高速铁路无砟轨道长轨更换施工技术
2012-06-19 09:25徐伟昌上海铁路局工务处
上海铁道增刊 2012年2期
张 杰 徐伟昌 上海铁路局工务处
王有能 上海铁路局上海客运专线基础设施维修基地高铁部
沪宁城际高铁运营速度300 km/h,全线一次性铺设跨区间无缝线路,钢轨采用100 m定尺长、60 kg/m、U71 Mn(k)、热轧新钢轨;无砟轨道结构采用CRTSⅠ型轨道板,WJ-7型扣件系统;正线最大坡度20.01‰,联络线最大坡度30‰。
开通运营一年后,设备管理单位在日常的设备检查中发现钢轨擦伤。鉴于擦伤严重时可能导致在擦伤掉块的底部发展成横向疲劳裂纹,甚至导致钢轨折断的巨大安全风险,因而需要立即对严重擦伤处的钢轨进行更换。在国内缺乏高速铁路无砟轨道相关施工实践经验的情况下,本文在总结两处长钢轨更换施工实践的基础上,提出运营条件下高速铁路无砟轨道长轨更换施工技术,为高速铁路无砟轨道养修提供参考。
1 施工特点及施工方法
1.1 高速铁路无砟轨道更换长轨施工特点分析
(1)施工天窗为夜间,图定天窗时间为0:00-4:00,240min。
(2)所有施工作业项目,包括卸长轨、拨长轨、焊接、收轨等工作内容都必须在一个天窗点内完成,时间紧、任务重。
(3)高速铁路车站、综合维修工区保养线有效长不足,长轨列车无法停放,长轨列车运行必须在施工当天图定列车排空后从临近既有线车站转入,占用有限天窗时间。
(4)高速铁路坡度普遍较大,个别困难地段甚至达到30‰,长轨列车单机牵引困难,须安排双机牵引,给施工组织带来一定难度。
(5)鉴于CRTSI、CRTSⅡ型等无砟轨道的特点,长轨条卸下后无法与有砟线路一样在线路外侧轨枕头存放,必须卸入道心,而既有长轨列车出轨点都是在列车的两侧,给卸轨带来很大困难。
(6)高速铁路无砟轨道换轨后,轨道精调的要求高,人员投入多,作业相互干扰多,施工组织困难。
1.2 施工方法
在高速铁路无砟轨道长轨更换作业中,主要作业为卸轨、拨轨、焊接、收轨四个环节。卸轨可采用250 m或500 m长轨车,拨轨可以采用机械拨轨和人工拨轨两种方式;高速铁路钢轨焊接中,可以考虑采用铝热焊和移动闪光焊轨车两种方式;收轨可以考虑长轨车直接收旧轨和旧轨在两线间切成短轨后临线轨道车回收。
在两次换轨中,受既有施工机具的限制,综合考虑施工天窗、人员组织等因素,采用了250 m长轨车卸轨、人工拨轨、铝热焊、切成短轨后邻线轨道车收轨的方案。
2 施工过程
2.1 施工准备
2.1.1 专业分工
工务专业:施工计划提报,施工登、销记,现场防护,长轨运输、卸轨、拨轨、焊接、探伤、收旧轨、线路精调及施工协调、指挥等。
电务专业:负责施工区段应答器、电容枕等电务设备拆除及施工结束后相关设备的恢复。
供电专业:接触网的停电、接地线的连接和接触网参数测量、调整。
2.1.2 材料机具准备
主要施工机具见表1。
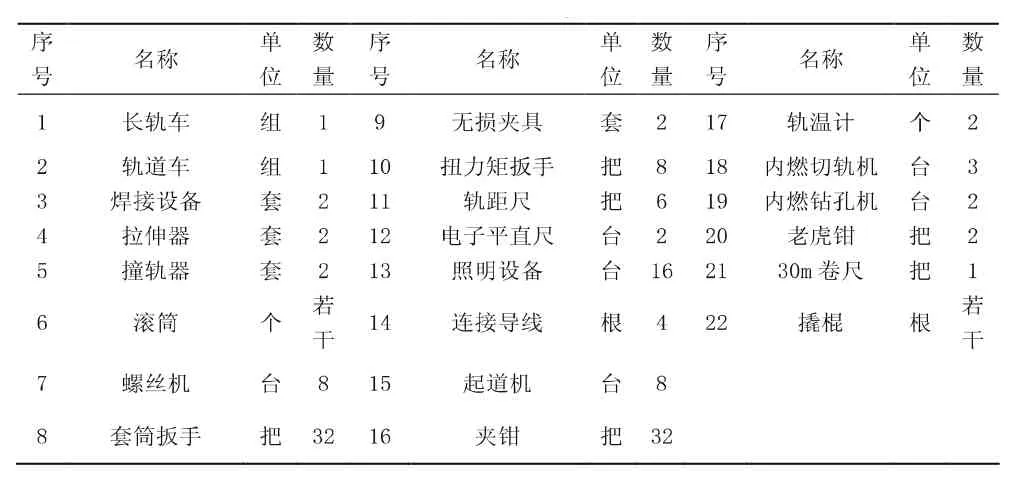
表 1 主要施工机具表
更换所需长轨条在施工前一天由长轨列车运送至距离施工地点较近且具备存车条件的车站存放。根据现场钢轨材质准备相关焊剂:高速轨之间的焊联,L28 mm标准焊缝选用S60/Z90焊剂。
2.1.3 人员准备
施工前一天,所有施工人员集中培训,熟悉施工场地、施工技术方案。根据换轨作业量合理安排作业人员。
2.1.4 其它准备工作
调查确定换轨的起止位置,前后线路每隔25 m连续设置钢轨位移观测点(四对以上),复紧前后100 m线路扣件;施工前一天完成对换轨地段每根枕轨距调整块、垫片规格等扣件调查、现场标注,以便控制线型。
2.2 施工条件
施工时间:240 min;施工路用列车(长轨列车、轨道车)跨越站界施工,按照《行规》103条规定办理;开通限速条件:开通后施工地段依次限速160 km/h、200 km/h、250 km/h各24 h(其中开通后第1列限速80 km/h、第2列限速120 km/h);电务配合施工,停用相关信号设备;供电配合施工,相关供电单元停电;施工期间,路用列车进出站转非常站控。
2.3 施工流程
更换长轨施工流程见图1。

图1 更换长轨施工流程图
第一步:封锁开始,人员机具到达现场,扣件隔一松一,在更换长轨地段道心每隔10 m放置5 cm厚木条,保护凸型挡台和轨道板,供电接触网停电并接挂地线,电务拆除应答器等设备。
第二步:长轨车由相邻车站顶进施工区段,反向开始卸轨作业,新轨卸入道心。
第三步:换轨地段拆除扣件,切割旧轨,将旧轨拨入两线间,然后将新轨拨入落槽。
第四步:拉伸锁定,焊接,同步邻线轨道车收旧轨。
第五部:线路精调,焊缝探伤,电务恢复相关设备,供电恢复送电。
第六步:线路回检,开通线路。第七步:路用车压道。
2.4 施工关键
2.4.1 路用列车运行
施工前一天长轨车及轨道车进入临近既有线车站,封锁前双机牵引(长轨车通过20‰及以上坡度)转进封锁区间相邻车站,机车转头连挂等待顶进;封锁开始后长轨车以20km/h顶进至施工地段卸轨,轨道车进入邻线回收旧料。长轨车卸完长轨后回车站,轨道车收完轨料后转入本线压道后与长轨车连挂,撤离高铁。
2.4.2 卸长轨
现场卸轨采用钢丝绳固定卸轨法,做到准确对位。既有长轨列车出轨点都是在列车的两侧,先把新钢轨头卸在钢轨外侧,人工配合用撬棍把新钢轨头部拨入道心,长轨车以5km/h速度往前运行,人工逐步跟上把钢轨引入道心,头尾落地处加垫护木,不损伤轨道板。
2.4.3 拨轨
拨旧轨:把外侧钢轨拨至两线间(跨过两股新轨及内侧旧轨);继续把内侧旧轨拨至两线间。
拨新轨:待旧轨拨至两线间后,把新轨拨入槽。拨轨时,注意保护轨道板,防止划伤轨道板。
2.4.4 焊接参数
焊接参数见表2。
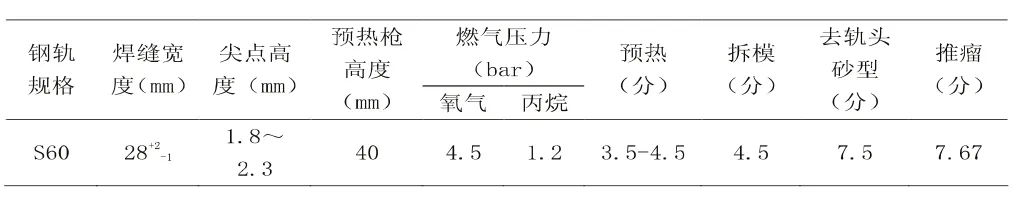
表2 焊接参数表
2.5 主要技术标准
钢轨几何尺寸、平直度及表面质量符合《350 km/h客运专线60 kg/m钢轨暂行技术条件》规定。
焊接质量应符合TB1632-2005规定。各类焊接、各处焊接都要有完整、规范的记录。
联合接头不得设置在桥台、桥墩上,距桥台边墙不小于2 m。位于中跨度桥上应避开边跨,布置在1/4~1/2桥跨处。铝热焊焊缝距垫板边缘不得小于100 mm。在线路上焊接时,轨温不应低于0℃,放行列车时焊缝轨温应降低至300℃以下。轨条相邻单元轨节的锁定轨温差不超过5℃,左右股锁定轨温差不超过3℃,整根超长轨条内锁定轨节的最高、最低锁定轨温差不超过10℃。
3 结束语
高速铁路无砟轨道钢轨锁定轨温相对较低,应根据锁定轨温条件,选定合适封锁天窗时间。
高速铁路无砟轨道线路坡度较大,需要检算长轨列车的牵引动力,合理安排机车数量;为避免对无砟轨道结构的损坏,卸轨、拨轨需要采取相应措施。
在现有换轨机械设备的基础上,着手研究开发适宜无砟轨道的换轨大修作业机具,实现机械化施工,进一步摸索实践高速铁路运输天窗条件下无砟轨道长轨更换施工技术,为高速铁路现场养修积累经验。
猜你喜欢
铁道通信信号(2020年10期)2020-12-20
铁道建筑技术(2020年11期)2020-05-22
铁道通信信号(2019年8期)2019-10-10
劳动保护(2019年7期)2019-08-27
模具制造(2019年3期)2019-06-06
铁道通信信号(2018年8期)2018-11-10
西南交通大学学报(2018年5期)2018-11-08
铁道通信信号(2018年4期)2018-06-06
汽车维护与修理(2017年17期)2017-02-07
西安建筑科技大学学报(自然科学版)(2016年5期)2016-11-10