利用振动时效技术消除高炉热风炉穹顶的焊接残余应力
2012-04-29 06:13:55吴文明
科技创新导报 2012年21期
吴文明

摘 要:利用振动时效技术消除热风炉穹顶壳体焊缝焊接残余应力,选用了最大激振力为50KN的LCDVSR-07型振动消除应力系统,激振点选在壳体顶部人孔法兰上,取得了明显的应力消除效果和较好的经济效益并缩短了工期。
关键词:振动时效热风炉壳体焊接残余应力
中图分类号:TG441 文献标识码:A 文章编号:1674-098X(2012)07(c)-0101-02
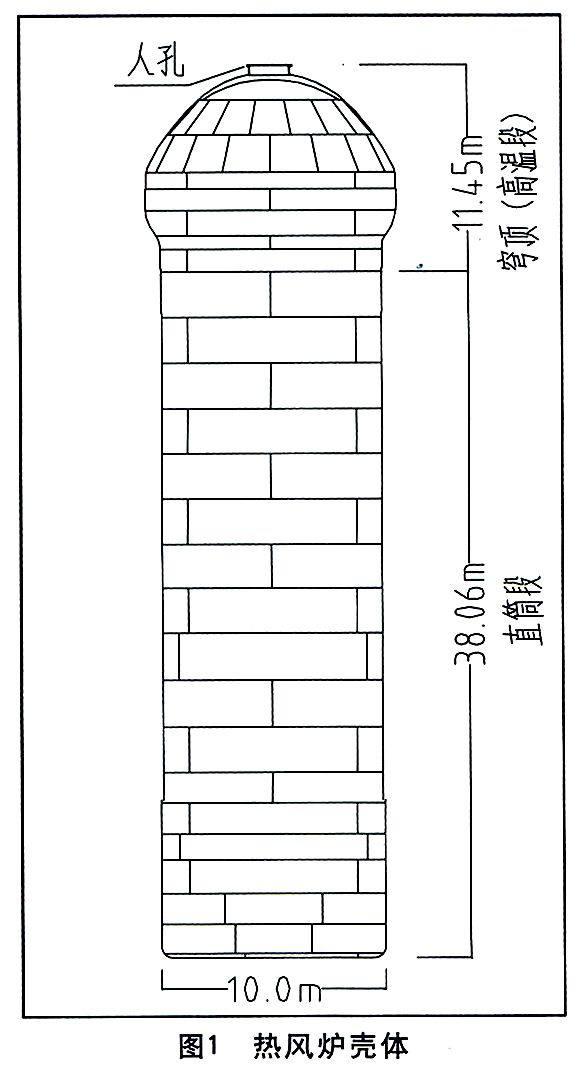
宁波钢铁公司1#2500m3高炉系统热风炉高度为49.5m,直径为10~11.34m,重量404t,材质分两种,直筒段壳体为Q235B,穹顶(即高温带)材质为Q345B,穹顶壳体由多块壳体瓣分片组装焊接而成,穹顶壳体钢板最大厚度为50mm(见图一)。由于体积大,钢板厚,穹顶壳体焊缝残余应力值高,最大实测值近400MPa。热风炉投用后要在酸性气体环境下承受高温和交变高压应力作用,工况恶劣,在此情况下焊缝易出现应力腐蚀裂纹。因此设计要求对高温带壳体进行消除应力处理。
消除焊接残余应力长期以来一直采用电加热方式,但电加热方式存在工期长,短期电能消耗高,受气候条件影响大,在工期上难以保证,及个别电加热毯易损坏,质量不易保证等缺点。国内大量的工程实践已证明[1],振动时效具有下列显著的技术作用:①降低和均化应力;②防止和减少应力腐蚀;③防止和减少结构变形;④可提高焊缝的抗疲劳特性,延缓开裂,提高使用寿命。在宁钢1#高炉系统热风炉施工过程中,根据工程进展实际,参考国内振动时效设备应用情况,决定采用振动时效消除残余应力。(如图1)
1 设备工艺参数选择[2]
1.1 设备
高温带壳体位于38.6m以上的高空,重量达110t,受吊装能力所限,无法在地面焊接并消除应力处理完成后整体吊装,必须在分瓣吊装到位并与直筒段焊接为一整体后,对整个壳体进行消除应力处理。热风炉壳体总质量量达404t,确定使用最大激振力为50KN的LCDVSR-07型振动消除应力系统设备,选择多点激振和多频率工艺来处理。
通过试振确定如下的工艺参数:
(1)由试振得出壳体的共振频率有4个,根据其振动形式优化选择最佳频率组,确定两个(4659Hz和5915Hz)处理频率。(2)处理时间为每个频率处理25~35min。
1.2 激振点、拾振点的位置
激振点应选在刚性较大的厚板处,以便能带动壳体产生共振。由于壳体质量和形体较大,为使壳体各部分都能产生共振,焊接残余应力均匀降低,激振点选择在壳体顶部正中的Φ1800mm人孔法兰,法兰位于壳体对称中心点,与壳体焊接连接,可使壳体各部分都能产生振幅基本一致的共振,焊接残余应力能均匀降低。考虑到结构轴对称的特点,选择2个激振点分别位于法兰边沿直径两端点。
拾振点选在远离激振器且在振幅较大处,热风炉穹顶时效振动按悬臂时效方式考虑,选在穹顶下沿,与壳体焊接连接。激振点、拾振点位置见图2。
1.3 支撑点对振动波形影响
一般情况下,穹顶通过橡胶垫和枕木支撑在支架上进行振动时效作业,由于热风炉穹顶位于38.6~50m的高空,为防止振动过程出现跌坠,将热风炉直筒段与穹顶焊接完成形成整体,对穹顶按悬臂时效方式进行处理。热风炉壳体底部通过地脚螺栓与混凝土承台连接,通过试振,得出热风炉壳体振动波形,底部螺栓连接对38m高度以上的高温带壳体的振幅影响不影响消除应力效果,故对底部固定螺栓只做一般性紧固,以防止振动过程中热风炉发生水平位移即可。
1.4 效果评定检测方法及测点布置
效果评定采用残余应力检测法,在时效前后采用盲孔法进行残余应力测试,通过数据对比评定效果。应力测点均匀布置(见图2),涵盖穹顶各带立焊缝和横(环)焊缝。共布置18个应力测点,其中9个测点在焊缝中心,9个测点在焊缝根部。
2 振动时效实施
按照试振确定的处理频率,对热风炉进行主振,观测振中时效曲线(a—t曲线)。振动时间控制,根据时效曲线(a—t曲线) 出现上升后变平或上升后下降然后变平情况后,再振动3min,结束时效。实际振动时间,在激振点1,振动37min,在激振点2,振动时间32min。
3 数据检测与分析
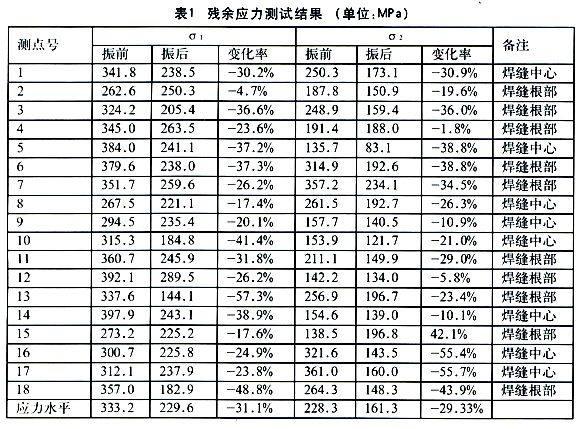
3.1 穹顶振动处理前、后的残余应力测试数据如表一,并计算得出单点及总的应力水平的振动处理前后的变化率(如表1)
3.2 残余应力测试数据的分析
从表一可以看出穹顶的振动处理在消除应力上有明显效果:
(1)总的应力水平(即平均应力)从振前的333.2MPa下降至229.6MPa,下降率为31.1%,超过国家机械行业标准JB/T5926-2005中规定的指标(应大于30%)。[3](2)各点的最大应力普遍下降。(3)高应力下降的比例大,说明应力均化程度好。
上述分析,说明穹顶振动时效处理的工艺参数选择合理,达到预期目的。
4 效益
4.1 经济效益
如果采用电加热方式局部热处理,造价(含人工、设备、工具、工装、能耗、脚手架等费用)是35万元。振动时效处理费用共计15万元,降低造价20万元。
4.2 工期效益
振动时效处理费用三座炉共计8d,如果采用电加热方式局部热处理,三座炉处理完成需工期在22d,节省工期两周。
4.3 宁钢1#高炉热风炉自2007年4月投入使用,至今已安全运行5年,热风炉高温带焊缝未曾出现裂纹,实践证明热风炉高温带焊缝振动时效消除应力具实际效果
5 结语
采用振动时效技术对大型冶金设备热风炉壳体结构进行消除应力处理,效果明显、可靠。同时可明显缩短工期,降低建设费用。采用振动时效技术对大型热风炉壳体结构进行消除应力处理,消除应力效果更均匀,避免了电加热热处理时部分电加热毯易损坏,加热不均匀,容易出现局部无效果的问题。采用振动时效技术,大大节省电能消耗,节能效果明显。
参考文献
[1] 房德馨.金属的残余应力与振动处理技术[M].大连:大连理工大学出版社,1989.
[2] 国家机械行业标准.焊接构件振动时效工艺参数选择及技术要求(JB/T10375-2002).
[3] 国家机械行业标准.振动时效效果评定方法(JB/T5926-2005).
猜你喜欢
石油沥青(2022年2期)2022-05-23 13:02:42
山东冶金(2022年1期)2022-04-19 13:40:26
天津冶金(2020年2期)2020-04-24 02:27:28
山东冶金(2019年3期)2019-07-10 00:53:54
材料科学与工程学报(2016年1期)2017-01-15 13:33:58
上海金属(2016年3期)2016-11-23 05:19:47
中国环境监察(2016年4期)2016-10-24 05:24:34
现代工业经济和信息化(2016年2期)2016-05-17 05:34:13
上海金属(2014年1期)2014-12-18 06:51:59
中医研究(2014年4期)2014-03-11 20:28:44