
基于三种通讯方式的纸张恒张力卷绕系统设计
2012-05-04 08:09:36黄晓华王兴成
计算机工程与设计 2012年6期
黄晓华,曹 娟,王兴成
(1.南京理工大学 机械工程学院,江苏 南京210094;2.大连海事大学信息科学技术学院,辽宁大连116026)
0 引 言
工业自动化设备存在着投资高、占地面积大、通用性差等缺陷,难以作为教学实验使用,因此开发教学型的自动化控制系统具有一定现实意义。本文以工业自动化纸张卷绕机为设计蓝本,根据教学实验多通信方式控制的设计要求,研制出了基于Profibus-DP总线、USS串行总线、模拟量3种通讯方式的教学型纸张恒张力卷绕控制系统。
1 系统结构描述
该系统以工业自动化纸张收复卷、传送机同步控制系统为设计蓝本,包含了放卷、传送、张力采集、收卷、PLC控制与上位机组态等模块。各模块之间协调运作,共同实现纸张卷绕过程中的恒张力控制。图1是系统的结构框图。放卷模块由牵引辊、减速机、电机、变频器组成,采用变频器控制的三相电机带动牵引辊,根据卷绕速度及张力反馈值调节牵引辊转速。传送模块由传送辊、浮动辊、纠偏辊组成,主要作用是使纸张平滑传送并对纸张进行纠偏。张力采集模块由张力传感器、测量辊组成,张力传感器安装在测量辊与机架型材之间,测量作用于测量辊上的纸张张力,并反馈给可编程控制器(PLC)以控制牵引辊速度。收卷模块由卷绕辊、减速机、电机、变频器组成,采用变频器控制的三相电机带动收卷辊,根据设定的卷绕线速度调节卷绕辊转速。PLC控制与上位机组态模块是恒张力卷绕控制系统的核心,它由PLC、模拟量输入模块、模拟量输出模块、高速计数器模块、触摸屏等组成,主要完成系统的通讯、逻辑运算、PID控制、人机信息交互等。
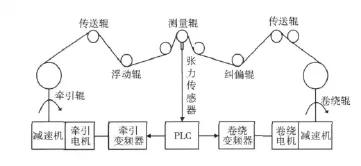
图1 系统的结构
2 系统控制方案设计
纸张卷绕过程中需要一定的张力以确保纸张的平整性和卷绕的质量。张力是纸张弹性的表现,若控制不均匀,则会出现纸张断裂、起皱、松边等现象,所以需要对其进行控制,以保持其恒定。纸张张力的大小与纸张的弹性系数以及短时间内纸张的伸长量有关。纸张的弹性系数是由纸张的材质决定的,属于常量;纸张的伸长量是短时间内牵引辊与卷绕辊的线速度差累积产生的。固而,控制好牵引辊与卷绕辊两者的线速度差就能实现纸张的恒张力控制。该系统保持卷绕辊线速度恒定,将纸张的恒张力控制转换为牵引辊速度的控制。图2是该系统的控制方案流程图。
由于卷绕时卷绕辊纸张的半径是动态变化的,所以若要保持卷绕辊的线速度恒定就必须不断的根据卷绕辊的瞬时半径调整卷绕辊的瞬时理论转速。故而系统采用高速计数模块对编码器的脉冲计数,根据高速计数模块反馈的脉冲计数值计算出卷绕辊转过的转数和纸张的瞬时半径,进而也就得到卷绕辊的瞬时理论转速。以上的逻辑运算是通过PLC的程序块实现的。PLC对卷绕变频器控制字不断地修正,及时将卷绕辊的瞬时理论转速传送给变频器,实现卷绕辊恒线速度的控制。
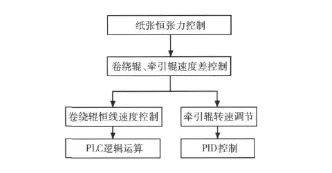
图2 系统的控制方案流程
纸张的恒张力控制主要由PLC内部的标准位置式PID功能块实现的。张力传感器将测得的实际值反馈到可编程控制器中,与张力的理论设定值相比较,通过PID运算得出偏差量。PLC通过该偏差量控制牵引变频器,实现纸张的恒张力控制。
3 系统硬件设计
德国西门子公司生产的PLC凭借其强大的功能、优越的稳定性,已在我国市场上占据了主导地位。依据该系统的需求,选用西门子公司300系列的PLC作为系统的控制器,CPU为带集成DP口的紧凑型313C-2DP。根据西门子S7-300系统要求,选用智能化的单通道计数模块FM350-1对编码器的高频信号计数,采用TP177B触摸屏作为人机界面,并利用西门子通用变频器MM440对交流电机调速。
从教学实验的需求出发,本系统设计了Profibus-DP总线、USS串行总线、模拟量3种方式来实现变频器与S7-300之间的通讯,操作人员可通过触摸屏灵活选择所需的通讯控制方式。触摸屏作为DP总线的从站,与主站S7-300之间只采用Profibus-DP总线的通讯方式。基于这3种通讯方式的恒张力系统硬件结构如图3所示。触摸屏将纸张卷绕参数的给定值传送给S7-300PLC,PLC根据内部逻辑运算与PID运算的结果修正变频器控制字,并将系统运行的参数实际值反馈给触摸屏。

图3 系统的硬件结构
3.1 Profibus-DP通讯
在变频器的正面安装Profibus DP模板,通过RS485串行接口与变频器实现Profibus通讯。Profibus-DP高速串行通讯系统是传感器领域最优化的系统,能很好地满足缩短系统响应时间的要求。Profibus-DP按照分布式I/O系统来操作,通过RS485串行总线把各个站点连接在一起,取代了传统的布线方式。一个总线系统最多可以把125个站点链接成为一个网络,各站点之间是开放的、透明的,且数据结构非常灵活,可以由一个主站或多个主站进行操作。选择Profibus-DP通讯方式时,变频器MM440需要设置的参数如表1所示。牵引变频器、卷绕变频器的Profibus地址分别为3,4,即P0918分别等于3,4。两个变频器的其它参数值相同。
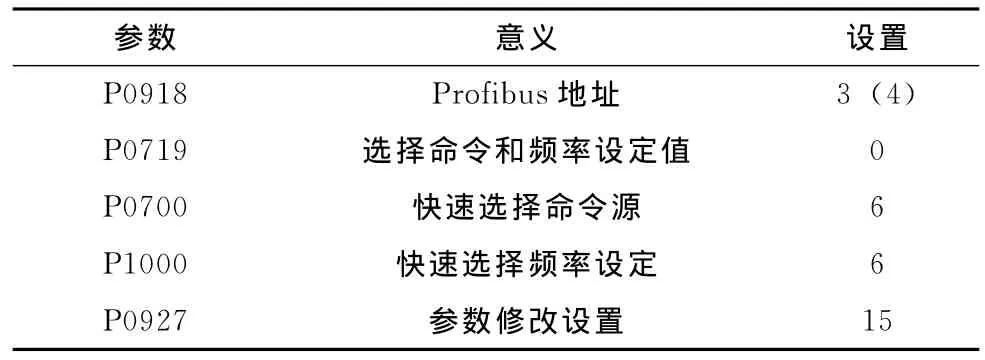
表1 DP总线通讯方式下MM440参数的设置
3.2 USS串行通讯
选用USS串行通讯方式时,因为紧凑型CPU313-2DP不自带串行通讯接口,所以需要增加CP340串口通讯模块。串行接口采用RS485双线连接。通用的串行接口协议(USS)按照串行总线的主-从通讯原理来确定访问的方法,总线上可以连接一个主站和最多31个从站。主站根据通讯报文中的地址字符来选择要传输数据的从站,在主站没有要求它进行通讯时从站本身不能首先发送数据,各个从站之间也不能直接进行信息的传输。选择该通讯方式时,变频器MM440需要设置的参数如表2所示。USS通讯方式成本相对DP总线方式较低,但是通讯速率比DP慢,能带的从站数少,主站只能有一个,且各站点之间的灵活性不高。
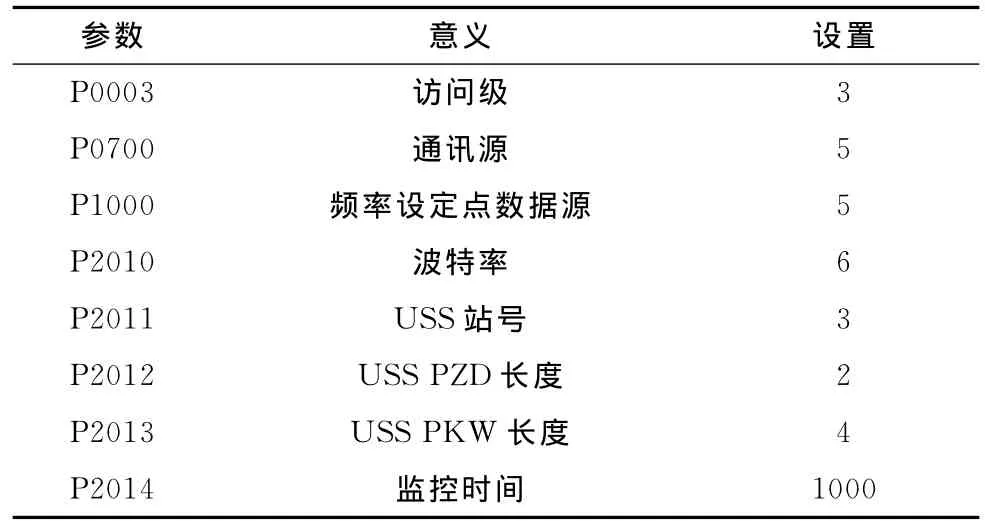
表2 USS串行通讯方式下MM440参数的设置
3.3 模拟量通讯
选择模拟量通讯方式时,需要给紧凑型CPU313-2DP增加一个SM332模拟量输出模块。模拟量通讯有电压信号与电流信号两种调速方式。一般电压信号比电流信号容易受干扰,优先选用电流信号。变频器MM440的参数P0756默认值为0,即默认电压信号对变频器调速,所以选择电流信号时需将P0756设定为1,并且将I/O控制板上的DIP开关设置为ON。S7-300输出端分配给变频器的地址如表3所示。PLC与变频器DIN端子的接线用于实现电机的启动、停止、反转控制;PLC与变频器AIN端子的接线则用于实现电机的调速控制。该通讯方式下,还需设置变频器MM440的参数P0700=2、P1000=2,其它的参数默认即可。模拟量通讯方式成本最低,但是容易受干扰,控制精度不高。
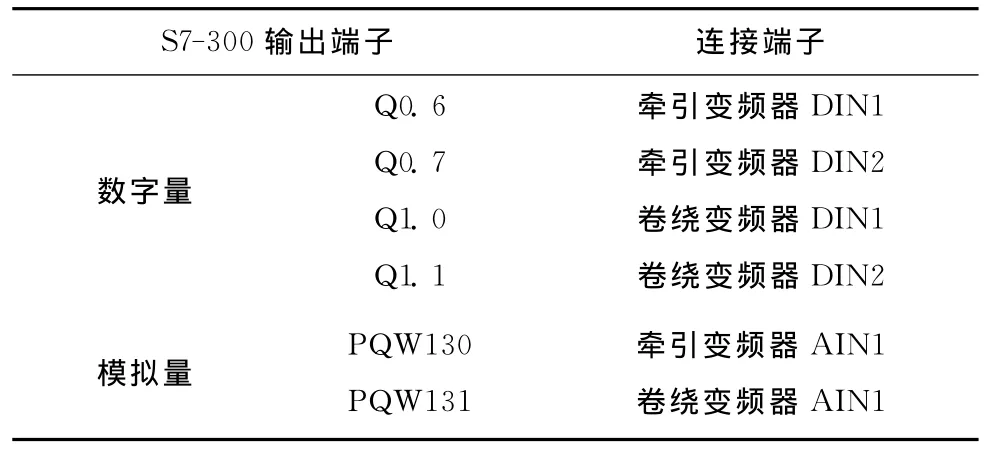
表3 PLC对变频器的输出地址分配
4 系统软件设计
采用西门子S7-300PLC的编程组态软件Step7对系统进行软件设计时,可分为3个部分:硬件组态、控制程序、通讯程序。
4.1 硬件组态
硬件组态是Step7软件编程时不可或缺的一步。硬件组态就是模拟真实的PLC硬件系统,将CPU、电源、信号模块、通讯处理器和功能模块等设备安装到相应的机架上,并对PLC硬件模块的参数进行设置和修改。纸张恒张力控制系统的硬件组态如图4所示。触摸屏选用网络组态,故不在硬件组态中显示。
4.2 控制程序
系统的控制流程如图5所示。纸张恒张力控制系统采用结构化编程方式,根据该系统的控制流程将总任务分解为若干个小任务块,小任务块还可以分解成更小的任务块,各任务块通过编程指令完成各自的任务。这样的编程方式在逻辑上非常清晰,方便了阅读和调试。
在给各任务块编程时需要编写相应的程序防止误操作。例如,变频器3种通讯方式之间的互锁功能、手动调试时牵引变频器与卷绕变频器之间的互锁功能等。同时,也需要编写相应的程序来保证纸张的卷绕质量。例如,当张力传感器检测的张力值波动范围超过了张力设定值的10%时,系统会自动报警并停止运行。此时操作人员需通过手动调节方式控制牵引变频器、卷绕变频器以解除报警、恢复运行。

4.3 通讯程序
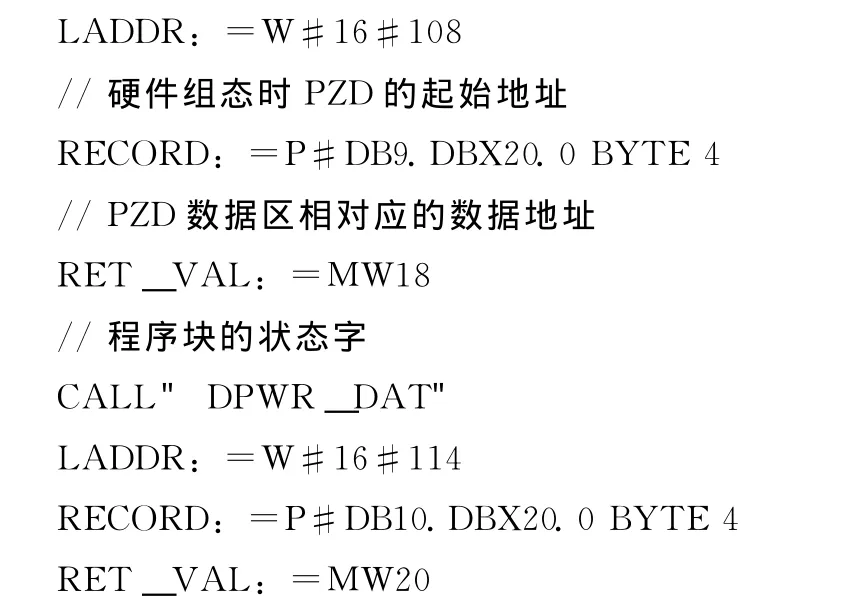
采用Profibus-DP通讯方式时,首先需要建立数据块,并将数据块中的数据地址与从站MM440中的PZD、PKW数据区相对应;然后,在程序中调用特殊功能块SFC(”DPWR_DAT”)实现主站S7-300对从站MM440的数据写入。系统调用程序如下:

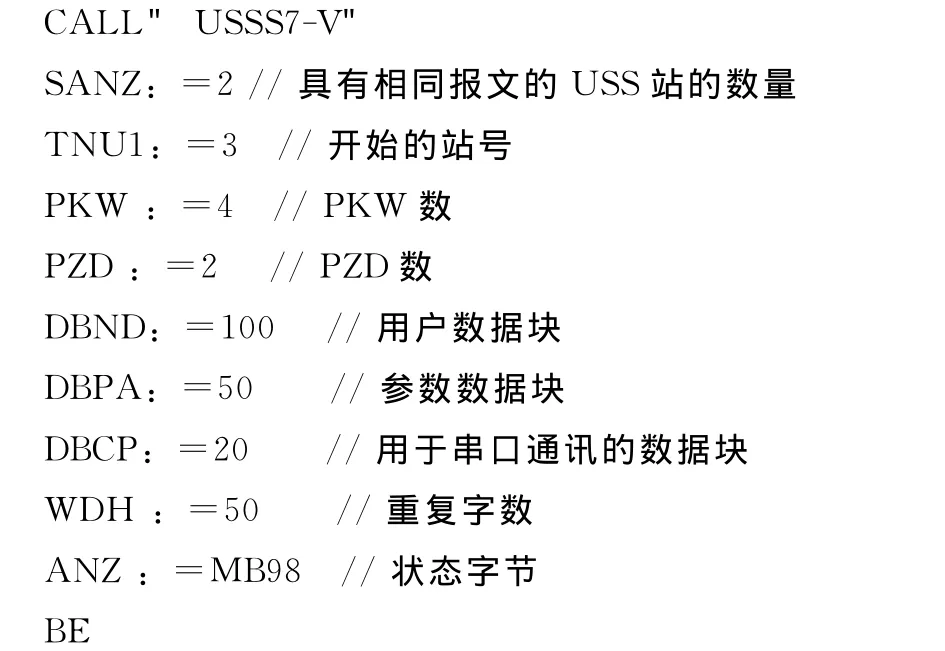
采用USS串口通信方式时,需将硬件组态时产生的DRVUSSS7库程序拷贝到应用程序中,并在OB100暖启动程序中修改相应的程序,实现主站S7-300对从站 MM440的数据传送。OB100修改后的程序如下:
5 系统人机界面设计
触摸屏是人机界面的发展方向,是操作人员与PLC之间双向沟通的桥梁。该系统选用西门子生产的TP177B触摸屏,并采用配套组态软件Wincc flexible进行人机界面编程组态。首先,安装Wincc flexible软件并集成到Step7中,实现触摸屏与PLC之间的通信和数据交换。然后,在Step7的SIMATIC管理器中创建HMI站对象,并将其作为DP总线的从站通过网络组态工具NetPro与PLC建立连接。最后,在Wincc flexible中根据系统的监视和操作要求对系统的界面和变量进行编辑组态。图6即为该控制系统的人机界面。首界面包括控制方式的选择与运行模式的选择;手动调节界面用于手动调节模式时对变频器的启动、停止、反向控制;卷绕参数设定界面与系统运行界面用于自动运行模式时参数的输入与运行状况的监控。
6 系统调试与运行
检查系统在模拟量、Profibus-DP、USS串行总线3种通讯方式下是否都能够实现纸张卷绕过程中变频器的无极调速,以及人机界面是否可以正确地实现监控功能。并通过对系统人机界面的观察与操作,验证设计是否正确与合理。图7即为系统调试成功后正常运行状态下纸张张力值的实时监控界面。

图6 系统人机界面
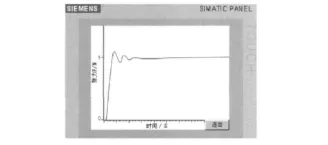
图7 纸张张力值实时监控
需要注意的是,系统运行过程中,若由Profibus-DP切换为USS串行通讯方式,则需要暂时断开变频器Profibus DP模块。因为USS串行通讯需使用变频器MM440的29、30号端子,而该端子与Profibus DP模块在变频器内部使用着同一个串行通信链路,并且Profibus DP通讯模块具有更高的优先级。
7 结束语
本文基于西门子S7-300系列PLC、变频器 MM440、触摸屏TP177B,以工业自动化纸张卷绕机为蓝本,设计出了教学型纸张恒张力卷绕控制系统。该系统的创新之处在于采用了3种典型的通讯方式:Profibus-DP、USS串行总线、模拟量。针对这3种通讯方式,文中给出了具体的硬件设计与软件设计,并通过人机界面编程组态实现了3种通讯方式的选择、参数输入以及实时监控。该系统设备已经在许多院校实验室被使用,针对性地培养出大量社会所需的自动化控制类人才。
[1]ZHANG Chi,YANG Lin. Realization of tension control of paper machine based on PLC and VFD [J].China Pulp & Paper,2010,29(9):53-55(in Chinese).[张池,杨琳.基于PLC与变频器的造纸机张力控制系统 [J].中国造纸,2010,29(9):53-55.]
[2]HUI Hongzhong,CHEN Lian,XIAO Mingyun.Direct strain control of paper machine based on S7-400PLC [J].Electric Drive,2009,39(11):68-70(in Chinese).[惠鸿忠,陈莲,肖明运.基于S7-400PLC的造纸机直接张力控制 [J].电气传动,2009,39(11):68-70.]
[3]REN Junjie,LI Yongxia,LI Yuan,et al.The realization of PID controller in closed-loop control system based on PLC [J].Manufacturing Automation,2009,31(4):20-23(in Chinese). [任俊杰,李永霞,李媛,等.基于PLC的闭环控制系统PID控制器的实现 [J].制造业自动化,2009,31(4):20-23.]
[4]GUO Xijin,REN Liangcai,GENG Yiwen,et al.Design and implementation of PLC experimental platform [J].Research and Exploration in Laboratory,2011,30(6):162-166(in Chinese).[郭西进,任良才,耿乙文,等.PLC综合实训平台的设计与实现 [J].实验室研究与探索,2011,30(6):162-166.]
[5]GAO Jun.Design of paper machine multi-speed control system based on PLC and touch screen technique [J].China Pulp &Paper,2011,30(5):48-52(in Chinese).[高俊.基于PLC和触摸屏技术的纸机多段速度控制系统设计 [J].中国造纸,2011,30(5):48-52.]
[6]CHEN Shenghai.PLC and frequency conversion control system in paper finishing plants [J].China Pulp & Paper Industry,2011,32(10):60-63(in Chinese).[陈声海.造纸加工车间PLC及变频控制系统 [J].中华纸业,2011,32(10):60-63.]
[7]MENG Xiankun,LI Minghui.Design and application of transmission control system for paper machine [J].Control and Instruments in Chemical Industry,2011,38(6):691-695(in Chinese).[孟宪坤,李明辉.纸机传动控制系统的设计与应用[J].化工自动化及仪表,2011,38(6):691-695.]
[8]PENG Zhenrui,DONG Haitang,YIN Hong,et al.Research and fabrication of control system of new paper and yarn compounding bag-making machine [J].Transducer and Microsystem Technologies,2011,30(6):90-92(in Chinese).[彭 珍瑞,董海棠,殷红,等.新型纸纱复合制袋机控制系统的研制[J].传感器与微系统,2011,30(6):90-92.]
[9]XU Jiaming,CHENG Gengguo.Design PLC standard communication program which communicates frequency converter based on USS protocol[J].Microcomputer Information,2009,25(3):164-166(in Chinese).[徐家明,程耕国.PLC与变频器基于USS的标准化通信 [J].微计算机信息,2009,25(3):164-166.]
[10]GUAN Yuming,CHENG Qi,XIAO Yanchun,et al.The design of the touch-screen inverter and PLC in controlling speed system [J].Machinery Design & Manufacture,2009,(3):15-16(in Chinese).[关玉明,程琪,肖艳春,等.触摸屏变频器与PLC在调速系统中的设计 [J].机械设计与制造,2009,(3):15-16.]
[11]LIN Jinshi.Automatic control system of the line rounding machine based on PLC [J].Mechanical & Electrical Engineering Technology,2009,38(4):48-52(in Chinese).[林锦实.基于PLC的绕线机自动控制系统 [J].机电工程技术,2009,38(4):48-52.]
[12]JI Yeyi,LI Youzhi,SUN Shujuan.Application of PROFIBUS in weaving machine [J].Manufacturing Automation,2009,31(10):107-109(in Chinese).[季业益,李有智,孙书娟.PROFIBUS总线在织造机上的应用 [J].制造业自动化,2009,31(10):107-109.]
[13]ZHANG Chi,WANG Zhijun.Design of control system in papermaker based on PROFIBUS field-bus[J].Computing Technology and Automation,2009,28(3):56-59(in Chinese).[张 池,王志军.基于PROFIBUS现场总线的造纸机电控系统设计 [J].计算技术与自动化,2009,28(3):56-59.]
[14]YU Hengzhou,LU Wuyi,GUO Aihong,et al.Compound device constant tension control system [J].Electric Drive,2007,37(3):56-59(in Chinese).[禹恒洲,鲁五一,郭爱红,等.复合机恒张力控制系统 [J].电气传动,2007,37(3):56-59.]
[15]ZHANG Chi,LI Shaopeng,WANG Zhijun.Control system in rewind machine based on PROFIBUS field-bus [J].Instrument Technique and Sensor,2007,(8):31-32(in Chinese).[张池,李绍鹏,王志军.基于PROFIBUS现场总线的复卷机电控系统设计 [J].仪表技术与传感器,2007,(8):31-32.]
[16]SHEN Yu.Design of constant tension control system based on fuzzy-PID [J].Hydraulics Pneumatics & Seals,2009,29(2):48-51(in Chinese). [沈瑜.基于模糊PID的恒张力控制系统设计 [J].液压气动与密封,2009,29(2):48-51.]
[17]LI Haixia,LI Shaoyang,XU Yun,et al.Application of USS protocol in DC driver control system [J].Electric Drive,2007,37(2):16-19(in Chinese).[李海 霞,李绍阳,徐芸,等.USS协议在直流电控系统中的应用 [J].电气传动,2007,37(2):16-19.]
[18]GE Suoliang,XU Jin.Design and application of the experimental control system with inverters based on Profibus-DP[J].Research and Exploration in Laboratory,2008,27(3):22-25(in Chinese).[葛锁良,许瑾.基于 Profibus-DP的变频控制实验系统的研制与应用 [J].实验室研究与探索,2008,27(3):22-25.]
[19]SONG Chunmei,YANG Jiancheng,LI Wenwu,et al.Development of winding system for constant tension of seal strip [J].Journal of Tianjin Polytechnic University,2008,27(2):66-69(in Chinese).[宋春梅,杨建成,李文武,等.密封毛条恒张力卷绕系统的研制 [J].天津工业大学学报,2008,27(2):66-69.]
[20]ZHOU Zhiwen.Application of PLC in coiling coater [J].Vacuum,2008,45(1):71-74(in Chinese).[周志文.可编程序控制器在卷绕式镀膜机中的应用 [J].真空,2008,45(1):71-74.]
猜你喜欢
数学小灵通·3-4年级(2024年1期)2024-05-15 02:07:18
青少年科技博览(中学版)(2022年9期)2022-11-01 08:21:30
造纸信息(2021年3期)2021-04-19 00:09:39
装备制造技术(2019年12期)2019-12-25 03:06:36
测控技术(2018年12期)2018-11-25 09:37:42
知识就是力量(2018年7期)2018-07-11 06:39:56
电子制作(2016年21期)2016-05-17 03:53:12
工业设计(2016年11期)2016-04-16 02:44:42
电测与仪表(2015年11期)2015-04-09 11:46:30
铁路通信信号工程技术(2014年5期)2014-02-28 16:57:49
