
转向泵皮带轮焊接工装设计
2012-02-20 09:07侯恩光
装备制造技术 2012年2期
侯恩光
(闽西职业技术学院机械工程系,福建 龙岩 364021)
转向泵皮带轮环缝的焊接形式,原采用CO2保护焊进行焊接,但由于大批量生产,工件的原装夹定位与焊接速度影响了焊接效率。为了提高焊接效率和产品品质,对原来的焊接工装进行改进,设计制造出高效可靠的焊接工装。
1 焊接工装机械结构设计
1.1 焊接工装设计要求
(1)焊接工装夹具,必须能够在装夹工件时,实现自动定位,操作方便。
(2)工件的旋转速度,必须可控,且调节方便。
(3)焊接工装的机械结构和控制系统,应尽可能简单、可靠。
1.2 机械结构设计
根据焊接工装的设计要求,设计如图1所示的机械结构。
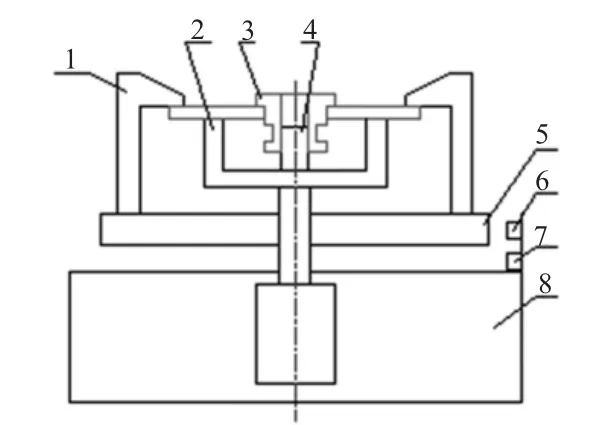
图1 焊接工装机械结构图
其工作过程是:通过变频器控制电机转速,电机带动转盘5实现焊接所需要的旋转运动,经压套2实现工件的固定,使得工件随转盘运动。通过导向柱4实现工件的圆周定位,由于工件转速较低,在上下料时,转盘一直处于转动状态;通过接近开关6发出信号,开始焊接,接近开关7断开,焊接结束。
在焊接工艺一定的条件下,工件的焊接品质与转动的稳定性,有较大关系。因此,通过变频器来控制主电机的转速,可精确控制转速的大小,从而使焊接品质得到保证和提高。
2 电气控制系统设计
该系统主要由变频器、交流接触器、空气开关、变压器、中间继电器、时间继电器及接近开关等组成。系统主电路只有一个电机,通过接触器和变频器控制转盘的运动速度。设计如图2所示的控制系统,按钮SB为急停按钮,SB1为启动按钮,KA1工件压紧继电器,SQ1接近开关为转盘5到位信号,KA2为焊枪到位继电器,SQ2接近开关为焊枪送丝信号,KA3为焊枪送丝继电器,KT焊接时间控制继电器,SQ3为焊接结束信号,KA4为焊枪复位、压套复位及焊枪送丝停止继电器。
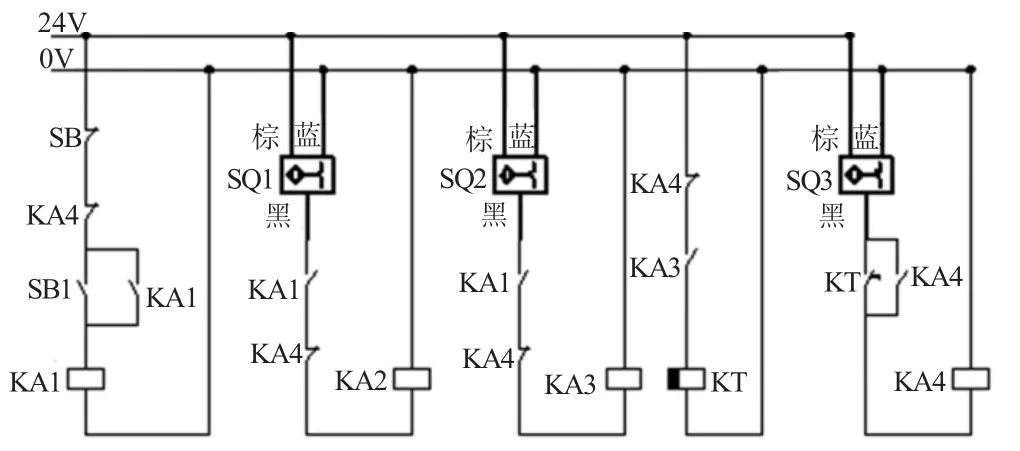
图2 控制原理图
该设备工作流程图如图3所示。
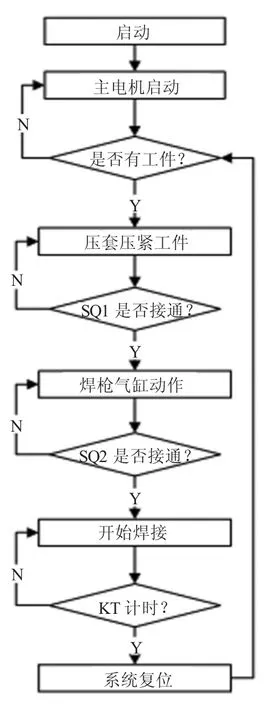
图3 工作流程图
首先接通系统电源,设置变频器的系统参数,启动主电机;
其次是安装工件,按下工件夹紧按钮SB1,夹紧气缸伸出,由相应的接近开关确定工件是否到位;
第三步是焊枪伸出,焊枪到位后,焊枪送丝电机启动;
第四步是工件焊接,根据工件的转动速度,由时间继电器设定焊接的时间;
第五步是焊接360°后,时间继电器常开触点闭合,夹紧气缸收回,系统复位,更换工件,开始下一个工件的焊接。
3 结束语
对于大批量的转向泵皮带轮焊接工序,设计专用的焊接工装投入使用后,一方面,可以克服工件焊接品质不稳定、定位尺寸误差超差及焊接人才缺乏等问题;另一方面,可以降低操作者的劳动强度,改善生产环境,提高装备的自动化水平。通过一个批次的实际应用表明,利用该工装焊接,具有较高的经济效益。
[1]王兴芳.矿用电机座焊接工装设计[J].煤矿机械,2010,(12):109-111
[2]何文杰.60L副风缸自动焊接工艺及工装[J].热加工工艺,2006,(10):19-20
[3]秦曾煌.电工学[M].北京:高等教育出版社,2006.
[4]戴裕葳,张永飞.数控机床电气控制技术[M].大连:大连理工大学出版社,2008.
猜你喜欢
机械制造(2022年6期)2022-09-01
机械制造(2022年6期)2022-09-01
消费电子(2022年6期)2022-08-25
现代农机(2022年3期)2022-07-11
防爆电机(2020年3期)2020-11-06
组合机床与自动化加工技术(2019年11期)2019-11-27
活力(2019年22期)2019-03-16
时代汽车(2019年22期)2019-02-05
新商务周刊(2018年12期)2018-12-08
智能制造(2017年4期)2017-07-24
