
扫描式微弧氧化技术的研究
2012-06-27 02:13:44吕鹏翔狄士春
电加工与模具 2012年1期
吕鹏翔,狄士春
(哈尔滨工业大学机电工程学院,黑龙江哈尔滨150001)
1 微弧氧化技术国内外研究现状
20世纪30年代初期,Gunterschulze和Betz[1]首次报道了在高电场下浸在液体里的金属表面出现火花放电现象,火花对氧化膜具有破坏作用。后来研究发现,利用此现象也可制成氧化膜,并最初应用在镁合金的防腐上[2]。从20世纪70年代开始,美国、德国和前苏联都开始研究该技术。美国伊利诺大学和德国卡尔马克思工业大学的研究人员用直流或单相脉冲电源模式研究了Al、Ti等阀金属火花放电沉积膜,并分别命名为阳极火花沉积[3-4]和火花放电阳极氧化[5-6]。俄罗斯无机化学研究所的研究人员在1977年独立发表了一篇论文,开始了该技术的研究。他们采用交流电压模式,使用的电压比火花放电阳极氧化高,并称之为微弧氧化[3-6]。德国学者Kurze利用火花放电在纯铝表面获得含α-Al2O3的硬质膜层,使微弧氧化技术有了很大进展。进入20世纪90年代以来,美、德、俄、日等国都加快了这方面的研究和开发工作。从研究规模和水平上来看,俄罗斯占据一定优势,一直处于世界领先地位,在机理研究上提出一套较完整的理论,目前已开始进行技术转让和设备输出。其他如美、德等国在该项技术上的研究及应用也有较高的水平。各国的参与不仅扩大了该技术在国际上的影响,同时也促进了微弧氧化技术的工艺类型多样化、处理对象种类的增多及应用领域的扩大。
我国从20世纪90年代开始关注此技术,在引进吸收俄罗斯技术的基础上,目前已从酝酿与探索阶段进入到深入研究与应用开发阶段,某些研究成果已达到或接近国际先进水平。北京师范大学低能核物理研究所对铝合金微弧氧化陶瓷层的制备过程、能量交换、膜的形貌结构及应用等都做了有益的探讨[7-10]。哈尔滨环亚微弧技术有限公司已由试验掌握阶段转向小批试生产,并已建成一条半自动化生产线[11]。哈尔滨工业大学材料科学与工程学院的研究人员用等离子增强电化学表面处理技术对铝合金表面进行陶瓷化处理,对生成的陶瓷膜层进行研究,分析了其成膜过程和机理。燕山大学材料化工学院等还用低碳钢表面热浸镀Al2Si合金后、进行微弧氧化的方法获得复合膜层,该膜层具有耐热、耐磨性,提高了钢的耐蚀性,为钢材及微弧氧化技术的应用开拓了广阔的前景。
目前国内外对微弧氧化膜的化学成分及相结构从基体到膜表面的分布规律及电流密度、氧化时间、电压、电解液组分等因素对陶瓷膜生长和性能的影响规律等都作了大量总结。总体来讲,国外研究水平整体高于国内,但无论是国内还是国外现在都没有进入大规模的工业应用阶段,主要深入了解并掌握该技术,进一步扩大其应用领域,还需对微弧氧化的形成机理以及氧化膜的性能作进一步研究;并对实际生产应用中遇到的大面积工件加工、节能环保和适合生产成膜效率作进一步研究。随着人们对微弧氧化技术的不断深入研究以及该技术日益表现出来的卓越优点,微弧氧化技术在表面技术领域会备受重视,并在实际应用中得到更加广泛的推广和应用。
2 扫描式微弧氧化技术的原理和特点
2.1 扫描式微弧氧化技术原理
扫描式微弧氧化技术与传统微弧氧化技术生成陶瓷膜的机理是相同的,都是把工件接在电源阳极上,使加在阴阳两极上的电压超出阳极氧化法拉第区后,利用阴阳两极间的电解质溶液的导通而在工件上产生微弧等离子体放电,进而生成具有一定功能的陶瓷膜。传统微弧氧化技术一般是将工件接在电源阳极上,使工件整体或局部浸没在工作液中,盛装工作液的槽体与阴极相接,使阴极面积远远大于工件表面积,从而在通电加工时能产生均匀的电场。而扫描式微弧氧化技术打破了传统微弧氧化技术的加工布局方式。首先,将接于阳极的工件安装在具有X-Y方向的两轴导轨上;其次,将阴极转化成直径细小的扫描端,使阴极指向工件的待加工表面,并保持扫描端与阳极表面具有一定的放电间隙;再次,使工作液沿阴极循环流向工件表面;最后,使阴极在待加工工件表面扫描生成陶瓷膜。
2.2 扫描式微弧氧化技术特点
尽管扫描式微弧氧化技术与传统微弧氧化技术生成陶瓷膜的机理是相同的,但在具体加工方式上的变化,使扫描式微弧氧化技术拥有十分突出的特点和优势。由于阴极扫描端很小,使实时放电加工的面积很小,因而实时消耗的电功率也很小,这就使小功率微弧氧化电源设备加工大面积工件成为可能,为大面积工件的微弧氧化提出了一种解决方案。由于两极之间的距离相对较小,使电场高度集中在很小的空间内,而电流相对较大,使扫描加工过程中电场的穿透能力很强,因此扫描加工的成膜效率特别高。借助于阴极的扫描,可对工件表面特定区域的工作部位或对特殊图形的工作部位进行加工,而不需对非加工面进行严格的保护,同时又节约了能源。
3 实验结果及讨论
实验采用 80 mm×80 mm×0.2 mm的方形LY12铝合金薄板作为加工工件。首先对工件进行清洁处理,然后用去离子水清洗,具体工艺流程见图1。
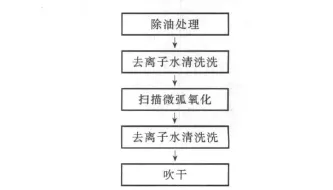
图1 微弧氧化加工工艺流程
电解液采用硅酸盐体系溶液,并利用潜水泵进行循环供应。电源采用双极性微弧氧化脉冲电源,阴极采用不锈钢材料制成的小电极。电解液从阴极流下,连续冲刷到被加工工件表面,形成稳定的液流柱,提供稳定放电环境。加工工艺参数见表1。
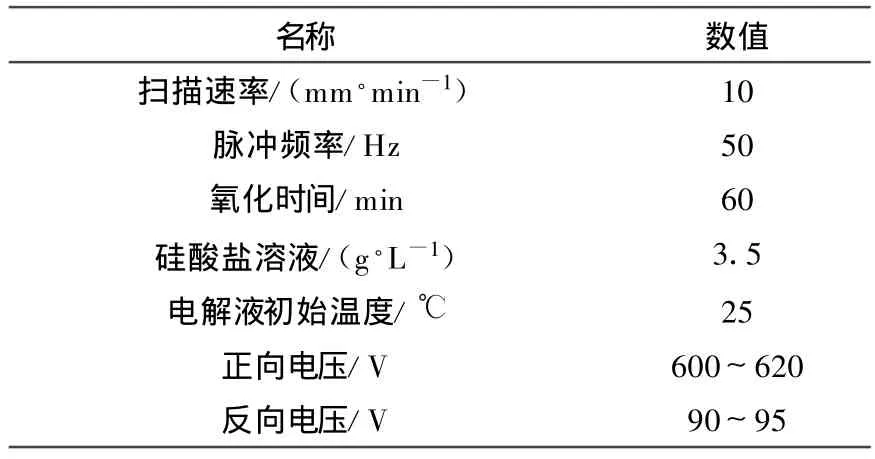
表1 扫描式微弧氧化工艺参数
实验开始时,并无明显现象,直至电压升到350 V左右时,工件表面开始有气泡产生。当电压提高到450 V左右时,铝合金表面产生的绝缘膜被击穿,并产生微电弧(电火花)放电,此时电流电压的关系已突破传统的法拉第区,达到弧光发电区,可看到表面上有很多白色的细小火花亮点此起彼伏,连续、交替、转移放电。当电压升高到500 V时,微电弧火花放电的亮点成为白色,更大更粗,且伴有连续的“咝咝”放电声。此时,微电弧火花放电使铝合金表面中熔融铝原子与工作液中氧原子发生电、物理、化学反应结合而成Al2O3陶瓷层。随着实验的进行,火花逐渐向外扩散,被氧化表面的颜色越来越深,呈深棕色。通过观察发现,当阴极相对被加工工件表面进行移动时,微弧放电区域由已加工区域移动到未加工的纯铝表面区域,火花明显变强烈且更密集。究其原因,是因为已加工过的区域有陶瓷氧化膜产生,具有高绝缘性,使其抗电压击穿能力增强,因而使加工过程中放电产生火花的密集和激烈程度相对较弱。采用上述扫描式微弧氧化方法加工出的具有“蛇形”和“HIT”图案的氧化薄膜见图2。
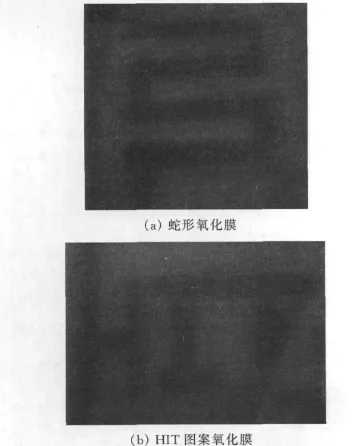
图2 扫描式微弧氧化生成膜
上述两种薄膜均是经一次扫描微弧氧化加工完成的,经测量平均膜厚为10 μ m,扫描速度为 10 mm/min。上述扫描式微弧氧化加工陶瓷膜的过程中,电压为620 V左右,电流为2 A,而现有微弧氧化技术加工时的电压为540 V,电流为10~15 A。因此,扫描式微弧氧化技术在加工过程中消耗的功率相对较小。且扫描式微弧氧化生成陶瓷膜以10 mm/min的速度进行,在不重复扫描的情况下,生成陶瓷膜的厚度为10 μ m左右,所以,扫描式微弧氧化技术生成陶瓷膜的效率很高。原因是:加工过程中,阴极的横截面积很小致使电流密度高,能量高度集中在阴极和被加工工件之间,加快了氧化膜的生成速度,因而氧化膜的生成效率很高。扫描式微弧氧化技术消耗的总功率相对较小,但把能量全部集中在小面积区域,从而提高了小面积内氧化膜的生成效率,因此,可实现以小功率电源扫描微弧氧化加工大面积的工件,解决现有微弧氧化加工大面积工件难的问题。
3.1 放电间隙对放电电压的影响
扫描式微弧氧化加工过程中,放电间隙对放电电压的影响较大,图3是不同的放电间隙与放电电压之间的关系曲线。
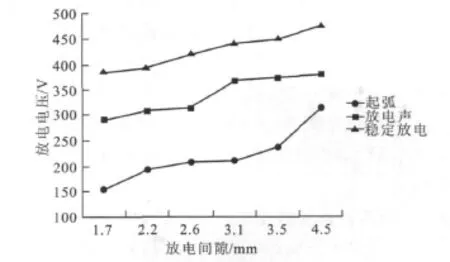
图3 放电间隙对放电电压的影响
从图3可看出,随着电极高度的升高,起弧电压、稳定工作电压和出现放电声时的电压也升高。在扫描式微弧氧化中,放电参数之间的关系为:

式中:E为电场强度,V/m;U为电动势,V;d为阴阳极之间的距离,m。
从式(1)可看出,当放电间隙变大时,场强变弱,能量减小,因而为了获得足够的能量,需提高放电电压。
3.2 扫描次数对生成陶瓷膜厚度的影响
扫描次数对生成陶瓷膜厚度有直接的影响,图4是当其他参数不变时,扫描次数与氧化陶瓷膜厚度的关系曲线。从图4可看出,随着扫描次数的增加,氧化陶瓷膜的厚度增加,但增加的幅度越来越小,到最后第4、第5遍扫描时,膜厚增加很小,只有4 μ m和 2 μ m。原因是随着扫描加工的进行,氧化膜变厚;氧化膜具有高电阻特性,从而阻止阴阳极之间的放电,阻碍了放电击穿,因此阻碍了氧化膜的生成。所以随着扫描次数增加,膜层厚度增加的幅度越来越小。
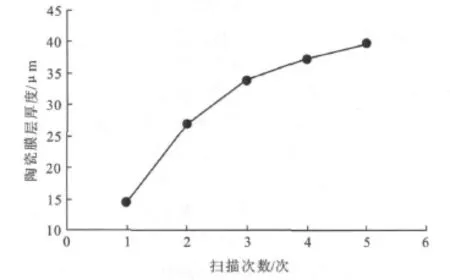
图4 扫描次数对陶瓷膜厚度的影响
此外,检测发现扫描3次以上的氧化膜层出现了疏松层。刮掉疏松层后,则露出了致密层,说明短时间内加工出的膜层具有一定硬度,同时还具有防腐性能。而微弧氧化加工出的防腐膜硬度很低,且膜层薄。扫描式微弧氧化采用小电极作为阴极,能量高度集中在小电极与工件之间,因而电场强度大,电压击穿能力强,电流密度也大,导致生成α-Al2O3的氧化膜。而致密层的主要成分是α-Al2O3,具有一定硬度。
3.3 脉宽对陶瓷膜生成效率的影响
脉宽对陶瓷膜的生成效率有很大的影响。图5是当其他参数不变时,不同脉宽对陶瓷膜生成效率的影响曲线。从图5可知,在不同脉宽条件下,尽管加工时间相同,但生成陶瓷膜的厚度不同,脉宽越大,氧化陶瓷膜越厚,说明脉宽越大,成膜效率越高。

图5 脉宽对陶瓷膜生成效率的影响
4 结论
本文对扫描式微弧氧化技术的可行性进行了研究,该方法能节约能源。放电间隙和成膜效率实验也证明了扫描式微弧氧化技术具有高的成膜效率,使该技术能在具体生产中得到应用。利用该方法消耗功率小的优势,可实现小功率电源设备对大面积工件的加工。
[1]Gunterschulze N,Betz H.Neue untersuchungen per die elektrolytische ventilwirkung[J].Z Physik,1932,78:196-210.
[2]Gunterschulze N,Betz H.Elektronenstromung in isolatoren bei extremen feldstarken[J].Z Physik,1934,91:70-96.
[3]Van T B,Brown S D,Wirtz G P.Mechanism of anode spark deposit ion[J].Am Ceram Soc Bull,1977,56(6):563-566.
[4]Wirtz G P,Brown S D,Kriven W M.Ceramics coatings by anodic spark deposit ion[J].Mater M anuf Process,1991,6(1):87-115.
[5]Krysmann W,Kurze P,Dittrich H G.Process characterristics and parameters of oxidation by spark discharge(ANOF)[J].Crystal Research and Technology,1984,19(7):973-979.
[6]Kurze P,Krysmann W,Schreckenbach J,et al.Colored ANOF layers on aluminum[J].Crystal Research and Technology,1987,22(1):53-58.
[7]薛文斌,邓志威,来永春,等.铝合金微弧氧化陶瓷膜的形成过程及其特性[J].电镀与精饰,1996(4):3-6.
[8]薛文斌,邓志威,来永春,等.铝合金微弧氧化过程中能量转化的实验研究[J].表面技术,1997,26(3):21-23.
[9]薛文斌,邓志威,来永春,等.铝合金微弧氧化陶瓷膜的相分布及其形成[J].材料研究学报,1997,11(2):169-172.
[10]薛文斌,邓志威,来永春,等.镁合金微等离子体氧化膜的特性[J].材料科学与工艺,1997,5(2):89-172.
[11]左洪波,孔庆山,尚久琦,等.等离子体增强电化学表面陶瓷化技术[J].材料保护,1995,28(7):21-22.
猜你喜欢
Advances in Atmospheric Sciences(2022年6期)2022-04-02 05:29:02
陶瓷学报(2021年5期)2021-11-22 06:35:06
佛山陶瓷(2021年11期)2021-04-23 12:44:21
电子制作(2018年12期)2018-08-01 00:47:46
电镀与环保(2017年5期)2017-12-19 12:06:06
环境保护与循环经济(2017年1期)2017-09-26 11:44:28
电镀与环保(2017年2期)2017-05-17 03:42:19
电镀与环保(2017年1期)2017-02-27 08:02:25
中国铸造装备与技术(2015年5期)2015-12-10 10:23:39
电源技术(2015年9期)2015-06-05 09:36:06
