悬挂式积放储运系统的设计
2012-04-29 04:29董加旺孙连伟
科技创新导报 2012年21期
董加旺 孙连伟
摘 要:本文介绍了悬挂式储运输送系统的电气设计方案,重点介绍了控制系统的构成,硬件的组态及软件的编程调试等内容。控制系统选用西门子S7-300 PLC及ET200S构成现场控制网络,采用WINCC上位机系统通过RFID读写相关信息实现对库区的控制,并能实时显示库区内的工件信息,并进行故障统计查询等。系统具有安全可靠、技术先进,操作简便等优点。
关键词:悬挂式储运输送系统现场控制网络RFID安全可靠
中图分类号:TP27 文献标识码:A 文章编号:1674-098X(2012)07(c)-0051-02
1 引言
悬挂式储运输送系统是将多条悬挂式积放链根据用户要求的输送及存储线路组合成的一套集工件转运,编组存储及工件排序的输送设备。因其输送距离远,存储工件多,工件编组排序灵活等优点而广泛应用于喷涂、烘干、装配和产品转运等领域。
悬挂式储运输送系统是一种自动化程度较高的系统,通过提升机能够实现自动上件及下件,通过RFID可以为吊具写入工件信息,利用吊具内的信息,可以实现工件的分类存储,通过上位机的控制,可以从库区调用需要的工件下线,下线区不需要下线的工件仍可以返回库区等待下一次调用。这些功能使该系统使用灵活,操作简单,是一种比较柔性的输送系统,更符合现代自动化生产的需求。
悬挂式储运输送系统的优点是结构简单,使用灵活,适用于大规模生产且成本较低,缺点是输送链运行噪音较大,链条易磨损且不易更换。随着技术的不断提高,基于悬挂式积放的储运系统仍由较好的应用前景。
2 悬挂式储运输送系统方案介绍
2.1 悬挂式储运输送系统的构成
悬挂式储运输送系统主要是由提升机和悬挂式积放链构成。
提升机又分为上件提升机和下件提升机,用于将工件转挂到积放线上或将工件从积放线上转运的其他设备上。
提升机主要是由推车机构,定位机构,吊具动作机构,及升降机构等组成,推车机构用于将吊具推至提升机,定位机构用于将吊具定位,吊具动作机构用于工件的抓取,升降机构用于吊具的升降。
悬挂式积放链主要是由驱动机构,停止器,止退器,道岔等构成,驱动机构主要是驱动链条的运行,停止器用于阻挡吊具的运行,止退器用于防止吊具的溜车,道岔主要是控制吊具运行的路径。
2.2 悬挂式储运输送系统的控制方案介绍
悬挂式储运输送系统是一种比较大且分散的系统,积放线的输送比较长,停止器、道岔的分布比较散,上下件提升机间的距离也比较远,因此采用分布式PLC控制方式。这里我们选用SIEMENS的基于Profibus DP的分布式总线产品ET200S。
采用SIEMENS的带有DP主站功能的PLC作为控制系统的核心,将输送系统根据控制区域或功能划分成若干个控制区,每个控制区通过ET200S从站接入主控PLC系统,输送系统内的传感器电磁阀等就近接入相应的控制区。
采用P+F的带有DP从站功能的RFID作为数据的写入读取设备,将工件的信息写入输送系统中,在输送过程中,系统可根据这些信息,自动控制工件的运行,进入相应的库区,及存储区,实现编组及排序。
采用SIEMENS的Wincc作为上位机控制软件,通过该软件可以对库区参数设置,对库区进行管理操作,监控系统运行情况,显示系统故障信息并统计汇总等。
3 悬挂式储运输送系统的硬件配置与组态
3.1 PLC及DP总线系统的硬件配置
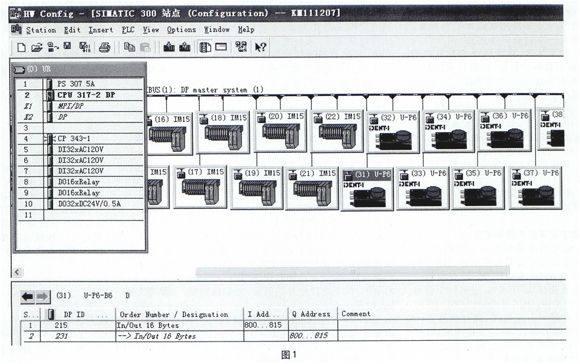
主机选用SIEMENS 317-2DP,这款PLC支持PROFIBUS-DP主站功能,可直接接入DP网络。配置一块以太网通讯模块CP343-1,用于上位机WINCC组态软件和STEP 7编程软件的通信。配置3块DI32模块用于检测控制柜内断路器接触器的状态,配置2块D016模块用于控制控制柜内电源的输出及输出状态的指示。
DP从站选用SIEMENS ET200S,主要由DP接口模块IM151-1,电源模块PM-E 24VDC,输入模块4DI 24VDC ST,和输出模块4DO 24VDC/0.5 ST构成,每个DP从站必须配置1个接口模块,用于接入DP网络,输入模块,输出模块的数量取决于该子站控制范围内传感器和电磁阀等的数量,并需要预留一定数量的备用点,用于与其他设备的交互信号,电源模块的数量取决于,输入输出模块的数量,在进行从站配置时,可借助SIEMENS公司提供的ET200S配置工具进行选型与配置。
PLC及DP总线的组态,是通过STEP 7软件中的HW config软件进行配置的,组态实际上就是为模块或从站分配一块PLC中地址,使PLC可以通过相应的地址对模块或从站上具体的点位进行控制。
配置实例如图1所示:
将配置信息下载到PLC后,PLC会根据此配置信息,检测输入的状态和执行相应的输出。
3.2 信息读写系统的硬件配置
信息读写系统采用P+F公司的IPT-FP,这种读写头可安装在U-P6-B6网关上,U-P6-B6网关提供DP接口,可作为一个DP从站直接接入DP网络,通过P+F公司提供的GSD文件,PLC可识别U-P6-B6网关并为其分配一个地址区,通过此地址区存储需要读写的信息。经过数据处理后,可用于工件的识别及输送过程中道岔的控制,及库区中的数据追踪等。
3.3 上位机系统的硬件配置
上位机采用研华IPC-510工控机,采用双核2.8GhzCPU,2G内存,320G硬盘,主板带4个串口,两个千兆以太网口,5个PCI扩展插槽,便于扩展,性能强大,预装WINDOWS XP操作系统,OFFICE办公软件,STEP 7编程软件及WINCC组态软件。
4 悬挂式储运输送系统的软件编程
4.1 悬挂式积放链系统的软件编程
悬挂式积放链系统的控制包括输送链运行控制,停止器动作控制及道岔动作控制;
输送链运行控制包括输送链的启动,停止,驱动站过载,张紧过松过紧检测等;输送线的启动具有单独启动和一起启动的功能;输送线的停止具有预停止功能,预停止功能是指输送链的停止器都处于关闭到位时才允许停止的功能;驱动站过载,用于保护驱动装置,防止由于机械的卡阻,造成电机持续的过载运行;张紧过紧过松检测,用于保护链条过度拉伸造成断裂。
停止器动作程序包括停止器的自动手动打开功能;停止器的自动打开功能是在自动状态下根据前后工位的逻辑关系使停止器打开或关闭的功能;停止器的手动打开功能是在手动状态下个,通过打开按钮控制停止器打开或关闭的功能,停止器的手动代开功能分为两种情况,一种是按下打开按钮后停止器根据前后工位的逻辑关系使停止器打开或关闭,另一种是按下打开按钮后停止器打开,松开按钮后停止器闭合的功能。
道岔动作控制程序包括道岔的自动手动切换功能,道岔的自动切换是在自动状态下通过RFID读取工件的信息,与上位机预设的库区参数进行比较,根据比较值控制道岔的直通或弯通;道岔的手动控制是在手动状态下,通过直通按钮控制道岔的直通,通过弯通按钮控制道岔的弯通;
4.2 提升机系统的软件编程
提升机系统的控制包括推车机的运行控制,小车的定位控制,锁紧机构的控制,吊具张开机构的控制及升降机构的控制。
推车机的运行控制包括推车机的自动手动运行控制;自动状态下,推车机占位开关触发后,推车机推车,推车到位后,推车机自动返回;手动状态下,推车机占位开关触发后,按下推车按钮,推车机推车,推车到位后,推车机自动返回。
小车定位控制包括定位机构的自动及手动控制,自动状态下,提升机工位占位开关触发后,定位机构动作,锁紧小车,提升机动作完成后,定位机构复位,松开小车,准备放行;手动状态下,提升机工位占位开关触发后,按下定位锁紧按钮,定位机构锁紧小车,按下定位松开按钮后,定位机构复位,松开小车。
锁紧机构的控制包括锁紧机构的自动及手动控制,自动状态下,下车定位完成后,锁紧机构打开,提升机升降,提升机再次升到高位时,锁紧机构闭合;手动状态下,小车定位完成后,按下锁紧松开按钮,锁紧机构松开,按下锁紧按钮,锁紧机构锁紧。
吊具张开机构的控制包括吊具张开机构的自动据手动控制,自动状态下,上件提升机处于高位时吊具张开,处于低位时闭合,下件升降机处于低位时吊具张开,处于高位时闭合,手动状态下,提升机处于高位或低位时,按下吊具张开按钮,吊具张开,按下吊具闭合按钮,吊具闭合。
升降机构的控制包括升降机构的自动及手动控制,自动状态下,轨道锁紧打开后,提升机下降,吊具取放件完成后,提升机上升;手动状态下,按下下降按钮,提升机下降,按下上升按钮,提升机上升。
4.3 读写系统的软件编程
读写系统的读写头根据功能可分为两种,一种具有写入及读取功能,一种只具有读取功能。当写数据工位占位后,读写头将数据写入吊具载码体,写入数据的读写头会通过读取一次数据,校验写入数据的正确性;当读数据工位占位后,读写头将从吊具载码体读取数据,与上位机预设参数进行比较,根据比较值执行相应的动作。
4.4 上位机系统的软件编程
上位机系统的组态采用SIEMENS的WINCC,主要功能由库区参数设置,库区数据显示,输送系统运行状态监控,故障报警等功能。
库区参数设置,用于设定库区存储的车型及库区下线车型;读写系统读取工件的信息后,会根据这些参数的设置,进入不同的库区及下件。
库区数据显示,用于显示库区内存储的工件的位置,类型,颜色等。
输送系统运行状态监控:通过图形实时地显示设备的运行工况,及元件的动作状态,如电机的运行、停止,停止器、道岔的动作状况。
报警功能:当装配线出现故障或设备本身出现故障时,能把故障信息输入到报警表并在屏幕上进行报警显示,同时系统能进行声光报警。报警位置并能在动态画面上显示。
5 结语
悬挂式储运输送系统自动化程度较高,控制站、读写站较多,数据传输量大,对控制系统的要求较高。通过采用SIEMENS的PLC和DP网络,采用区域化、功能化设计,基本实现了规划要求,系统运行稳定、可靠,减少了设备运行的故障率,提高了生产效率,能够满足较大规模自动化生产的需求。在工业生产领域必将有更广阔的应用前景。
参考文献
[1] STEP 7 编程手册.
[2] 配置硬件和通讯连接STEP 7.
[3] 分布式I/O系统ET200S操作说明.
[4] IPT-FP WITH U-P6-B6手册.
猜你喜欢
化工管理(2022年13期)2022-12-02
山东冶金(2022年4期)2022-09-14
电子乐园·上旬刊(2022年5期)2022-04-09
起重运输机械(2021年21期)2021-11-24
科学与财富(2021年35期)2021-05-10
专用汽车(2018年10期)2018-11-02
中国铸造装备与技术(2017年3期)2017-06-21
山西煤炭(2015年4期)2015-12-20
中国储运(2015年1期)2015-11-21
机电产品开发与创新(2014年6期)2014-03-11