
耳机插头注塑自动化装置的开发
2012-06-05 12:01:52张海鸥王桂兰
电加工与模具 2012年1期
张 杨,张海鸥,黄 漩,王桂兰
(1.华中科技大学数字制造装备与技术国家重点实验室,湖北 武汉 430074;2.华中科技大学材料成型与模具技术国家重点实验室,湖北 武汉 430074)
近年来,我国塑料机械工业飞速发展,年增长率都在30%左右,是我国机械行业中增长最快的产业之一。目前,虽然我国生产的塑料加工机械基本可满足国内的生产需要,但与世界先进水平相比,我国塑料加工机械在产品质量稳定性、产品精度,特别是自动化程度等方面还有一定的差距[1]。
某公司主要生产通讯与高频高速传输连接器及其相关配套材料,属于劳动密集型企业,出口低附加值的产品,大部分生产线都是手工作业。越来越高的劳动力成本,严重制约了该公司的发展,迫切需要进行注塑生产线的自动化改造。
基于上述背景,本研究室受该公司的委托,在国内率先开展了耳机插头产品高效注塑自动化设备与控制系统的开发。先针对某一种耳机注塑产品开发出对应的自动化设备,试制成功后再扩展到其他注塑产品,以期提高注塑生产效率。在稳定塑料产品质量、降低废品率、节约生产成本的同时,增强企业的竞争力。
1 耳机插头注塑工艺现状
图1是耳机插头三维视图。插头前端材料为铜,注塑部分材料为PVC工程塑料。自动化改造前,其注塑成形工艺流程见图2。

图1 耳机插头三维视图
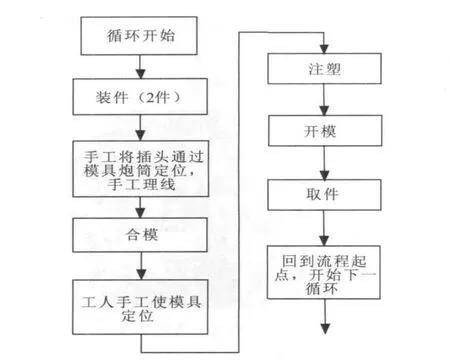
图2 改造前耳机插头注塑工艺流程图
改造前,主要存在以下问题:①在生产过程中,所有工序均为手工操作,一模两件,生产效率低,劳动强度较大;②手工操作不可避免地产生误差,使插头的尺寸精度无法达到预定要求;③产品缺陷较多,特别是铜针压花、压线、杂物、黑底、起鼓、缺胶等现象较常见。因此,在自动化改造中,需解决生产效率低及废品率高等主要问题。
2 耳机插头注塑自动化装置的开发
2.1 总体要求及方案
注塑自动化装置所要达到的主要性能指标有:
(1)产品精度:要求达到图纸设计要求。
(2)成品率:要求不低于98%。
(3)生产效率:要求至少提高1倍,且能精确控制生产量。
(4)工作可靠性:要求能持续工作24 h以上。
(5)安全性:要求保障操作人员和机构的安全,能自动检测并提示故障点。
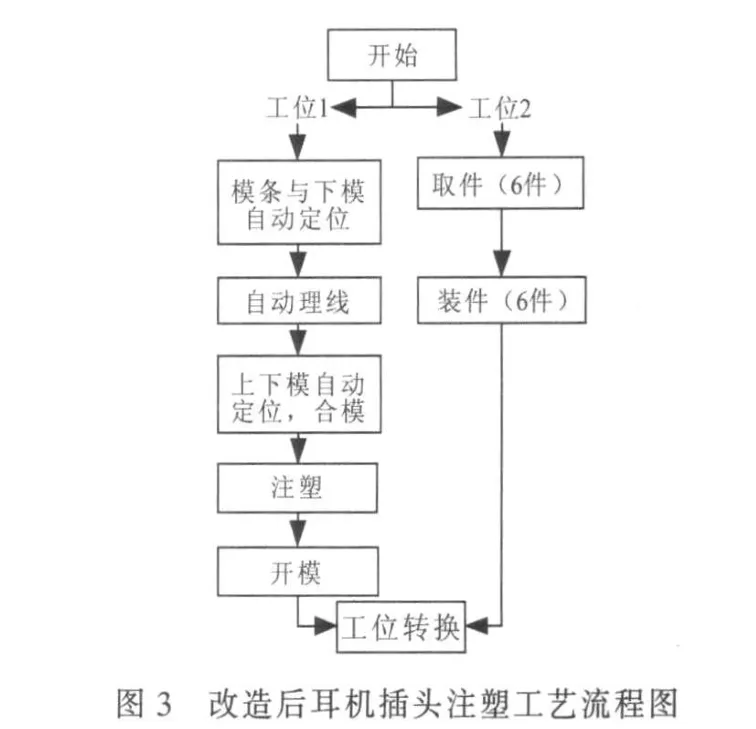
为实现生产效率的大幅提高,自动化装置采用双工位一模六件生产代替原有的单工位一模两件生产。注塑机在工位1注塑时,工人可在工位2完成取件和装件的工作;当6个插头更换完毕时,等待工位转换,不断循环。改造后的工艺流程见图3。
2.2 机械结构设计
2.2.1 注塑模具的设计
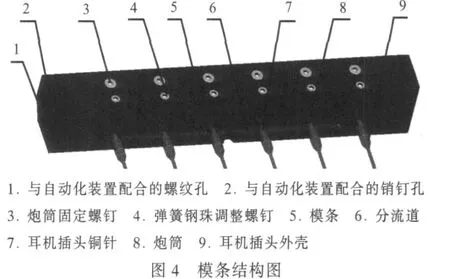
图4是模条结构图。它的作用是在自动化装置中固定6个耳机插头,使它们在工位上完成注塑,并实现工位转换。为使耳机插头的铜针插入模条炮筒而不脱落,在炮筒内设计了压紧装置,利用铜针的斜面使其得到有效定位,并可承受一定扰动。
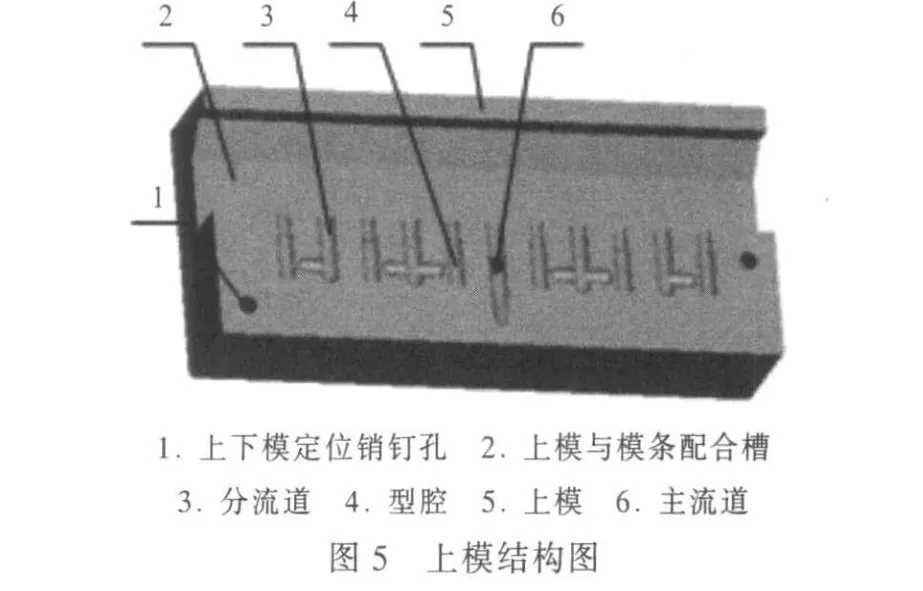
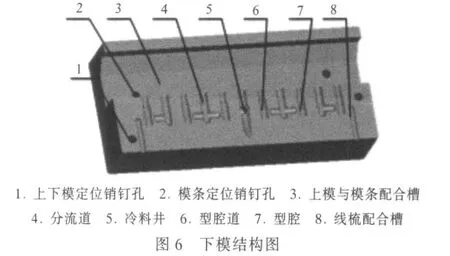
由于模具要与模条相配合,因此上、下模(图5、图6)均应设计出相应的配合槽与销钉孔,同时,流道采用分体式设计。为使模条离开模具时浇注系统凝料、自动留在模条上,以方便工人操作,上模的主流道长度设计成短粗型,型腔在后期用电火花加工。模具材质为STK-11,淬火硬度为59~61 HRC。
2.2.2 模条移动部分的结构设计
对于模条移动装置,由于采用了两个模条分别注塑,所以设置了两个工位。一号模条在注塑时,二号模条可进行耳机插头的装入工作,这样可优化工序,提高生产效率。模条要实现在下模中的准确定位,需要有3个方向的运动,分别为左右、前后及上下。
对于执行元件,由于工厂在注塑机周围布置了压缩空气管道,而本套装置所需的驱动力不大,故可直接采用气缸作为执行元件。每个气缸配置两个磁性开关,用于检测气缸的运动位置,方便后续电路部分的控制。为实现模条运动的平稳与准确定位,在每个气缸上均安装油压缓冲器,并使用导轨滑块,降低装置运行时的阻力,同时也起导向作用。
模条移动机构共有5个气缸,用于控制两个模条的左右、升降、前后动作。其中,横移缸控制两个模条同时左右运功,升降缸控制模条的上下运动,进退缸控制模条的前后运动,这样能使模条正确地运动到与模具对应的位置。
2.2.3 耳机插头注塑自动化装置整体效果
经运动模拟和干涉检测证明,耳机插头注塑自动化装置的三维模型装置运动正常、流畅。图7是经加工、组装后的装置实物图。
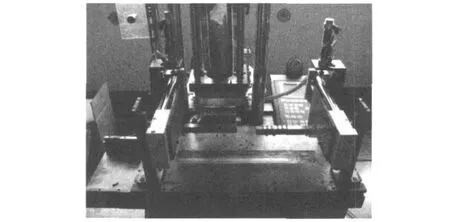
图7 自动化装置实物图
2.3 电路及控制系统
电路系统的开发主要是针对直线运动机构,在机构工作时,运用多个双作用气缸,使模条和线梳按给定的路径循环动作。通过分析运动要求、注塑机通信和检测气缸运动位置的研究,得出设备共需35个输出点和输入点。考虑到注塑用设备的工作环境,本系统采用单片机作为控制核心。图8是基于单片机的硬件控制结构图。
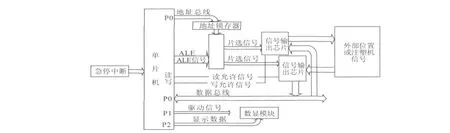
图8 基于单片机的硬件控制结构图
3 结果分析
通过在现场进行的生产试运行发现,注塑过程中设备运行稳定。使用本套自动化设备,将插拔模具和理线等准备时间由7 s缩短到2 s,且由单工位一模两件作业拓展到双工位一模六件同时作业,由此能在保证成品率不低于98%的条件下,显著提高该耳机插头注塑生产效率达216%,同时降低工人的劳动强度。这种多功能复合模具注塑自动化机构,不仅适用于插头类带线产品高效率、优质的自动化注塑生产,而且适用于带刚性金属镶嵌件与软质线材的复合材料产品的注塑成形,具有广阔的应用前景。
[1]王田苗.工业机器人发展思考[J].机器人技术与应用,2004(2):1-4.
猜你喜欢
中国新闻周刊(2023年42期)2023-12-03 14:39:41
玩具世界(2022年1期)2022-06-05 07:42:20
家庭影院技术(2020年11期)2020-12-28 01:22:36
物流技术与应用(2020年5期)2020-06-25 02:48:12
意林(2020年10期)2020-06-01 07:26:37
智慧少年(2018年10期)2018-12-24 09:06:48
儿童故事画报·发现号趣味百科(2017年10期)2018-03-13 18:58:51
家庭影院技术(2017年11期)2017-12-20 08:10:47
家庭影院技术(2017年11期)2017-12-20 08:10:30
电子制作(2016年15期)2017-01-15 13:39:24
