零件,如何克服模型描述困难和路径干涉问题,解决电极设计制造、轨迹搜索和参数优化等技术难点,是实现复杂曲面零件精密加工的关键。图6是一种整体带冠涡轮盘中叶片与电极分解设计的对应关系模型图。
整体带冠涡轮盘电火花加工的难点有:①结构复杂,难以用数学描述;②尺寸精度高、形位公差小,单靠人工计算很难实现复杂的电极设计和运动轨迹优化;③计算量大,难以用人工进行编程。
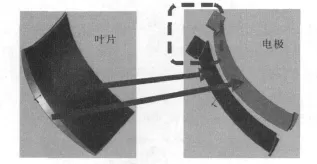
图6 叶片与电极分解设计对应关系模型图
针对各类带冠整体涡轮盘的加工技术要求,使用紫铜制作电极,开发出了正电极、斜电极加工工艺技术、左右电极加工工艺技术,成功解决了叶片加工时的干涉、完整性问题,杜绝了接痕现象,保证了叶形加工精度及涡轮盘叶底径圆和叶顶径圆的圆度,实现了叶片重心与涡轮盘中心的一致性。叶形加工精度≤0.03 mm,加工效率比国外设备提高20%以上,节省电极量30%,实现了国家重大项目关键部件的完全自主制造。图7是利用五轴联动精密电火花加工工艺技术加工的单级和双极带冠整体涡轮盘。
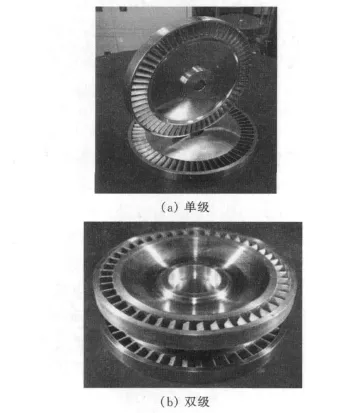
图7 五轴联动电火花加工的单级和双极带冠整体涡轮盘
基于上述创新成果,成功开发出5种规格的五轴联动精密数控电火花加工系列机床,图 8是N850、AA50两种规格的五轴联动精密数控电火花加工机床照片。经国家机床质量监督检验中心和中国计量科学研究院检测,主要技术参数均达到或超过国际同类产品指标。由中国机械工业联合会组织、徐性初院士任主任的鉴定委员会对此做出的评价是:项目“攻克了精密数控电火花加工脉冲电源、五轴联动数控技术、电极快换技术、精度补偿和可靠性等具有自主知识产权的核心技术,主要技术指标达到国际先进水平”、“为国内军工行业打破了国际垄断,填补了国内空白。具有良好的经济和社会效益”。用户的评价是:设备精度、系统稳定性、操作方便性等很多方面都全面优于进口设备,也就是说让我们第一次感受到国产设备比我们能够买到的进口设备要全面优越。基于该项目的研究成果,2011年荣获了“中国机械工业科学技术一等奖”。
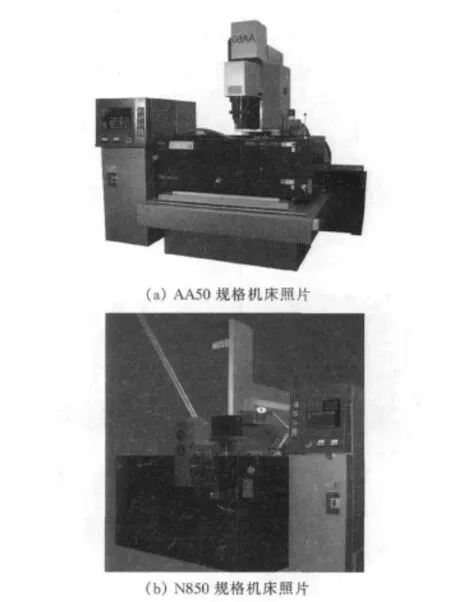
图8 五轴联动精密数控电火花加工机床照片
成功地推广与应用,彻底改变了我国五轴联动精密数控电火花装备完全受制于人的局面,全面提升了我国重点领域制造技术水平,对保障国防安全、促进重大工程和基础建设发展具有关键的推动作用。
猜你喜欢
有色冶金节能(2020年6期)2021-01-21 05:26:08
湖北农机化(2020年4期)2020-07-24 09:07:36
矿产综合利用(2020年1期)2020-07-24 08:50:28
制造技术与机床(2018年9期)2018-09-19 06:48:34
制造技术与机床(2017年5期)2018-01-19 02:49:16
制造技术与机床(2017年6期)2018-01-19 02:41:14
制造技术与机床(2017年7期)2018-01-19 02:30:01
制造技术与机床(2017年10期)2017-11-28 05:20:15
制造技术与机床(2017年9期)2017-11-27 02:14:31
制造技术与机床(2017年4期)2017-06-22 11:17:51
