搪玻璃反应罐的夹套缺陷分析及处理措施
2012-04-29 00:44:03钟军平
中国高新技术企业 2012年9期
关键词:夹套
钟军平
摘要:搪玻璃设备在生产过程中会产生多种缺陷,必须定期对其检验和维护。文章通过对某搪玻璃反应罐进行磁粉探伤,发现了夹套环焊横向裂纹缺陷,并分析了裂纹缺陷的产生原因,提出相应的处理措施。
关键词:搪玻璃反应罐;磁粉探伤;夹套;裂纹磁痕
中图分类号:TQ173文献标识码:A文章编号:1009-2374(2012)13-0030-03
搪玻璃设备是将含高二氧化硅的玻璃,经高温灼烧而牢固地密着于金属内表面的生产设备。它常用于石油化工、制药工业等领域,具有耐腐蚀性、不粘性、绝缘性、隔离性和保鲜性等优良性能。但是由于搪玻璃生产工艺的复杂性,在生产过程中会产生诸多缺陷,如爆瓷、瓷层裂纹和瓷层中的气泡等。如果对设备使用过程中的安全隐患不能引起足够重视则会造成安全事故的发生。因此,必须对搪玻璃反应罐进行规范化操作、维护和保养和定期检验,以便及时发现设备缺陷和损坏并修补好,消除生产过程中的安全隐患。
本文根据搪玻璃设备相关安全标准,于2009年10月16日对宁波某药业有限公司用于化工生产的搪玻璃反应罐进行了全面检验,发现和分析搪玻璃反应罐夹套焊缝中存在多处裂纹,产生了重大事故安全隐患,必须及时处理,保证设备的安全运行。
1夹套环焊缝处缺陷的发现
1.1设备概况
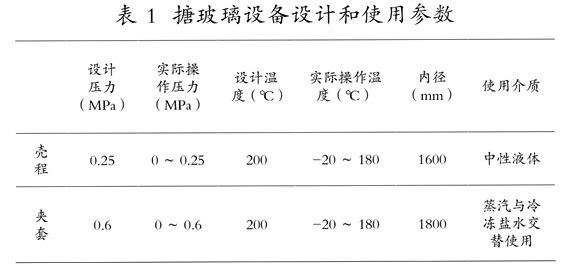
宁波某药业有限公司用于化工生产的搪玻璃反应罐为低温高温交替反应罐。该反应罐由宁波明欣化工机械有限公司生产,主要由内罐、夹套和搪玻璃层构成,并与低温液体贮槽组成为一成套设备。该公司使用的搪玻璃反应罐于2006年11月1日投入使用。该公司使用的搪玻璃反应罐为立式结构,其结构参数和工艺参数见表1:
1.2检验结果
对该公司使用中的搪玻璃反应罐进行了全面检验,包括设备资料审查、设备宏观检查、壁厚测定、壁厚校核、磁粉检测和安全附件检验等。检验的主要依据为《压力容器定期检验规则》、《压力容器安全技术监察规程》和《承压设备无损检测》(JB/T4730-2005)。
磁粉探伤是检验铁磁性材料工件表面及近表面的一种无损检验方法,能直观的显示缺陷的形状、位置与大小程度,大致确定缺陷性质,具有很高的检测精度和检测效率。文中根据JB/T4730-2005《承压设备无损检测》检测标准,用磁粉探伤检测方法抽查了夹套外表面焊缝5.4m处的完好情况。其磁粉类型为非荧光黑磁粉,磁悬液为水磁悬液,标准试片为Al-30/100,磁化方法为连续磁轭法,磁粉施加方法为喷洒。
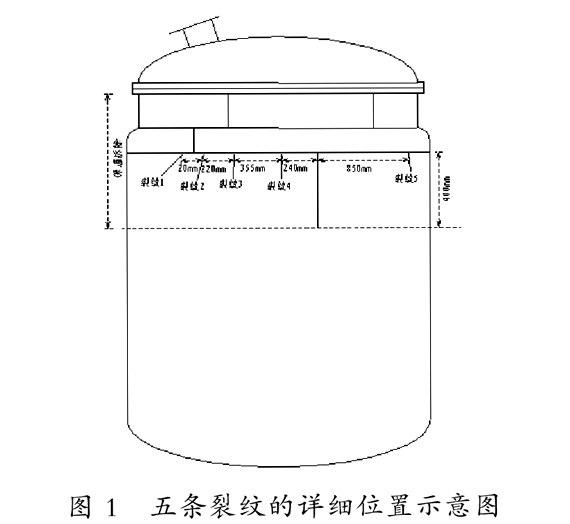
经磁粉探伤检测发现该设备夹套环焊缝处共有5条裂纹,其中裂纹1长度为35mm,裂纹2长为40mm,裂纹3长为20mm,裂纹4长为60mm,裂纹5长为45mm。图1为所有裂纹在夹套表面的详细位置:
图2为该搪玻璃反应罐的典型裂纹磁痕照片。从磁痕照片外观中可以看出,该反应罐夹套环焊缝处存在明显的裂纹缺陷,裂纹主要发生在焊缝金属上,产生于起、收弧处的中心线上;磁痕堆积浅,呈细长型,裂纹深度较浅;且为横向裂纹,绝大部分走向与焊接方向相同。鉴于夹套的工作介质为蒸汽和冷冻盐水交替循环作用,其工作温度范围为-20℃~180℃,并依据裂纹种类,以及裂纹磁痕的判别与评定方法,可以判定该裂纹属于焊接裂纹中的热裂纹。
2裂纹产生原因分析
夹套环焊缝处裂纹产生的具体原因可以归纳为以下几点:
2.1化学成分的影响
夹套的材料牌号为Q235A,含有C、Si、Mn、S、P及极少量Cr、Ni和Cu,其化学成分具有不稳定性,含碳量偏高及S、P等杂质会造成焊缝裂纹产生。
2.2焊缝内存有原始缺陷的影响
焊接前未将焊接处清理干净,易在焊缝内部产生原始缺陷,进而造成裂纹产生。
2.3温度急变和内应力的影响
搪玻璃反应罐工作时,其夹套内的蒸汽和冷冻盐水交替循环作用。当夹套内通蒸汽时处于加热状态,此时夹套壁温度与夹套工作介质的温度相同;而当冷冻盐水加入夹套时,夹套突然受到冷却而产生内应力。当夹套内通冷冻盐水时,此时夹套壁温度与冷却盐水温度相同;而当蒸汽通入夹套时,夹套突然受到加热而产生内应力。这两种由温度突然改变而产生的内应力会造成焊缝裂纹的
产生。
2.4热应力的影响
在使用搪玻璃反应罐工作时,往夹套内通蒸汽时,其加压和升温过程中,压力和温度变化均会产生一定的热应力,从而也会造成焊缝裂纹的
产生。
3裂纹处理措施
夹套是搪玻璃反应罐最重要部件之一,如果其上的环焊裂纹不消除,会随着时间的增长而持续发展和扩大,影响反应罐的继续使用,并给企业生产经营造成重大的安全隐患,因此必须及时采取合理的措施处理裂纹,对其设备进行修补和维护。裂纹的处理主要包括裂纹去除、补焊和焊后检查三
部分。
3.1去除裂纹
由于热裂纹细长,两端细而尖,深度较浅,因此可利用金属内磨机对裂纹稍轻打磨即可消除。打磨过程中随时进行检验,直至检验结果不能发现任何相关迹痕显示,以确保裂纹彻底磨掉。
3.2补焊

焊接前先将焊接处清理干净。选用E5016、Ф3.2mm焊条,且烘烤1h,温度为350℃。焊接电流150~160A为宜。
3.3焊后检查
第一,补焊完成24小时后,采用磁粉探伤的方法按照JB/T4730.4-2005对补焊区域进行检查,焊缝无裂纹。
第二,该反应罐运行一年后,再次对补焊区域进行磁粉检验,未发现补焊区域表面产生新的裂纹,焊接质量问题得到了根本解决。
4结语
夹套是搪玻璃反应罐最重要部件之一,一旦发生事故将会给企业造成重大经济损失。大量实践证明,Q235A钢板的焊接裂纹是一种热裂纹,焊接工艺不是产生裂纹的主要原因,该夹套焊接裂纹主要是由温度突然改变形成的内应力引起。为此减少内应力是预防焊缝裂纹产生的关键。
本文认为在搪玻璃反应罐工作时,尽量避免冷罐时加热料,热罐时加冷料。温度的突然改变会产生内应力,从而造成焊缝处裂纹的产生,进而影响搪玻璃反应罐的使用寿命。夹套在操作运行时,应缓慢地进行加压和升温,一般先通入0.1MPa(表压)压力蒸汽后保持15分钟,再慢慢升压至罐的操作压强和升温至180℃,其中升压速度以0.01MPa/min为宜。在操作过程中,加热和冷却操作均应缓慢进行。同时严防夹套内进入酸液,以防止搪玻璃层发生金属吸氢反应,而引起搪玻璃层磷爆。这些措施将有助于预防焊缝裂纹的产生。
参考文献
[1]朱建春,方人超.搪玻璃反应罐制造和修理工艺探讨[J].化工生产与技术,2000,(2).
[2]辛成涛.对搪玻璃设备使用中玻璃层破损的探讨[J].化工设备与管道,2010,(6).
[3]张勇.搪玻璃设备在搪烧工艺过程中的常见缺陷及解决办法[J].石油和化工设备,2007,(5).
[4]顾俊杰.探讨磁粉探伤仪对压力容器探伤的工艺[J].科技与企业,2011,(10).
[5]蒋凤阳,周德锦.磁粉探伤方法及磁粉探伤设备选购
[J].试验技术与试验机,2003,(4).
(责任编辑:文森)
猜你喜欢
化工管理(2023年14期)2023-05-18 02:47:06
山西化工(2023年1期)2023-02-21 10:27:26
化工机械(2021年3期)2021-08-05 07:58:48
石油化工设备(2020年1期)2020-02-10 02:44:54
纯碱工业(2018年5期)2018-10-19 06:07:38
资源节约与环保(2018年4期)2018-05-16 12:46:47
石油化工建设(2017年2期)2017-06-05 08:52:52
工业设计(2016年10期)2016-04-16 02:44:12
化工机械(2015年3期)2015-01-12 05:28:14
中国设备工程(2014年1期)2014-02-28 13:43:31