铜蜗轮制造工艺的改进
2012-02-20 03:31伍俊杰余明仪
装备制造技术 2012年8期
伍俊杰,余明仪
(广西柳工机械股份有限公司,广西 柳州 545007)
铜蜗轮是平地机核心零部件——蜗轮箱的重要零部件,负责将动力传递至工作装置,使之进行回转运动。在这工作过程中,铜蜗轮会受到冲击负荷,容易发生断裂事故。
铜蜗轮的产品品质,直接影响整机性能。目前市场反馈主要为铜蜗轮开裂,平均故障时间约为250 h,其中46%为100 h以内的早期故障,市场外反馈率为1.94%。
铜蜗轮结构形式为铜铁合铸,外层为铜内层为铁,通过铸造将两种材料连接在一起(如图1)。
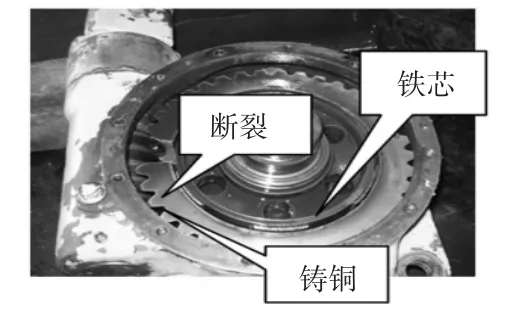
图1 铜蜗轮的结构形式
1 铜蜗轮断裂原因分析
经采用目测及电子显微镜等手段,对铜蜗轮断面进行了分析研究(如图2~图4)。

图2 断裂面铸铜内表面有明显的铸造缺陷、夹杂
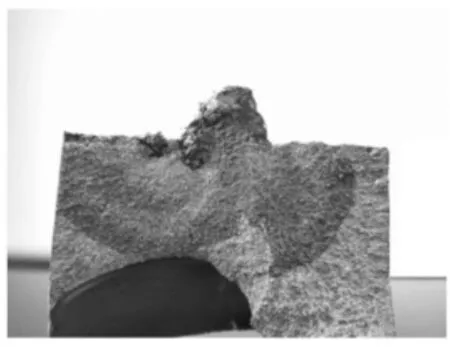
图3 断裂面裂纹源位于铜内表面铸造缺陷、夹杂处,先期断裂面有明显的氧化色

图4 100X显微镜下,铸铜件第二相分布均匀,可见孔洞、夹杂
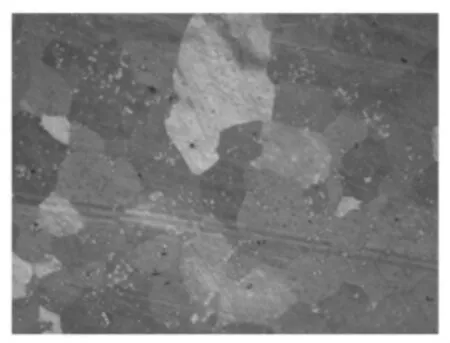
图5 100X显微镜下,铜铸件平均晶粒度为3
对上列4张图片作进一步分析,可以得出以下结论:
(1)铜蜗轮铸造工艺不合理,铸造品质控制薄弱;
(2)铸造应力大,应力释放造成了从铸造缺陷处断裂。
2 方案制定及实施效果
针对铸造工艺不合理与铸造品质控制薄弱的问题,采取改进铸造工艺,控制铸造品质的方案;
针对铸造应力大,应力释放造成从铸造缺陷处断裂,采取热处理去应力及更改结构形式两种方案。
2.1 改进铸造工艺、控制铸造品质
改进铸造工艺,对比不同铸造工艺的铸造品质与应力状况,降低铸造杂质并改善铜铸件的晶粒度。最终选择铁芯铸造,加工好后,在铁芯浇铸铜时,采用离心铸造的方法。控制铸造品质,要求铸造厂家每炉铸件须提供规定形状的试样一件及检验报告一份,并要求质检部门按规定频次抽检(图6、图7)。
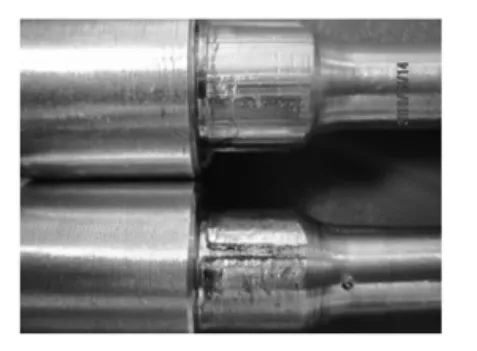
图6 试样
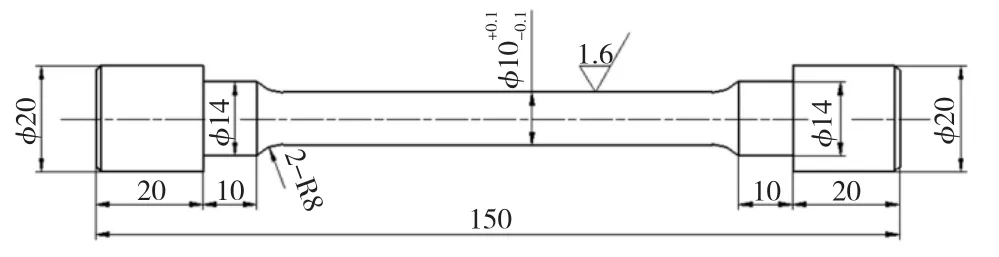
图7 试样图
3.2 研究热处理去应力的可行性
根据金属材质制定固溶高温时效与固溶中温时效两种热处理方法,并跟踪试验两种方案。
(1)固溶高温时效。加热820~850℃,保温3 h,水冷,600℃退火。
(2)固溶中温时效。加热820~850℃,保温3 h,水冷,500℃退火。
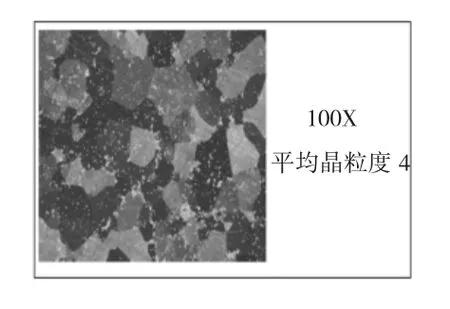
图8 经退火处理的铜蜗轮
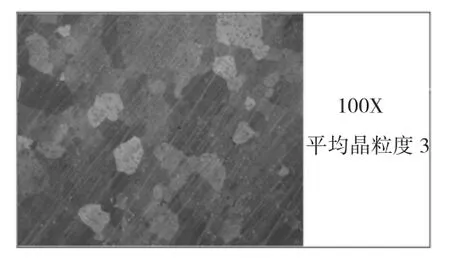
图9 未经退火处理的铜蜗轮
经过热处理的铜蜗轮,在晶粒度方面均有提升,但通过破坏性试验,发现铜蜗轮仍有开裂的现象,可见热处理能起到一定的效果,但尚不能完全满足目标的要求。
3.3 研究更改结构形式以减少应力的可行性
原铜蜗轮结构为铜铁合铸。在铸造过程中,因铜与铁的收缩率不一致,造成铸造应力大。
为减少应力,研究更改结构形式为镶嵌装配式。将铜与铁分别铸造加工,通过配合与螺钉连接。经破坏性试验,发现铜蜗轮开裂的比率有明显下降。

图10 铜蜗轮结构形式的更改
3.4 效果验证
通过无损检测及温度急剧变化的破坏性试验,确定改进效果,改进后的铜蜗轮自2010年后无品质问题反馈。
4 结束语
通过改进铸造工艺、控制铸造品质、热处理去应力与结构形式的改变,可以有效地改进铜蜗轮断裂的品质问题。
[1]GB 1176-87,铸造铜合金技术条件[S].
[2]GB/T 228-2002,金属材料拉伸试验[S].
[3]成大先.机械设计手册(第三版)[M].北京:化学工业出版社,1999.
猜你喜欢
轻合金加工技术(2022年6期)2022-09-26
机械工业标准化与质量(2022年3期)2022-08-12
有色金属加工(2021年4期)2021-08-11
汽车工程师(2021年7期)2021-08-05
汽车工艺师(2021年7期)2021-07-30
热处理技术与装备(2019年2期)2019-12-24
中国特种设备安全(2019年8期)2019-10-14
中国特种设备安全(2019年2期)2019-04-22
天津化工(2019年2期)2019-04-09
中国铸造装备与技术(2017年6期)2018-01-22