蜂窝夹层结构胶接面树脂堆积的红外热像检测
2012-05-14 06:45:04,,,,
无损检测 2012年5期
,,,,
(1.北京航空材料研究院,北京 100095;2.北京理工大学 光电学院,北京 100081)
红外热像(热波)检测是一种较新的无损检测技术,具有检测速度快、非接触、无污染、对构件近表缺陷和特征敏感的特点,适于复合材料构件缺陷快速检测、在役检测和构件修补后的检测,如层合板的分层缺陷、蜂窝夹层结构和泡沫夹层结构的分层缺陷与脱粘缺陷的检测。红外热像检测技术已经在航空工业发达的国家中得到了大量应用,ASTM已经制定了闪光灯激励红外热像检测标准[1]和航空航天复合材料无损检测导则[2]。国外学者和工程技术人员在红外热像检测新技术研究、定量分析、工程应用研究及与其他无损检测技术结合共同解决实际问题等方面进行了大量研究[3-7]。红外热像检测技术在我国也开始受到普遍关注,近几年相关标准开始制订。
随着航空技术的发展和复合材料生产工艺的日益成熟,复合材料在飞机上越来越被大量使用,其中蜂窝夹层结构由于具有较高的弯曲刚度、低热导率、能较好地承受空气动力学载荷以及易于大面积成型等优点,成为重要的一类复合材料。蜂窝夹层结构的质量要求包括面板与芯材胶接处要形成良好的胶瘤[8]。若胶接处局部发生树脂堆积,致使部分区域胶层增厚,胶瘤变大,甚至形成较大胶块或将蜂窝孔堵塞形成胶柱,而周围伴生胶层较薄、胶瘤变小的区域,从而破坏了树脂厚度的均匀性,影响了整体的胶接质量。有时甚至面板上会出现贫树脂区,而贫树脂区是一种缺陷。所以利用红外热像检测技术对蜂窝夹层结构胶接面的胶接状况进行检测,标识出树脂堆积的区域,不仅有助于改进蜂窝夹层结构件的生产工艺,而且有利于日后对该构件进行原位检测时,对积水区域能够做出快速、准确的判断。
由于胶接面上形成的树脂堆积并不是一种缺陷,所以目前还未见对其进行无损检测研究的报道。文章应用脉冲热像法对蜂窝夹层结构胶接面的树脂堆积进行红外热像检测研究,发现树脂堆积形成的胶柱、胶块和较厚胶层区域在红外图像和温度曲线上都有明显的特征,包括明显的面板贫树脂区在内都能够被检测出来。
1 检测原理
文章采用的是闪光灯激励的脉冲热像法。这种方法采用闪光灯阵列对被测制件表面进行脉冲加热,使用红外热像仪探测并记录被测制件在激励前后的表面温度分布及其变化,并经过数据分析和处理获得被测制件内部的特征、缺陷、损伤和非均匀信息。
2 建模分析
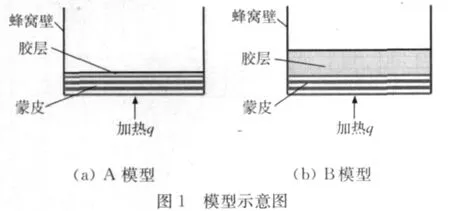
针对蜂窝夹层结构胶接面树脂堆积的问题,建立了如图1所示的A模型和B模型,A模型为胶层厚度正常的蜂窝格,B模型为由树脂堆积引起的胶层厚度较厚的蜂窝格。为了研究这两种模型在红外热像检测过程中对热激励响应的特点,利用ANSYS软件对模型中心区域采用一维模型求解方式进行仿真分析。热激励方式为脉冲宽度0.002s的脉冲加热,加热在t=0的时刻开始。面板材料为GFRP,厚度为1.0mm,设胶层的正常厚度为0.2mm,较厚胶层的厚度为1.2mm,其他参数详见表1。面板材料、树脂、水和空气的热物理性质参数见表2,从该表中可以看出树脂和水的热物理性质与空气相比,两者更加接近,各个参数都在同一个数量级。

表1 模型主要参数
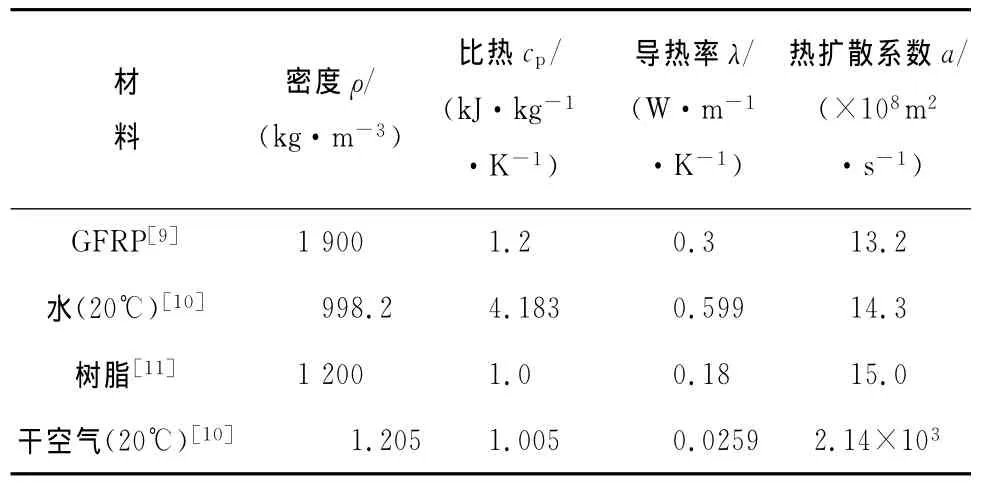
表2 面板材料、树脂、水和空气的热物理性质参数
通过计算得到了A模型(胶层厚度正常)区域的表面温度变化曲线和B模型(胶层较厚)区域的表面温度变化曲线,如图2所示。由于两者的温差较小,很难在图2中把它们区分出来,所以绘制了两者的温差曲线,见图3。图3中的纵坐标值为胶层较厚区域的表面温度减去胶层正常区域的表面温度。在图3中可以看到胶层较厚区域的表面温度低于胶层正常区域的表面温度。这是因为胶层较厚,其热容量较大,温度上升的幅度较小,因而表面温度较低。而且还可以看出两者的温差绝对值在t=6.4 s附近出现最大值0.038℃。依据图3给出的结果还可以进一步推断出:在红外热像检测的原始热像图中胶层较厚的区域相对于胶层正常的区域表现为“暗区”。这一点将在随后的样件试验中将得到证实。
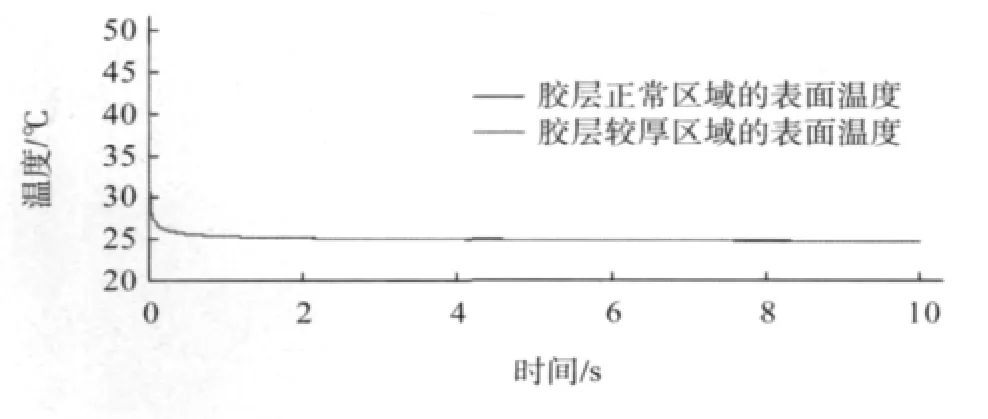
图2 胶层正常区域表面温度与胶层较厚区域表面温度对比
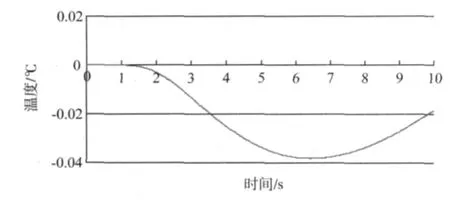
图3 胶层较厚区域与胶层正常区域的温差曲线
3 试验验证
3.1 样件及试验设备
样件分别为1号和2号蜂窝夹层结构样件,两者均为A夹层结构。面板材料为GFRP,蜂窝材料为Nomex纸蜂窝,蜂窝格边长2.75 mm。两个样件的上、下面板厚度均为1和2 mm,蜂窝高20 mm,样件尺寸300 mm×180 mm。1号样件面板厚度1 mm的一面中,在四个角存在明显的贫树脂区,中间区域很均匀;2号样件面板厚度2 mm的一面表面很均匀。但是随后在对这两个面进行红外热像检测时,发现了很多有趣的样件内部信息。
试验采用的设备包括:红外热像仪,工作波段为8~9μm,320×240像元,温度灵敏度在室温下为0.02 K,采样频率为60 Hz;闪光灯阵列,加热量为9.6 kJ,脉冲宽度为2 ms。
3.2 红外图像
图4为1号样件面板厚度为1 mm一面的原始热像图,在图中发现在贫树脂区有大量的“暗斑”,此外在样件看似均匀的大面积范围内有大量的“小暗斑”。对原始热图序列进行一阶微分处理得到了该检测结果的一阶微分图,如图5所示。原始热像图中的“暗斑”此时变成了“亮斑”。
2号样件两侧面板(1 mm厚和2 mm厚)虽然从表面上看很均匀,但是在红外热图中却出现了差异明显的明、暗区域,如图6和7所示。依据前面建模分析得到的结果,判断这些“暗斑”和“暗区”可能为胶层较厚的区域。于是对1号和2号样件在图4~7箭头所指的部位进行了解剖。
3.3 解剖分析
在图5中箭头所示的区域进行了解剖,发现图5中的“亮斑”和“小亮斑”分别为树脂堆积形成的胶柱和大量、广泛分布的胶块,见图8。
对图6和7箭头所示的暗区进行剖切,得到其断面,部分结果如图9和10所示。这些暗区为胶层较厚的区域,比周围的胶层厚0.5~1.0 mm左右。
以上解剖分析的结果证实了先前对这些“暗斑”和“暗区”为胶层较厚区域的判断。胶层较厚除了在热像图上有此类特征外,在温度曲线上是否也存在明显的特点,接下来将比较一下胶层正常区域和胶层较厚区域的表面温度。
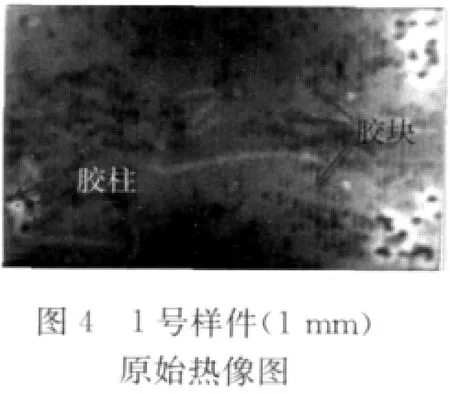
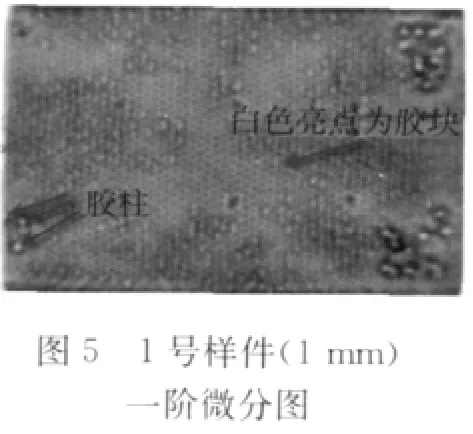
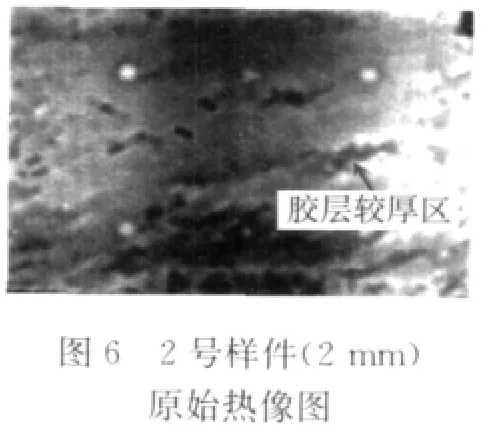
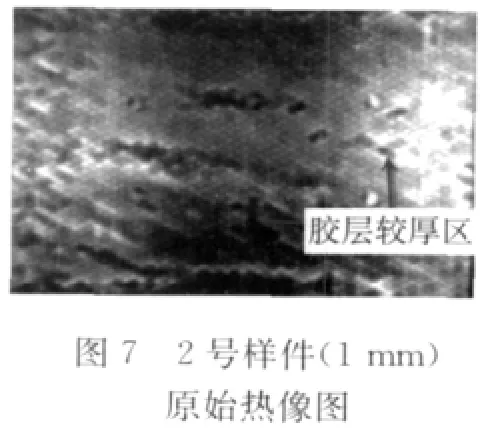
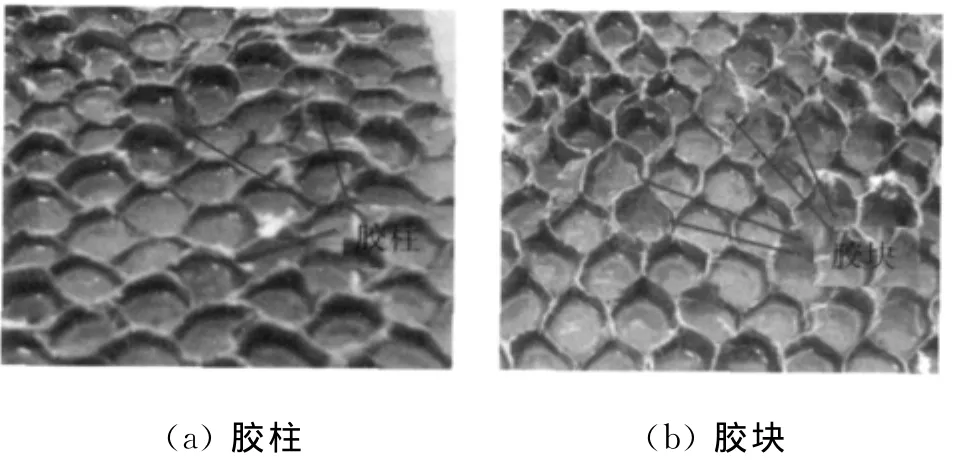
图8 1号样件(1 mm)解剖图
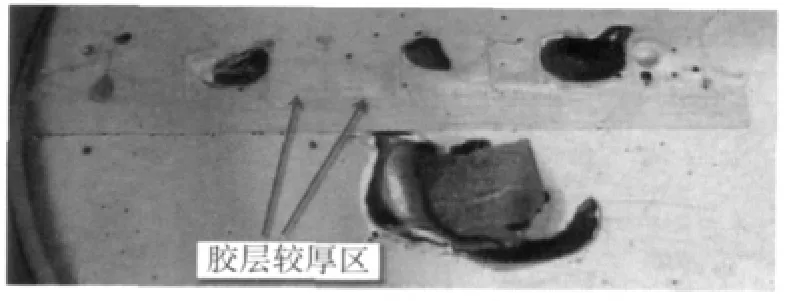
图9 2号样件(2 mm)解剖图
3.4 曲线分析
在如图11上的贫树脂区取一点记为A点,在胶柱处取一点记为B点,在胶层正常的区域(参考区域)取一点记为C点,在胶块处取一点记为D点。这四点对应的温度曲线如图12。可见,贫树脂区的表面温度要高于胶层正常区域对应的表面温度,而胶柱和胶块对应的表面温度要低于胶层正常区域对应的表面温度。
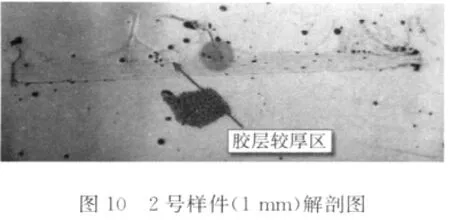
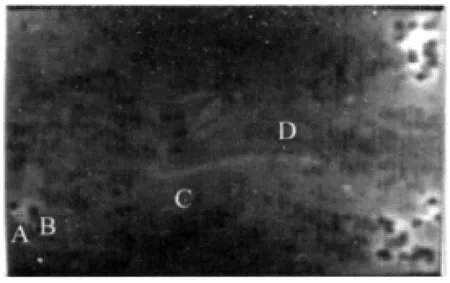
图11 1号样件上的取点位置图
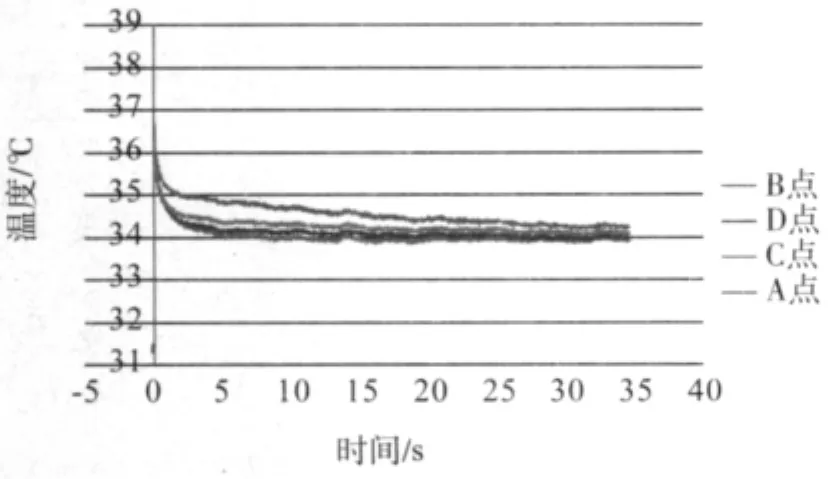
图12 不同取点处的温度曲线
在如图13上的胶层正常区域(参考区域)取一点记为A点,在胶层较厚的区域取一点记为B点。图14给出了以上两点的温度曲线。可见B点的温度在加热结束后略低于A点的温度,与前面得到的结果是一致的。
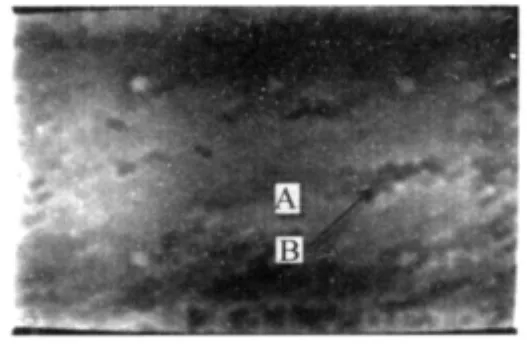
图13 2号样件上的取点位置图
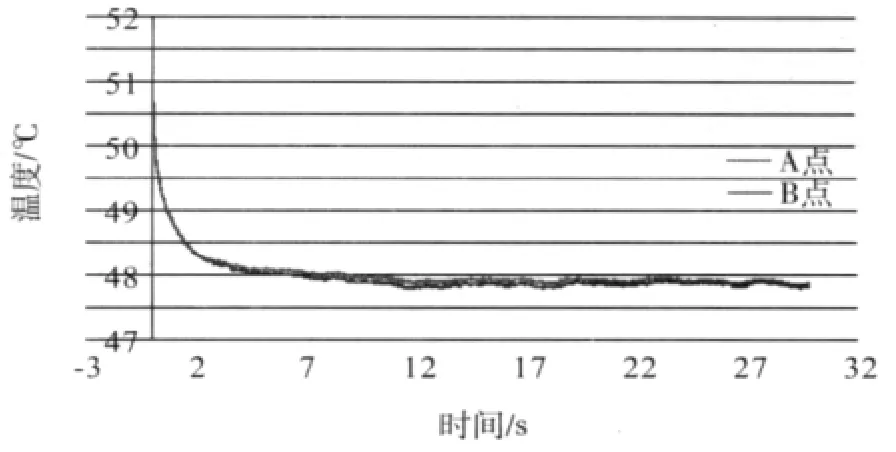
图14 胶层正常区域与胶层较厚区域的温度曲线
通过以上基于样件的红外热像检测试验和解剖分析发现,由树脂堆积造成的胶层较厚、胶柱和胶块在红外热像检测的原始热图中表现为“暗区”或“暗斑”,温度曲线上表现为这些区域的温度低于正常胶层厚度区域的温度。这些结论与前面建模分析的结果是一致的。
4 问题与讨论
水和树脂的热物理性质很接近,积水在红外原始热图中也表现为“暗区”,见图15。在实际的积水检测中,积水和树脂堆积很难区分开。因此,在制件出厂或安装使用前进行红外热像检测,将树脂堆积的区域进行识别、记录和存档,为将来积水检测提供判断依据,也不失为一种检测积水的有效方法。
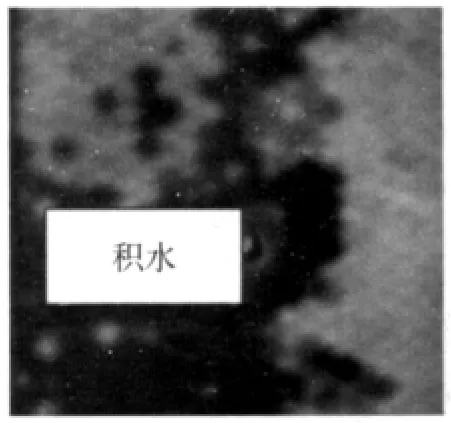
图15 积水的红外热像检测原始热图
5 结论
文章通过一维模型的建模分析、样件试验和解剖分析得出了以下结论 :
(1)由树脂堆积造成的胶层较厚、胶柱和胶块在红外热像检测的原始热图中表现为“暗区”或“暗斑”。温度曲线上的差别为这些区域的表面温度低于正常胶层厚度区域的表面温度。基于以上特征,树脂堆积可以在红外热像检测中被检出。
(2)检测出蜂窝与面板胶接处的树脂堆积区域,对这些区域的位置、形状和面积进行记录,可以为改进生产工艺提供支持。
(3)蜂窝积水时的红外热像显示与树脂堆积类似,研究工作表明,制造阶段检测和记录树脂堆积情况,可以为原位检测蜂窝积水问题提供评定的依据。
[1]ASTM E 2582—2007 Infrared Flash Thermography of Composite Panels and Repair Patches Used in Aerospace Applications[S].
[2]ASTM E 2533—2009 Standard Guide for Nondestructive Testing of Polymer Matrix Composites Used in Aerospace Applications[S].
[3]Bajorek M,Nowakowski A.Analysis of the possibility of defect determination using cold excitation in thermal tomography[C].10th International Conference on Quantitative InfraRed Thermography(QIRT),Québec(Canada),2010.
[4]Abuhamad M,Netzelmann U.Dual-band active thermography on infrared transparent materials[C].10th International Conference on Quantitative InfraRed Thermography(QIRT),Québec(Canada),2010.
[5]Salazar A,Mendioroz A,Apiñaniz E,et al.Application of vibrothermography to the depth characterization of delaminations[C].10th International Conference on Quantitative InfraRed Thermography(QIRT),Québec(Canada),2010.
[6]Ullmann T,Aoki R,Schmidt T.Lock-in thermography for process integrated non-destructive evaluation of carbon fibre reinforced aircraft structures[C].10th International Conference on Quantitative InfraRed Thermography(QIRT),Québec(Canada),2010.
[7]Grenier M,Ibarra-Castanedo C,Maldague X.Development of a hybrid non-destructive inspection system combining induction thermography and eddy current techniques[C].10th International Conference on Quantitative InfraRed Thermography(QIRT),Québec(Canada),2010.
[8]原崇新,顾轶卓,李 敏,等.蜂窝夹层结构胶接质量与面板质量工艺因素分析[C].第十五届全国复合材料学术会议论文集,2008.
[9]Maldague X.Nondestructive Evaluation of Materials by Infrared Thermography[M].Berlin:Springer-Verlag,1993.
[10]杨世铭,陶文铨.传热学(第3版)[M].北京:高等教育出版社,1998:420-424.
[11]Hagenbeek M.Characterisation of Fibre Metal Laminates under Thermo-mechanical Loadings[M].Proefschrift Michiel:HAGENBEEK,2005.
猜你喜欢
科学技术创新(2022年30期)2022-10-21 14:02:00
北京航空航天大学学报(2021年9期)2021-11-02 08:24:04
海洋通报(2020年2期)2020-09-04 09:22:22
电子制作(2018年10期)2018-08-04 03:24:32
数字制造科学(2018年4期)2018-02-25 12:36:40
数字制造科学(2018年4期)2018-02-25 12:30:02
中国修船(2017年6期)2017-12-22 00:43:10
当代化工研究(2016年6期)2016-03-20 16:21:47
四川师范大学学报(自然科学版)(2015年1期)2015-02-28 14:07:27
锻造与冲压(2014年20期)2014-10-10 06:20:34