
近年来PcBN的技术进步及国内遇到的瓶颈问题①
2012-05-25 10:17谢志刚王进保
超硬材料工程 2012年6期
吕 智,林 峰,谢志刚,王进保,刘 燕
(1.中国有色桂林矿产地质研究院,桂林,541004;2.国家特种矿物材料工程技术研究中心,桂林,541004;3.广西超硬材料重点实验室,桂林,541004)
1 概述
现代制造业的快速发展和对高速切削、硬态加工、高稳定性加工及干式切削等先进切削加工理念研究的不断深入,以及CNC加工技术的迅猛发展和数控机床的普遍使用,使得可实现高效率、高稳定性、长寿命加工的超硬刀具日益受到重视和关注。凭借着超强的切削效率和长寿命等性能优势,PcBN超硬刀具已成为现代切削加工中不可缺少的工具[1-2]。据有关机构研究分析[3]:2011年全球超硬材料刀具市场规模达550亿元(含PCD刀具),欧洲、北美、日本等国家PcBN刀具起步早,发展相对成熟,呈快速增长态势,而国内近年来的市场规模增长更为迅速(见图1)。
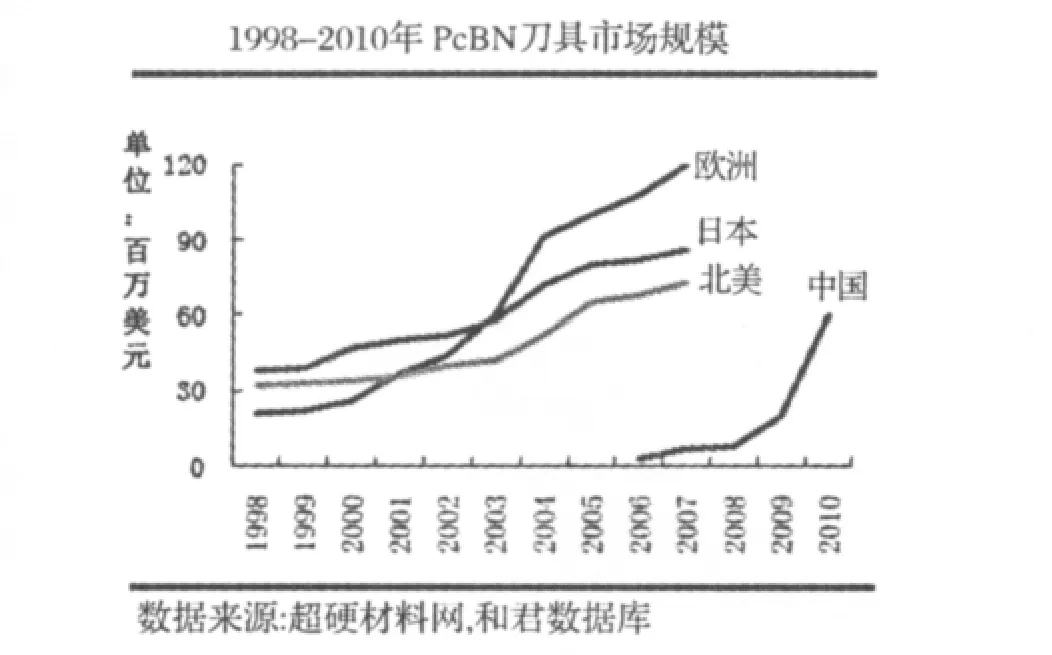
图1 近10多年PcBN刀具的市场规模Fig.1 The market size of PcBN cutting tools in recent 10years
国外企业占据全球复合超硬材料市场份额的96%左右(见图2),且高度集中,仅元素六、DI、住友、日进、Mega Diamond、东明、Dennis Tools等7家企业就占据全球刀具复合片市场份额的90%(见图3),而元素六、DI、日进、住友、Mega Diamond等5家知名公司的超硬刀具占据全球刀具市场份额的89%,(见图4)。全球刀具复合片市场国外垄断的局面已形成。
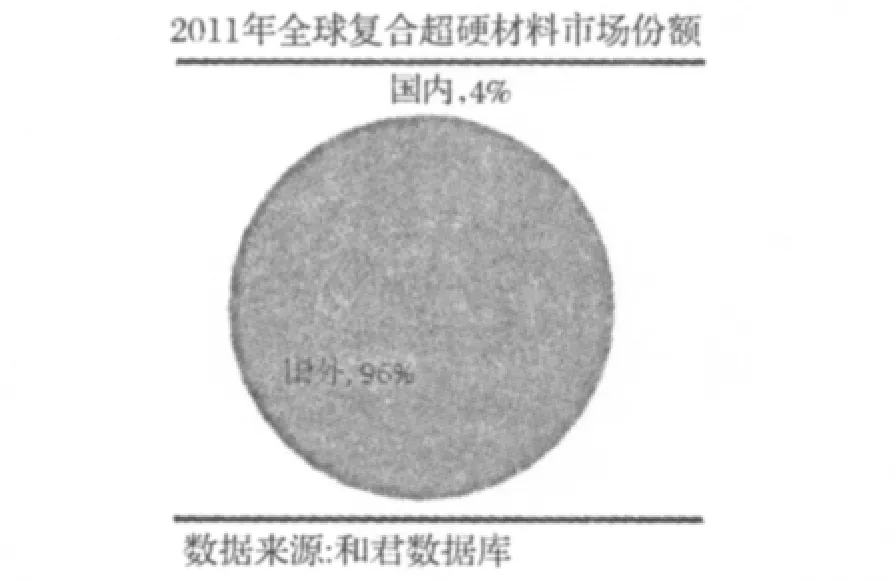
图2 2011年国内外复合超硬材料市场份额Fig.2 The domestic and foreign composite superhard materials market share in 2011
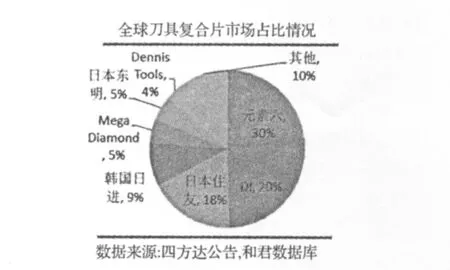
图3 全球刀具复合片市场份额Fig.3 Global market share of tool composite sheet
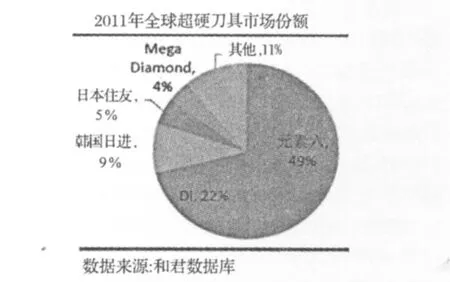
图4 2011年全球超硬刀具市场份额Fig.4 The global superhard cutting tool market share in 2011
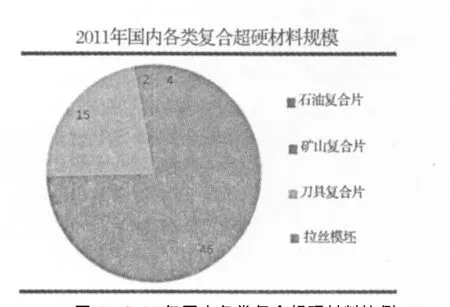
图5 2011年国内各类复合超硬材料比例Fig.5 Domestic various superhard composite material ratio in 2011
2011年国内复合超硬材料市场规模约67亿元[3],其中刀具复合片约占15%,约10.05亿元(见图5)。
近年来我国数控机床等高速、高精加工设备得到了快速增长,并为国内超硬刀具的市场份额的跳跃式增长提供了条件。邓福铭认为[4]几年之后中国刀具超硬材料的市场前景可以达到600亿,是一个潜力很大的市场。
本文就近年来国内外PcBN的技术现状、取得的重要进展、国内研究生产遇到的瓶颈问题进行简述,并对今后的努力方向进行展望。
2 国外技术现状
国外超硬刀具材料的发展具有以下特点:产品系列化、质量优化、晶粒两极化、性能均一化,适用于不同加工对象的规格品种不断增加。在合成技术方面,cBN粒度使用呈两极化、结合剂使用呈增韧化的趋势明显。为了提高PcBN刀具的耐磨性、抗冲击韧性和可加工性,国外知名公司纷纷推出cBN粒度在2μm甚至0.5μm以下的细粒度产品,日本住友的BN300使用的cBN粒度为0.5μm、Element Six的DBN45使用的cBN粒度为1μm,日本三菱公司MB835使用的cBN粒度小于1μm,俄罗斯微硼公司已对外宣布成功合成出纳米级的PcBN复合片[5],而DI公司的BZN7000S使用的cBN粒度为15μm,该产品中cBN浓度高且粒径较大,含有陶瓷结合剂,这种组成为该材料提供了非常突出的断裂韧性、耐磨性和化学稳定性。瑞典Seco公司的Secomax cBN170是世界上第一款使用陶瓷晶须进行强化的新型材质PcBN产品(已获专利),SecomaxTM cBN500则采用全新且拥有专利的粘结相,显著改善了cBN颗粒与颗粒间的粘结性,达到了增韧之目的。在PcBN材料片径方面,目前国外超硬刀具材料的供货规格一般在Φ50以上,Element Six公司可稳定提供 Φ57的PcBN产品和Φ101.6的cBN纯烧结体AMB90,其中心点与边缘点的耐磨性和热性能指标偏差控制在30%以内,基本均匀一致[2];DI公司供应的PcBN复合片的规格为Φ58;日本住友供应的PcBN复合片的规格为Φ64。这种大尺寸的超硬刀具材料对刀具制造商来说成本低、易加工,可根据需求切割成任意的形状,更适合于大批量使用。
图6 纳米级PcBNFig.6 Nanometer PcBN
产品的系列化是国外超硬刀具材料发展的主要方向之一,他们开发出了适合不同加工方式、不同加工材料、不同加工领域的产品,拓宽了超硬刀具材料的应用领域,提高了市场竞争能力。DI公司推出的BZN6100、BZN8200是原有产品BZN6000、BZN8100的换代产品,而新推出的BZN7000S则是一种纯cBN烧结体,由于其具有非常突出的断裂韧性、耐磨性和化学稳定性,因此特别适合加工镍铬冷硬铸铁、硬铸铁、高铬合金钢、珠光体灰铸铁以及粉末冶金等。瑞典Seco公司为了满足镍基合金零件精加工严格的表面粗糙度、公差和切削长度等要求,推出了具有晶须强化的PcBN—Secomax cBN170,该公司还推出了一款专为白口铸铁加工而发明的新材质PcBN—SecomaxTM cBN500,它采用全新且拥有专利的粘结相,显著改善了颗粒与颗粒的粘结性,并使PcBN具备极佳的cBN颗粒分布,其适用于高铬硬铁、冷硬铸铁、锰钢、硬钢等难加工材料的车削和铣削加工。2011年Nano cBN欧洲科学中心在Imtex 2011展会(在印度举行的东南亚最重要的展会之一)展示了其最新产品 MBR6010、MBR6020、MBR7010,这是一种使用纳米技术制备的新一代立方氮化硼(cBN)—纳米级立方氮化硼(Nano cBN)合成的纳米cBN复合材料(见图6),其硬度甚至超过了合成金刚石,并保留了其特有的抗冲击性和耐高温性,能有效地粗加工硬质材料和超硬质材料,在加工列立特硬质合金,钨铬钻合金及其它硬质材料和磨损材料时表现出明显的优势[6]。住友电工推出的为车削加工硬度HRC50以上的模具钢和轴承钢而专门设计的立方氮化硼(cBN)新牌号—BN2000,其耐热性大幅提高,尤其是其耐磨损性与耐崩损性得到前所未有的提高,在精加工淬火钢时,寿命比该公司以前产品提高30%~100%[7]。类似产品还有美国 Kenametal公司的KD420、日本京瓷公司的 KBN30S等。目前,Element Six公司的PcBN有5个系列,DI公司的BZN系列产品有6个系列,日本住友的PcBN产品有7个系列。
近年来,国外的PcBN刀具制造技术也取得了明显进步。三菱材料工具推出的“双刃”cBN长颈半径立铣刀cBN-2XLRB(见图7),为了便于排出切屑而优化了刀头形状,因此可长时间且稳定地进行加工[8]。德国Becker金刚石刀具公司推出的一种PcBN可转位刀片,PcBN含量达95%,在车削如烧结金属、铸铁、钛合金时刀具寿命可提高30%~50%,该刀片还可用于加工特别硬而韧的材料(如Stellite 20)。该公司PcBN刀片的另一个特点是“三明治”式的设计,即在硬质合金基体的两面都有PcBN的聚晶层,与一般的复合片相比有30%的成本优势[9]。山特维克可乐满也推出了新的cBN(立方氮化硼)刀片系列。这些刀片是为了淬硬钢零件加工时的高质量表面以及高生产率加工而开发的。具有新型Safe-Lok(安全锁)结构的CB7015刀片,在连续和轻微断续条件下进行精加工,即使使用高的切削速度,也可以提供可预测的性能。Safe-Lok(安全锁)多角技术采用机械锁定cBN刀片并使其远离高温切削区域的工艺,因此提供了优于常规刀尖结构的强度和安全性。在切削台阶、退刀槽和其它仿形切削时,较大的cBN切削刃提供了更好的功能,全新的CB7015刀片将加工高硬度材料(58-65HRc)所需要的高性能和可靠性成功地结合在一起[10]。

图7 cBN-2XLRBFig.7 cBN-2XLRB
3 国内技术现状及遇到的瓶颈问题
国内PcBN刀具材料的研究虽然起步较早,但由于国产六面顶压机与国外两面顶压机相比存在性能、腔体和控制系统的差异,由此其发展相当缓慢,近年来由于合成设备大型化进程的加快,产品片径得到一定程度的扩大,有的企业已研制出片径(毛坯)达Φ50的PcBN,但产品质量并没有得到明显的提高,与国外产品还存在较大的差别,国内原有的阻碍PcBN刀具材料合成技术和刀具制备技术进步的瓶颈问题依然存在,并没有得到根本解决。
首先是原材料质量及质量稳定性无法控制。国产PcBN材料的合成大都使用国产原材料,国内用于合成PcBN的粉料纯度与国外粉料相比普遍相差一个数量级。目前,国内生产用的大部分微粉纯度都在99%左右,而国外生产用的微粉纯度可控制在99.8%以上。国内用于合成PcBN材料的硬质合金基体的质量与国外使用的硬质合金基体的质量也有明显的差别,图8中a为国外某产品的硬质合金基体的显微组织,b为国内产品的改进型硬质合金基体的显微组织,c为国内一般产品的硬质合金基体的显微组织。国内使用的叶蜡石及其组件的质量更是无法控制,且其质量稳定性难以检测,就叶蜡石块而言,一般的使用厂家只检测其外观完整性及尺寸,可能有的企业还检测其密度,但这对稳定控制PcBN的质量要求来说是远远不够的。
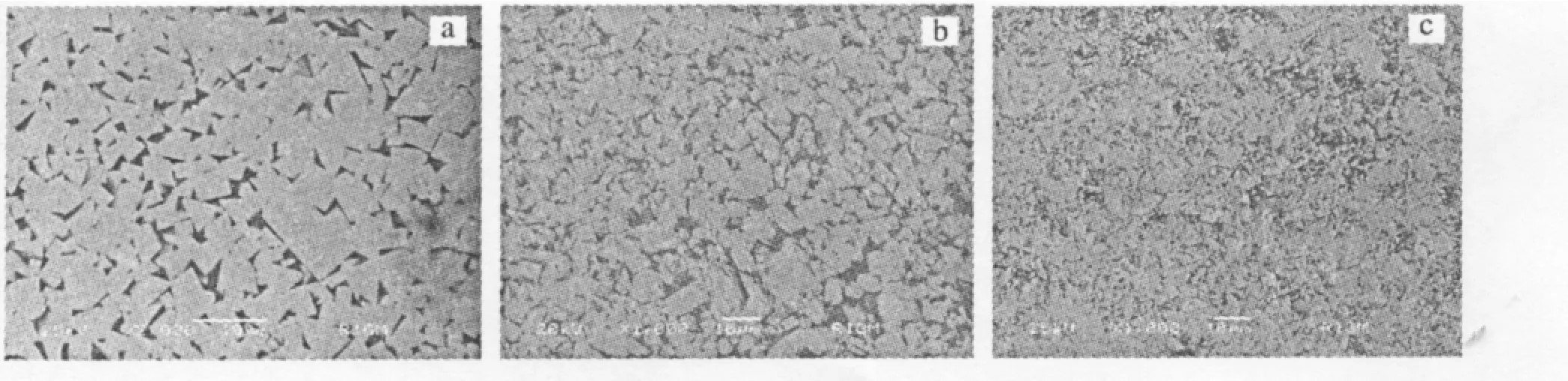
图8 国内外PcBN合成用硬质合金基体的显微组织Fig.8 Microstructure of cemented carbide substrate used by the PcBN synthesis
其次是合成腔体扩大后合成压力及温度均匀化技术有待改善。我们曾对国内外企业生产的PcBN刀具材料的性能均匀性进行过系统的分析研究,据我们检测:国外著名PcBN刀具材料供应商提供的直径50.8以上的产品性能均匀、稳定,其显微硬度的最大差值可控制在15%之内,而国内生产的PcBN刀具材料直径大于Φ20以上的产品,其性能均匀性就变得较差,有的产品中心与边缘的磨耗比差(或硬度)甚至超过30%。
第三是工艺技术精细控制程度有待提高。总的说来,国内PcBN合成工艺控制属于粗放型控制,PcBN研究、生产企业比较注重合成工艺的精细控制,使用的工艺方法较为成熟,但往往忽略PcBN生产整个流程的其它工序工艺的精细控制,一旦产品出现质量问题,就无法追踪,难以判断导致产品质量事故的影响因素,从而最终导致其批量产品的质量稳定性不足。
第四是产品系列化研究工作有待加强。目前国内PcBN刀具材料产品尚未形成系列,我国具有规模的PcBN刀具材料生产厂家很少,仅有几家可商品化提供PcBN刀具材料的专业厂商,其产品单一,且国内PcBN刀具材料供应商提供的产品基本是按原材料的粒度或结合剂加入量来分类的,供应商对以不同粒度或不同结合剂加入量合成的PcBN刀具材料的性能和其切削加工性能的对应关系知之甚少,无法指导自己的客户更好地使用产品。而国外PcBN材料基本以加工目的来分类,针对性很强,基本能够满足不同材质难加工材料的粗、半精、精加工的要求。
总的来说,近年来国内PcBN复合片的发展不是很顺利,但整体式PcBN刀片发展迅速。整体式PcBN刀片可进行断续加工,且遇到夹砂、白口不崩刃,特别适合粗加工、半精加工,甚至吃刀深度没有太大限制,理论上可吃满整个刀片。整体式PcBN刀片不但可以在普通、笨重的机床上进行重载、断续、低速加工,亦可用在数控车床和加工中心的高速加工。
4 促进国内PcBN技术进步的创新思路
4.1 使用更高等级的原材料
在原料粉末的选用上,合理选用原材料和选用等级更高的粉料合成PcBN是获得性能优异PcBN刀具材料的必要条件。这包括选用粒度更小(亚微米级甚至纳米级)的cBN和粘接剂微粉以及使用纯度更高的cBN和粘接剂微粉。在合适的工艺下,粉料的粒度越小,PcBN的韧性越高,这可有效解决国内PcBN硬度有余而韧性不足的问题,目前纳米粉料在欧美的PcBN产品上已得到成功使用。cBN和粘接剂微粉的纯度越高,合成的PcBN的杂质含量就越低,有利于大幅度提高耐热性和质量稳定性,这对稳定PcBN产品应有显著效果。比如住友电工提高cBN烧结体中所含陶瓷结合材料的纯度后,就大幅提高了耐热性,使得其新品BN2000的耐磨损性与耐崩损性得到前所未有的提高,在精加工淬火钢时,寿命比该公司以前产品提高30%~100%[9]。可以考虑使用一些新的粘接剂来改善PcBN的性能,如:Al2O3、TaC、HfC等,这些微粉或提高PcBN的致密性,或提高PcBN的强度和韧性,或改善PcBN的烧结性能,通过我们的检测发现,在日本住友、三菱等公司的产品中发现有Hf,Al2O3等成分。选用质量更好的硬质合金可有效改善PcBN产品中cBN层与硬质合金层的互相渗透程度,利于提高PcBN的强度和韧性。PcBN生产厂家无法控制购进的叶蜡石及其组件的质量,但是可以通过加强检测和分类处理的方式加以控制,也可把其影响降至最低。
4.2 对混合原材料进行预处理
国内PcBN产品质量稳定性差的原因除原料微粉品质差和合成工艺不合理外,混料不均匀也是主要影响因素之一。对混合原材料进行预处理可以实现各种粉料的充分混合,防止结合剂在PcBN中的富集和偏析,PcBN的组织均匀性因此能得到大幅度提高,性能稳定性随之也得以提高。图9为国内某公司进行混合原材料预处理前、后产品的显微组织。
4.3 补偿合成腔体中压力、温度分布
PcBN片径扩大后,与小直径产品的合成相比,生产难度明显增加,较大的合成腔体空间会导致腔体内压力差、温度差的增大以及需要更长的烧结时间,这需要更稳定的腔体组装设计,确保较长的稳定烧结时间,避免出现“过烧”或“欠烧”的现象。采用腔体径向温度补偿技术及轴向压力补偿技术,可以有效地增加合成腔体中的发热量,提高烧结的均匀性。而博士帽导电钢碗以及复合型粉压圈的采用,可有效减少合成腔体内热量的散失。
4.4 精细控制生产工艺
相信PcBN生产企业都已经制定严谨的PcBN生产工艺流程和制度,但由于生产人员对生产技术的掌握程度不同,其对生产工艺的控制效果也大相径庭,我们进行高档制品研发、生产的经验告诉我们,真正实现了生产工艺的精细控制,不但可以大幅度提高产品的成品率,更重要的是产品质量的稳定性得到有效改善。
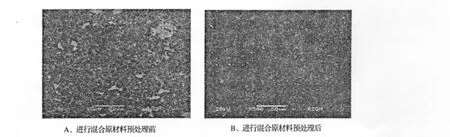
图9 国内某公司进行混合原材料预处理前后的产品的显微组织Fig.9 The microstructure of products before and after mixing raw materials processing by domestic company
4.5 加强基础研究工作,加速PcBN产品系列化进程
国内PcBN产品的系列化工作任重而道远。国内开展PcBN产品的系列化工作已有多年,但由于国内开展该项工作的研究院所、大专院校不多,而生产企业又没有这方面的技术实力,因而导致国内PcBN产品的应用基础研究不够深入、不够系统,而且国内研究院所、大专院校的应用基础研究与生产企业的技术应用对接不尽顺畅,致使这些年来国内PcBN产品的系列化工作成效甚微,因此,国内必须加强PcBN产品的系列化基础研究工作,加速PcBN产品系列化进程,满足国内对不同材料的加工要求。
5 结束语
21世纪机械加工技术正朝着高精度、高效率、柔性化和自动化方向飞跃发展,新型技术设备和数控机床以及性能极为优良的新材料应用日益广泛,为具有卓越的抗冲击性、耐磨性、化学稳定性等特点的超硬材料刀具的应用提供了广阔的市场空间。
我国是cBN材料生产大国,但在PcBN材料及其刀具的研究开发和应用方面远远落后于发达国家。这既是我国PcBN材料面临的挑战,更是我国PcBN材料发展的机遇。因此,在PcBN材料及刀具的研究开发上,国内要投入更多资金和技术力量,对制约其发展的技术瓶颈进行攻关,尽快突破我国PcBN材料质量关,首先要占据国内的市场。
受国家政策的影响,预计未来几年我国汽车产量增速将保持在7%左右(中性预测),加之生产工艺的升级,PcBN刀具对其它生产工具的替代比例会提高。我国的滚动轴承产量,年复合增长率约为8%左右,随着工业的迅速发展,预计滚动轴承的未来增速约20%左右,这将会带动PcNB刀具的快速发展[3]。
[1]M.W.Cook,P.K.Bossom.Trends and recentdevelopments in the material manufacture and cutting tool application of polycrystalline diamondand polycrystalline cubic boron nitride[J].Internationaljournal of refractory metals&hard materi-als,18(2000):147-15.
[2]刘瑞平,邓福铭.国外PcBN刀具材料度应用发展现状[J].工业金刚石,2009(1):11-18.
[3]陈金龙.超硬材料行业研究报告[R].和君数据库,2012.04.
[4]磨料磨具商务在线.中国刀具超硬材料场景--访中国矿业大学超硬刀具材料研究所所长邓福铭[N].2010.
[5]微硼科技有限公司.走进中国[R].数控机床市场,2009(11):12-13.
[6]Nano欧洲科学中心中国代表处.国际机床网-MyCIMT.com[EB].详文参考:http://cn.mycimt.com/2011/1212/44634.html.
[7]住友电气工业株式会社网站[EB].新闻发布,2010年4月8日.
[8]国际机床网-MyCIMT.com[EB].详文参考:http://cn.mycimt.com/2011/1125/44480.html.
[9]国际机床网-MyCIMT.com[EB].详文参考:http://cn.mycimt.com/2011/1126/44490.html.
[10]山特维克可乐满(中国)有限公司[EB].详文参考:http://www.coromant.sandvik.com/cn.
猜你喜欢
山东冶金(2022年4期)2022-09-14
重型机械(2020年3期)2020-08-24
制造技术与机床(2019年11期)2019-12-04
四川冶金(2019年4期)2019-11-18
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年7期)2018-01-19
凿岩机械气动工具(2016年1期)2016-11-11
发明与创新(2016年5期)2016-08-21
工业设计(2016年4期)2016-05-04
凿岩机械气动工具(2016年3期)2016-03-01
