
TMEIC机座焊接变形控制
2012-05-02 12:54:08周玮
上海大中型电机 2012年3期
周 玮
(上海电气集团上海电机厂有限公司,上海 200240)
0 引言
TM系列中型异步电动机与以往电机有所不同,结构更为简单,中间没有机壁,与定子铁心的固定完全靠底脚板上底座,且底座在单件上进行金加工,装焊后不再金加工,这就对机座焊接精度要求特别高。因此,必须严格控制焊接变形。
1 3200-2机座和2100-4机座的结构特点及焊接难点
1.1 3200-2机座的结构特点及焊接难点
3200-2机座(图1),其机壁选用32 mm钢板,弯板、侧板选用了10 mm钢板,底脚板、底座选用了36 mm钢板,材料均为Q235-A。要求除了底座单件金加工外,其它单件均不加工。其焊接难点是机座焊接后,两块底座的平面度、平行度要求控制在0.5 mm 以内。
1.2 2100-4机座的结构特点及焊接难点
2100-4机座(图2),其机壁选用25 mm钢板,弯板、侧板选用了6 mm钢板,底脚板选用了36 mm钢板,底座选用了25 mm钢板,材料均为Q235-A。要求除了底座单件金加工外,其它单件均不加工。其焊接难点是机座焊接后,四块底座的平面度、平行度要求控制在0.5 mm以内。

图1 3200-2机座
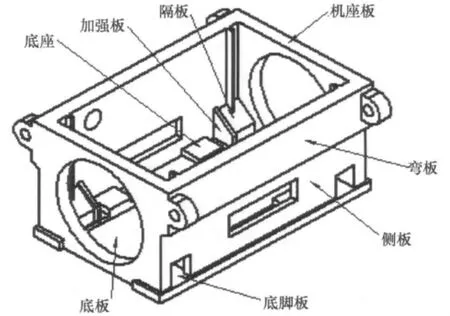
图2 2100-4机座
2 焊接工艺的确定
2.1 焊接试验
2.1.1 母材的选择
选用与机座相同的Q235-A钢板,底脚板、底座、底板的尺寸和厚度与机座一致,机座板、侧板用250 mm高度来代用,其中1块底脚板单面金加工后进行焊接变形试验。(图3)
2.1.2 焊接材料和方法的选择
Q235-A钢属低碳钢,焊接性随含碳量增加而恶化,其化学成分见表1、力学性能见表2。
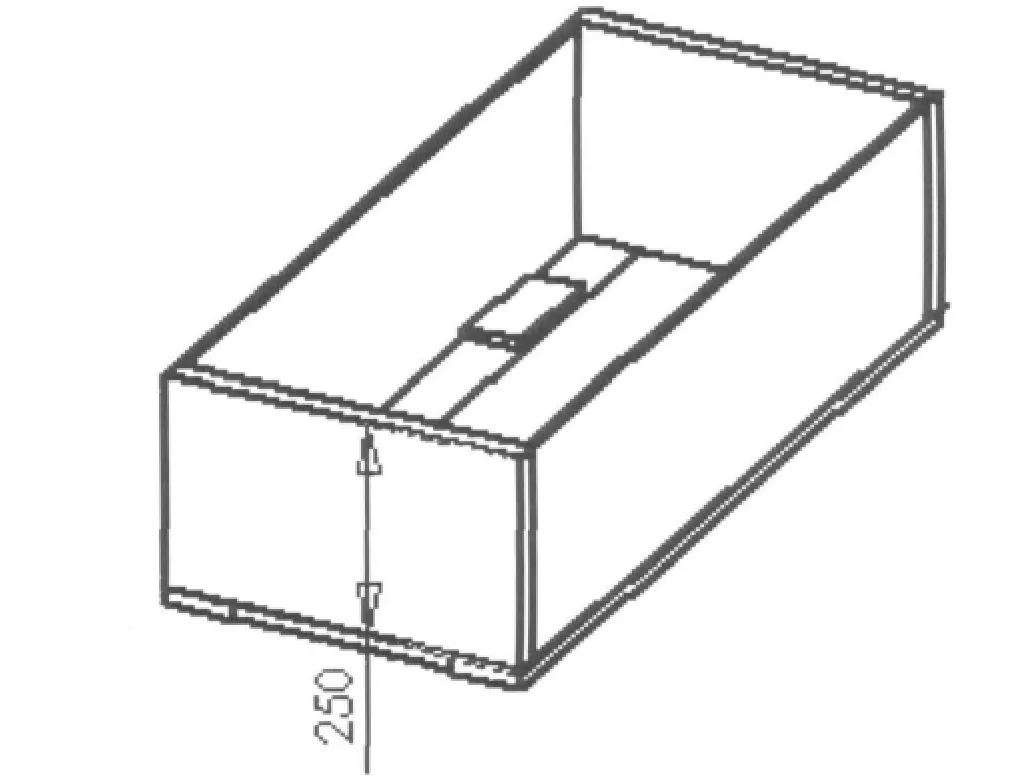
图3 机座框架示意图

表1 Q235-A钢的化学成分%
由表1可知,Q235-A钢除含碳量低,其它合金元素含量也较少,是焊接性能最好的钢种。采用通常的焊接方法焊接后,接头中不会产生淬硬组织或冷裂纹。选择适当的焊接材料,便能得到满意的焊接接头。
选择焊接材料的主要依据是保证焊缝金属的强度、塑性和韧性等力学性能与母材相匹配或略高于母材。
为了达到焊缝与母材的力学性能相当,选择焊接材料应从母材力学性能出发,而不是从化学成分考虑选择与母材成分完全相同的焊接材料。焊接金属的力学性能不仅取决于化学成分,还取决于金属的组织状态。在焊接条件下,焊缝金属冷却很快,完全脱离平衡状态,如果选择与母材相同成分的焊材,焊后焊缝金属的强度将升高,而塑性和韧性将下降,这对焊接接头的抗裂性能和使用性能非常不利。[1]
焊接Q235-A钢,公司常用的焊接方法是焊条电弧焊和 CO2气体保护焊,焊条电弧焊选用E43××系列焊条。CO2气体保护焊选用ER50-6焊丝。它们的熔敷金属抗拉强度均能满足Q235-A钢的强度要求。
CO2气体保护焊与焊条电弧焊相比,CO2气体保护焊具有焊接效率高、焊缝金属含氢量低、熔深大、变形小、烟雾少等优点。而TMEIC电机机座的焊接难点是焊接变形量的控制,因此选择CO2气体保护焊比焊条电弧焊更为合理。
但CO2气体保护焊金属飞溅较多,且易产生气孔。采用混合气体保护焊(80%Ar+20%CO2),其工艺特性接近纯CO2气体保护焊,但焊缝冲击韧性高、飞溅少,改善呈蘑菇状的焊缝截面形状,控制焊缝的冶金质量,减少焊接缺陷,改善焊缝形状及外观。因此选用混合气体保护焊比纯CO2气体保护焊效果更佳。
2.1.3 焊接参数的确定
焊接采用ER50-6焊丝混合气体保护焊,中厚板(机座板、底脚板和底座等)的焊接电流选用250~260 A,焊接电压选用32.5 V。薄板(侧板、弯板等)的焊接电流选用160~180 A,焊接电压选用22.5 V。适当提高电流,电压可减少飞溅,熔深大,焊接接头性能好。但侧板、弯板处较薄,选用相对较低的电流、电压避免工件烧穿,焊缝成形变坏、咬边的焊接区晶粒长大等缺陷。
2.2 焊接工艺的确定
选择合理的焊接顺序,创造合理的焊接条件,是可以达到要求的。首先要保证焊接平板的平整,保证底脚板平面平整,消除这些外在因素引起的装配误差。底脚板、底座金加工要求一次装夹,且多次翻身加工,公差平面度控制在0.1 mm以内,并做好配对标记。装配时用工艺撑筋固定机座板和侧板,底脚板平面用工艺挡板保护,压板压住,由两边向中间焊接,两端交叉进行。除机座板与侧板为立焊外,其余均为平焊。等第一面焊缝焊完,完全冷却后,拆除压板,用百分表测量出底脚板平面度为0.33 mm,翻身将其余焊缝焊好。由此判断焊接平板基本平整,焊接变形出控制在范围之内。将机座置于焊接平板,用砂轮清除底脚板上飞溅等,按底脚板测出的高低尺寸,底座的厚度调整4块底座的位置,尽可能减少焊后底脚板变形和底座金加工引起的误差。定位焊后底座上盖4块工艺挡板保护金加工面,用压板压住,由两边向中间焊,两端交叉对称焊。待冷却后拆除压板,用百分表测量出4块底座平面度为0.28 mm,用刀口尺和塞尺来检测4块底座之间的平面度为0.50 mm。按照同样的装焊工艺,2极机座焊接完成后,用百分表测量出2块底座平面度为0.05 mm,用刀口尺和塞尺来检测2块底座之间的平面度为0.30 mm,同样达到要求。
3 结语
TM系列电机机座结构特点决定其焊接过程中控制变形的重要性,采用ER50-6混合气体保护焊、中厚板焊接电流250~260 A,焊接电压选用32.5 V;薄板的焊接电流160~180 A,焊接电压22.5 V的焊接参数。分步装焊、搭压板、由两边向中间焊的焊接方法,完全达到工艺要求。TM系列电机是我公司新的支柱产品,机座焊接的成功,是该引进技术成功的第一步。
[1]陈祝平.焊接工程师手册[M].北京:机械工业出版社,2001.
猜你喜欢
农电管理(2022年4期)2022-04-18 11:00:46
轮胎工业(2021年2期)2021-12-24 15:19:31
南昌大学学报(工科版)(2021年2期)2021-07-29 00:30:30
防爆电机(2021年2期)2021-06-09 08:14:44
工业加热(2020年8期)2020-09-14 09:03:08
作文与考试·小学低年级版(2020年12期)2020-06-21 15:14:24
科学与技术(2018年25期)2018-06-17 07:31:52
四川水泥(2016年7期)2016-07-18 12:06:26
凿岩机械气动工具(2016年3期)2016-03-01 04:00:23
机械工程师(2014年9期)2014-07-08 02:16:08

- 上海大中型电机的其它文章
- 信息点滴
- 空冷发电机转子副槽通风结构介绍
- 一种新颖的电机风路结构