浅析QR发动机动力性偏低原因及整改措施
2012-02-20 09:07王红艳
装备制造技术 2012年3期
王红艳
(柳州五菱柳机动力有限公司,广西 柳州 545005)
发动机作为汽车的心脏,受到了汽车消费者的特别关注。柳州五菱柳机动力有限公司生产的QR型汽油机在模具样件阶段装机跑台架试验时,发现其最大功率及扭矩(即发动机的动力性)存在低于标定的问题。发动机的动力性,是指其最大功率、最大扭矩及其分别对应的转速和外特性上扭矩随转数变化的曲线。而体现发动机品质高低的主要因素,就是其动力性和经济性。
燃烧室、供油系统、进气效率(燃烧系统三要素)三者之间的综合配合,是影响发动机性能的关键。然而针对发动机出现动力性偏低的阶段及台架试验数据,我们排除了供油系统存在问题的可能性。
1 对燃烧室的分析及整改
燃烧室对发动机充气系数、火焰传播、放热率及传热损失等性能参数,都有很大的影响,因此对于发动机而言,控制好燃烧室的结构,就显得尤为重要。燃烧室容积、形状是表征燃烧室结构好坏的两个关键因素。
1.1 燃烧室容积
燃烧室容积指的是活塞顶部以上的容积,也就是压缩行程终了的气缸容积。这个容积,是可燃混合气燃烧的地方。燃烧室容积的大小,直接影响到发动机压缩比的大小。原理上,压缩比小时,压缩终了时混合气压力和温度低,燃烧速率减慢,发动机的燃烧效率会变差,活塞做功少,发动机性能变差;但过高的压缩比,将使压力升高率增加,发动机的噪声与振动增大。
1.2 燃烧室形状
燃烧室形状对燃烧速率及燃烧过程中的循环变动率等影响很大,其主要原因是燃油与空气混合均匀性的问题。
为了准确地验证燃烧室的真实情况,我们通过测量尺寸和逆向的方式,对燃烧室进行了检验,结果表明燃烧室内限位凸台尺寸超差、4个缸的燃烧室容积相差较大。
根据检验数据和现场分析,燃烧室内限位凸台尺寸可以通过将模具上4个燃烧室镶块中的2个做成可调的结构,并对模具进行定期检修来保证;4个缸的燃烧室容积相差较大的根本原因,是在铸造的过程中缸盖底面模具受热温度高、变形大,以致生产出来的毛坯变形,机加工粗定位基准偏离原设计所致。其可以通过给缸盖底面模具通冷却水的方式解决(见图 1、图 2)。

图1 原缸盖底模结构

图2 更改后缸盖底模结构
经过整改后,发动机性能有了较大提高(见表1)。
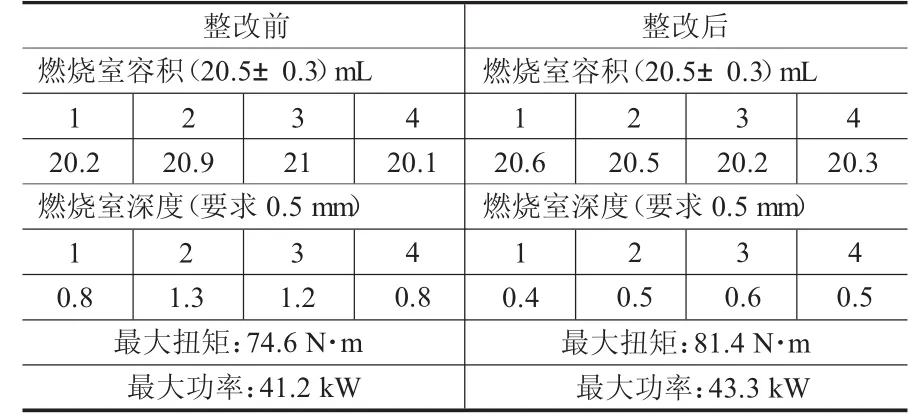
表1 更改模具前、后试验数据对比
2 对进气效率的分析与整改
燃烧室内的进气量,是发动机增加热量的首要条件。因为燃料燃烧需要空气,燃料与空气比较,后者更难以充入气缸。因此,进气量越多,发动机的有效功率和扭矩就越大。减少进气阻力,提高气缸内进气终了时的压力,有效地排除干净废气,可以提高进气效果及混合气的品质,从而改善换气条件,提高发动机的性能。进气系统流动阻力,就是沿程阻力及局部阻力。沿程阻力,即管道摩擦阻力,其与管道表面粗糙度、管长等有关。局部阻力,是由于流通截面积大小、形状以及流动方向的变化造成局部产生涡流所引起的损失。
从影响进气量的相关要素出发,通过拆机后内窥镜观察及逆向对比分析有下述发现。
2.1 影响进排气的凸台
从进气歧管侧通过内窥镜观察,进气歧管与缸盖接合处,存在影响进气气流流动的凸台(图3),从缸盖排气侧观察同样存在凸台(图4)。

图3 进气凸台照片
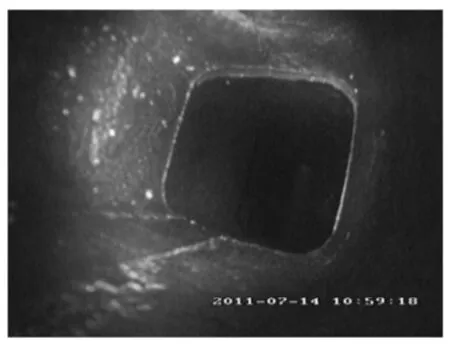
图4 排气凸台照片
这些凸台,会使气体在进、排出燃烧室时,有一小部分被反弹回来,虽然这部分气体的量很少,但被反弹回的这小部分气体,对其他气体也会产生紊流的影响,从而影响进、排气的畅通。
通过校对图纸和尺寸链计算后,发现图纸在设计上的确存在风险。因此,我们分别对进气歧管、缸盖、排气歧管相配合的接口的坐标位置尺寸及大小尺寸,分别完善了尺寸及公差。
为了减少进气阻力,进气歧管上与缸盖相连接的接口的单边大小尺寸,定为比缸盖上的小0.5 mm,由于在排除废气的时候,发动机会强制排气,因此排气过程对发动机性能的影响相对较小,所以缸盖上的单边大小尺寸,定为比排气歧管的小0.2 mm;进气歧管、缸盖与排气歧管气道砂芯的定位方式不同,进气歧管、缸盖气道砂芯,是在模具上定位的,而排气歧管砂芯是在潮模砂上定位的,所以进气歧管、缸盖气道中心位置尺寸的公差定在±0.2 mm以内,排气歧管气道中心的公差范围应大一点,定在±0.4 mm以内;进气歧管、缸盖及排气歧管气道口的大小尺寸公差范围定在0.7 mm以内,公差带分布根据情况调整。
经过调整后,台架试验对比数据显示效果良好(见表2)。

表2 完善尺寸前、后试验数据对比
2.2 气道粗糙度的影响
缸盖、进气歧管的气道粗糙度较差,部分位置还存在未清除干净的残砂烧结在零件上,披缝严重(见图5)。通过检查控制计划及现场考察发现,车间生产气道用的覆膜砂与其他泥芯用的覆膜砂粒度相同,而且气道泥芯表面没有做任何处理。针对现场的情况,分别做出了两套方案进行验证。
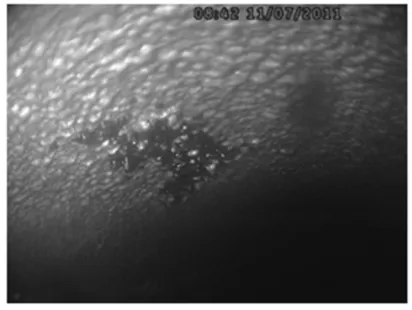
图5 管壁烧砂图
(1)要求车间师傅们必须严格按照修芯岗位操作指导书修芯,泥芯表面喷涂可以提高铸件表面光洁度的涂料;
(2)强调修芯的同时,将生产出的毛坯成品进行抛丸处理。对以上两套方案做出的零件分别上台架做试验验证,结果喷涂料的性能改善效果明显(见表 3)。

表3 处理砂芯前、后试验数据对比
2.3 逆向对比分析的结果
进气歧管及缸盖气道泥芯的逆向对比分析结果,与原三维设计基本吻合,公差值基本在±0.20 mm以内(见图 6、图 7)。
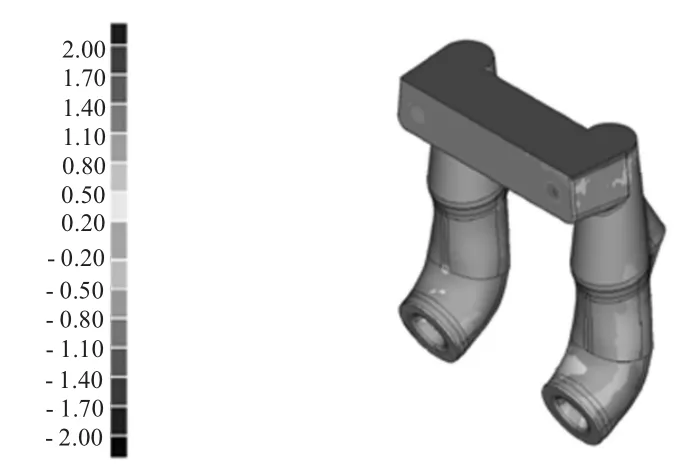
图6 进气歧管气道逆向对比分析结果

图7 缸盖气道逆向对比分析结果
经过技术整改,再做台架试验检测,发动机性能已达到标定要求,整改前、后的性能曲线对比如图8。
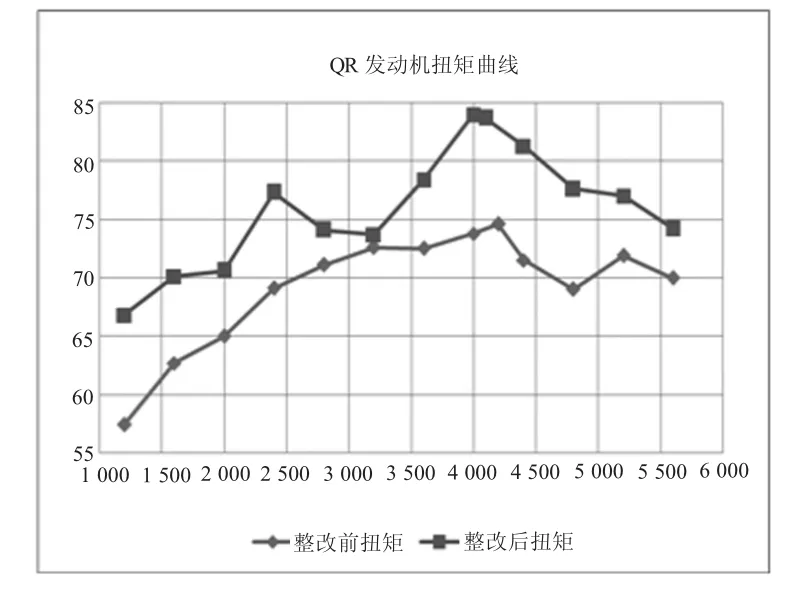

图8 整改前、后发动机性能曲线对比
6 结束语
通过更改缸盖模具结构,即将模具上4个燃烧室中的2个做成可调的镶块,定期检修模具;在铸造工艺中,气道芯修芯后增加喷涂,可以提高铸件表面光洁度涂料工序;强化现场管理;根据气体流动原理及设计需要,完善图纸中的配合尺寸公差后,再经台架试验检测,发动机性能已达到标定要求。
[1]周龙宝.内燃机学[M].北京:机械工业出版社,2005.
[2]吴兆汉,等.内燃机设计[M].北京:北京理工大学出版社,1990.
猜你喜欢
装备制造技术(2020年11期)2021-01-26
装备制造技术(2020年1期)2020-12-25
重型机械(2020年3期)2020-08-24
电子制作(2019年19期)2019-11-23
制造技术与机床(2017年6期)2018-01-19
中国铸造装备与技术(2017年3期)2017-06-21
综合智慧能源(2017年10期)2017-01-18
燃气轮机技术(2014年4期)2014-04-16
汽车与新动力(2014年5期)2014-02-27
遵义医科大学学报(2012年2期)2012-01-23