
挖掘机动臂板焊接温度场模拟及影响因素分析
2012-03-16 01:59宋之克
中国工程机械学报 2012年2期
孙 智,宋 威,徐 杰,李 宗,,宋之克
(1.中国矿业大学 材料科学与工程学院,江苏 徐州 221116;2.徐工集团挖掘机有限公司,江苏 徐州 221116)
随着工程机械的发展,大型挖掘机动臂的焊接采用弧焊焊接机器人技术替代人工进行高强度的焊接作业,使焊接效率、焊接质量都得到了很大的提高.挖掘机动臂结构复杂,力学性能要求高,在焊接装配过程中常常存在未焊透、气孔、夹杂等焊接缺陷,这些焊接缺陷相当于短裂纹,在牵引工作载荷作用下可能会发生扩展、甚至失稳断裂[1].采用机器人焊接,焊缝在成形质量与力学性能等方面都得到了很大的提升,同时使得焊接动臂的残余应力分布更加具有规律性.焊接残余应力不仅影响挖掘机动臂结构的变形,而且在使用过程中可以与外加载荷叠加,影响动臂的使用寿命尤其是疲劳寿命.焊接残余应力的分布受焊接温度场分布的极大影响,而焊接温度场随焊接工艺参数,即焊接热输入、焊接模型大小,以及热源移动速度的变化而变化[2-3],所以研究焊接工艺参数对大型挖掘机动臂的温度场分布及残余应力分布受到国内外学者的广泛关注.
国内外学者采用Goldak[4]研究的椭球热源模型进行了一系列的焊接数值模拟.Kiyoshima等[5]采用椭球热源模型对焊接变形和残余应力分布进行了预测,模拟结果和实验得到了很好的吻合.Little和Kamtekar[6]根据椭球热源模型考察了热学性能和焊接效率对焊接瞬态温度场的影响.张雪秋等[7]利用功率随深度变化的方法减少热输入有效地控制了构件的焊接变形.但在焊接椭球热源模型参数及焊接速度对温度场的影响方面尚须进行更深入的研究.
本文应用非线性有限元软件ABAQUS[8],根据挖掘机动臂结构实际的工艺参数设置,对CO2气体保护焊焊接过程中瞬态温度场进行了三维有限元建模与分析,通过改变焊接热输入参量、焊接热源模型参数以及焊接速度,找出其对温度场分布的影响规律,从而为焊接工艺参数的制定提供依据.
1 有限元模型
1.1 构件几何模型及网格划分
Q345B为工程机械常用钢种,焊接试验过程采用Q345B钢板对接焊,钢板规格为2×150mm×100mm×8mm,考虑模型焊缝对称,因此选取焊缝一侧为研究对象,即几何模型尺寸长为150mm,宽为100mm,厚为8mm的平板,焊缝为V形对接焊缝,焊缝底宽为2.5mm,坡口角度为50°.为了节省计算时间和提高计算精度,在温度梯度大的焊缝附近区域网格划分较密,而远离焊缝区域网格划分较稀疏.图1给出了构件的几何模型及网格划分.对于温度场分析,选择单元类型为DC3D8热传导单元.模型中网格包括32128个单元和37242个节点.
为了便于后处理数据输出,在焊接平板的上表面选取3个不同的路径分别进行分析,如图1所示.沿x方向1个路径,即路径Ⅰ:y=75mm,P1,P2,P3分别为沿路径Ⅰ距焊缝中心4,12,40mm的点,沿y方向2个路径,分别为路径Ⅱ:x=4mm和路径Ⅲ:x=12mm,P4,P5,P6分别为沿路径Ⅱ距起始点15,75,135mm上的点.
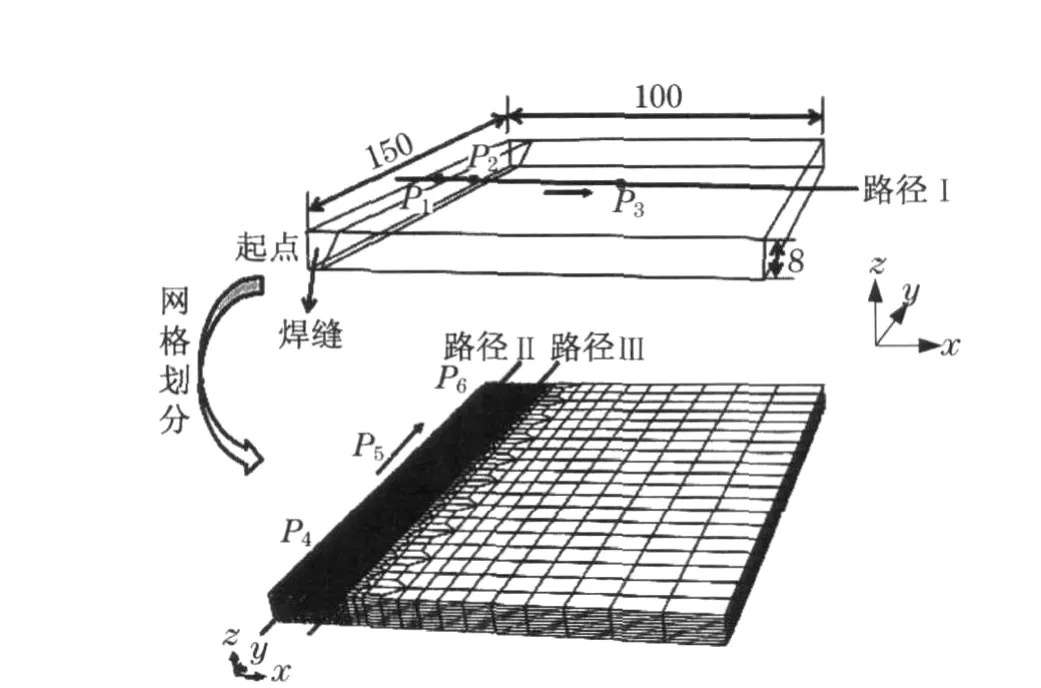
图1 构件几何模型及网格划分(单位:mm)Fig.1 Component geometric model and meshing(unit:mm)
1.2 材料特性参数
焊接平板材料为Q345B结构钢,在焊接过程的热弹塑性分析中考虑材料热物理性能和力学性能随温度的变化.假设焊材与母材除了比热容和弹性模量外其他参数相同,热物理性能在700~1200℃保持不变[9].本文根据文献[10]获得的材料性能参数进行模拟计算.由于Q345B属于低碳钢,相变发生在弹性丧失温度以上,对焊接变形以及焊接残余应力影响较小[11],往往予以忽略,所以对于温度场的模拟也不需要考虑固相线与液相线的转变温度.
1.3 热边界条件和初始条件
焊接过程中熔池凝固所放出的热量主要是通过辐射和对流两种方式进行的.对于辐射和对流系数均假设随温度变化,并且假设母材和焊材的值相等,分别为0.75,5.70W·m-2·℃-1,假设工件的初始温度为室温20℃,整个模型最终冷却至室温.
1.4 移动热源模型及其加载参数
焊接热源模型的选取是否得当,对于真实还原焊接热源与熔池的交互作用以及准确反映焊接温度场的动态分布与变化关系极大.Goldak模型考虑了电弧热流沿厚度方向的分布对于三维模型的影响,而且CO2气体保护焊采用Goldak椭球热源模型(如图2)可以得到满意的模拟结果.椭球热源能量密度即椭球热流密度分布q(x,y,z)表示为

式中:Q为有效热功率,Q=IUη,I为电流,U 为电压,η为实际有效系数;a,b,c分别为单椭球的3个半轴.根据实际焊接过程,焊接工艺参数分别为I=320A,U=30V.CO2气体保护焊的实际有效系数为0.7~0.9.

图2 椭球型热源模型Fig.2 Ellipsoid heat source model
在研究热输入与焊缝中心最高温度的关系时,η分别取为0.90,0.85,0.80,0.75,0.70,其对应的热输入值分别为6720,7200,7680,8160,8640W.焊接速度为2.5mm·s-1.
在研究热源模型参数对瞬时温度场的影响时,焊接速度为2.5mm·s-1,选取η为0.8,即Q为7680W,计算中选取三组不同的椭球半径进行研究,分别是第一组为a=6mm,b=6mm,c=8mm,第二组为a=6mm,b=8mm,c=9mm,第三组为a=6mm,b=9mm,c=10mm.
在研究热源移动速度对瞬态温度场的影响时,选取Q为7680W,根据计算结果取最佳热源模型参数为a=6mm,b=6mm,c=8mm的情况下,通过选取三组不同的速度进行计算与分析,分别为2.5,3.0,4.0mm·s-1.
根据上述参数设置,采用FORTRAN语言编写热源子程序DFLUX,在ABAQUS中通过调用该子程序进行焊接温度场的模拟计算.通过焊接时间的变化和焊接速度来表示热源移动.
2 结果分析与讨论
假设热源经过路径Ⅰ的点为P,在x方向上,选取热源以P为初始点,经过2s和10s的温度场分布情况对路径Ⅰ的影响.在y方向上,选取路径Ⅱ,Ⅲ作为研究对象.
2.1 温度场分布
图3给出了有限元模拟计算得到的焊接平板在沿焊接方向y=87mm时的温度分布云图.从图中可以看到热源呈椭球型,在温度为1400℃左右为焊缝熔合线区域,高于1400℃的区域为焊缝区,在1400~700℃为热影响区.真实的热输入的传送是由沿着焊缝方向移动的热源在热传导、对流和辐射共同作用下的结果.由图3还可以看到,在热传导的作用下,热源模型前方部分区域被热源预加热.图4为冷却到100s时的温度场分布云图,由于焊接先后顺序的原因,在对流和辐射的散热作用下,产生了温度分布的不均匀.此外,各点的升温速度明显比冷却速度大,冷却时各点的温度趋于某一确定值,最终降至室温.

图3 焊接平板温度场分布云图Fig.3 Contour of welding plant temperature

图4 t=100s时温度场分布云图Fig.4 Contour of welding plant temperature after cold 100s
图5a为沿x方向的热循环曲线,图5b为沿y方向的热循环曲线.不同方向上各个点Pi在焊接过程中都经历着不同程度的热循环过程,尤其在焊缝上的各点均经历着急剧的温度升降过程,与周围各点的温度梯度非常大,从而造成了温度分布的不均匀.此外,各点的升温速度均明显比冷却速度要大,随着冷却过程的进行,各点温度逐渐趋于某一确定值,最终降至焊件室温.

图5 x和y方向热循环曲线Fig.5 Temperature histories at x and y direction
图6为取第一组热源模型参数的温度分布云图,上端焊缝区宽度大约为5mm,热影响区的范围大约为8mm.由于热源模型为椭球形,所以作用在下端的热量较少,焊缝区的大小为3mm,下端略小于8mm.由于路径Ⅰ,Ⅱ,Ⅲ在平板上表面上,可见焊缝区范围x≤5mm,热影响区范围为5mm≤x≤8mm.

图6 焊接接头温度分布云图Fig.6 Contour of welding joint temperature
2.2 热输入对温度场的影响
图7为焊接热输入不同时对温度场沿x和y方向分布的影响.图7a中的2s,10s分别为焊接热源中心P点的热源移动2s,10s.为了使结果清晰,只选取其中三组η值进行比较分析,分别为0.9,0.8,0.7,对应的热输入为6720,7680,8640W.由结果可知,随着热输入的增加,最高温度在焊缝区(x<3mm)有明显增加,在接近热影响区范围的两侧也有较为明显的变化.图8给出了焊接2s时热输入与焊缝中心最高温度的关系曲线,热输入不同时各自的最大温度值分别为1693,1773,1861,2951,2025℃,由结果可见,热输入量的变化与温度值的变化量大致呈线性关系.

图7 焊接热输入对温度场的影响Fig.7 Effects of heat input on temperature
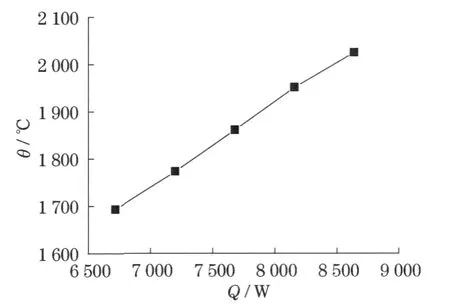
图8 热功率输入与最高温度关系曲线Fig.8 Relationship between heat input and the highest temperature
2.3 热源模型大小对温度场的影响
图9为焊接2s和10s时热源模型大小对温度场分布的影响,随着热源模型参数的依次增大,即椭球半径从第一组至第三组依次改变,焊缝区内的温度逐渐减小,表明作用在焊板上的热流值相对减少.并且焊缝区内温度的最大值也有明显降低,在焊缝区和热影响区附近的温度场分布亦有显著变化.可见当热源模型参数,a不变,b分别由6mm增加到8mm和10mm,c由8mm增大到9mm和10mm时,即热源对熔宽和熔深方向的影响范围增大.通过图9a可以看出,沿垂直焊缝方向(x方向),b和c的增加导致焊缝区和热影响区温度显著变化,在热输入一定的情况下,焊缝区温度值有所降低.由图9b可以看出,沿平行焊缝方向(y方向),焊缝区(路径Ⅱ)热源最高温度值随着b和c的增加逐渐减小,而母材区上(路径Ⅲ)的温度变化相对较小.图9说明热源模型大小对温度场的分布有明显影响.因此焊接热源模型参数的合理选择对模拟实际焊接过程具有重要的意义.

图9 热源模型大小对温度场的影响Fig.9 Effects of heat source parameters on temperature
2.4 焊接速度对温度场的影响
图10给出了不同焊接速度下温度场的分布曲线.由结果可知,焊接速度的加快使热源作用的时间相应缩短,从而导致在热源附近区域的温度值明显下降.另外从图中可以看出,速度的改变对焊缝区,即x<5mm的范围内最高温度值的影响非常明显,而对热影响区的影响相对较小,对其他区域影响较弱.比较热源移动2s和10s时,分别沿着路径Ⅱ,Ⅲ的温度场分布可以看出,随着时间的增加,距离热源越远,速度的改变对某一确定位置温度场的分布和最高温度值的影响就越小,这与实际焊接过程是一致的.

图10 焊接速度对温度场的影响Fig.10 Effects of welding speed on temperature
3 结论
(1)运用有限元法,选取Goldak椭球热源模型通过DFLUX子程序可有效进行挖掘机动臂平板焊接的数值模拟,得到了瞬态温度场的分布.模型可以分别考查热输入大小、焊接热源模型大小以及移动速度对瞬态温度场的影响.
(2)温度场计算结果表明,热输入大小,热源模型大小对热影响区温度场分布影响明显,温度的变化与热输入量的变化大致呈线性关系.由于焊接先后顺序的原因,在对流和辐射的散热作用下,产生温度分布不均匀.各点的升温速度明显比冷却速度大,冷却时各点的温度趋于某一确定值,最终降至室温.
(3)热源模型大小对温度场分布及温度最大值的影响较明显.热源模型越大,焊缝区和热影响区的温度值越小.焊接速度的增加主要影响焊缝区和热影响区的温度分布,速度越大,焊缝区最大温度值越小,对其他区域影响较弱.
[1]闫沛军,张天会.焊接方法对 ADB610钢焊接缺陷的影响研究[J].水力发电,2010,36(4):60-62.YAN Peijun,ZHANG Tianhui.ADB610steel welding defect research caused welding method[J].Water Power,201036(4):60-62.
[2]张利国,姬书得,方洪渊,等.焊接顺序对T形接头焊接残余应力场的影响[J].机械工程学报,2007,43(2):254-257.ZHANG Liguo,JI Shude,FANG Hongyuan,et al.Influence of welding sequence on welding stress of T joint[J].Chinese Journal of Mechanical Engineering,2007,43(2):254-257.
[3]AKBARI D,SATTARI F I.Effect of the welding heat input on residual stresses in butt-welds of dissimilar pipe joints[J].International Journal of Pressure Vessels and Piping,2009,86(11):69-76.
[4]GOLDAK J,CHAKRAVARTI A,BIBBY M.New finite element model for welding heat sources[J].Metallurgical Transactions B,1984,15B(2):299-305.
[5]KIYOSHIMA S,DENG D.Influences of heat source model on welding residual stress and distortion in a multi-pass J-groove joint[J].Computational Material Science,2009,46(3):987-995.
[6]LITTLE G,KAMTEKAR A.The effect of thermal properties and welding efficiency on transient temperatures during welding[J].Computer Structure,1998,68(4):157-165.
[7]张学秋,杨建国,刘雪松,等.减少热输入控制叶盘焊接变形的数值模拟[J].焊接学报,2008,29(5):37-40.ZHANG Xueqiu,YANG Jianguo,LIU Xuesong,et al.Numerical simulation of welding distortion of blisk on aero-engine by controlling heat input[J].Transactions of the China Welding Institution,2008,29(5):37-40.
[8]Karlsson &Sorenson Inc.Abaqus users manual[M].[S.L.]:Karlsson &Sorenson Inc,2003.
[9]TENG T L,LIN C C.Effect of welding conditions on residual stresses due to butt-welds[J].International Journal of Pressure Vessels and Piping,1998,75(12):857- 864.
[10]李萌盛,谢霞,王丽.斜 Y型坡口焊接裂纹试验的数值模拟[J].压力容器,2003,20(1):18-20.LI Mengsheng,XIE Xia,WANG Li.Numerical simulation of Y-slit type cracking test[J].Pressure Vessel Technology,2003,20(1):18-20.
[11]DENG D.FEM prediction of welding residual stress and distortion in carbon steel considering phase transformation effects[J].Materials and Design,2009,30:359-366
猜你喜欢
导航定位学报(2022年2期)2022-04-11
智能制造(2021年4期)2021-11-04
煤气与热力(2021年3期)2021-06-09
舰船科学技术(2021年12期)2021-03-29
煤气与热力(2021年2期)2021-03-19
装备制造技术(2020年2期)2020-12-14
电子制作(2019年19期)2019-11-23
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2017年9期)2017-11-27
北京航空航天大学学报(2017年3期)2017-11-23
