克服牌坊在精加工过程中的挠度
2012-02-02 03:51万会会
有色金属加工 2012年2期
万会会
(洛阳有色金属加工设计研究院,河南洛阳471039)
牌坊是轧机最主要的零件之一,其铸造、加工要求都非常高,牌坊的形位公差和几何精度直接影响到产品的质量。在生产制造过程中为了满足设计要求、提高产品质量,需要不断改进机加工工艺,创新加工方法。由于牌坊特殊的几何形态,在加工中容易产生挠度,挠度是机械制造中不可忽视的因素,挠度可影响到零部件的机加精度和工作中的性能,在加工过程中必须克服挠度,才能更好的提高产品质量。
一些吨位小、长度较短的牌坊,自身产生的挠度小,对轧机的装配和轧机的工作几乎不产生影响。但吨位大,长度比较长的牌坊,在加工中产生的挠度值大,这样就会影响到牌坊的形位公差和几何精度,从而影响轧机的精度。近几年,我院设计的轧机向大型化迈进,其中设计的2400毫米热轧机,牌坊单片重大183吨,长度达11米,这种超重型大牌坊所产生的挠度非常大,而在工作状态下,牌坊是竖立起来的,如果在加工中不能克服挠度,牌坊在工作中就会呈现弯曲状态,如图1所示。

图1
1 挠度影响牌坊的加工
自由状态下牌坊的底角面与把合连接梁的面要求是垂直的,如图2所示。

图2
基准面A面与基准面B面垂直,在水平放置时是垂直的,如果不克服挠度,竖立起来后就会产生形变。随着客户对产品的要求越来越高,很多监造师要求牌坊在装配过程中,在不受任何辅助力的情况下,有一个好的姿态,即加工完成后最原始的状态。一个好的姿态对轧机精度和以后的使用非常重要。因为有很多零件把合在牌坊上,如果牌坊姿态不好,会直接影响到其他零件的配合精度。
2 从力学角度讲挠度影响轧机的使用寿命和工作精度
轧机工作过程中,由于两轧辊对板材的挤压,工作辊轴承座产生反方向的力,如图3所示。如果牌坊在工作状态下是弯曲状态,这个力对轧机会产生一个微小的震动,长时间使用会影响轧机的寿命并造成精度的丧失。
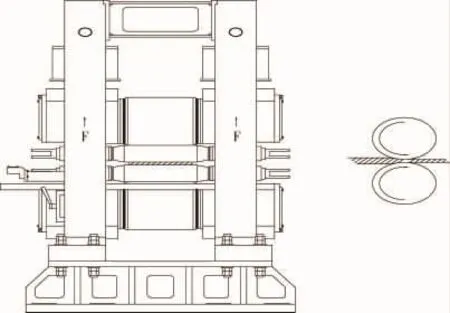
图3
3 针对不同类型的牌坊解决挠度的几种方法
3.1 变换方向克服挠度
一些细长的牌坊,吨位不大,截面不大,这种牌坊刚性差,在平放时产生很大的挠度,将中间顶起时,又会产生局部挠度。针对此类牌坊,在加工过程中可先让其侧立装卡,消除挠度,加工多个点,再平放,以多个点为基准找到同一水平面进行加工,如图4所示。
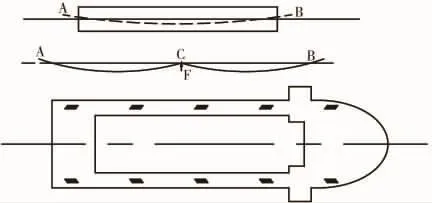
图4
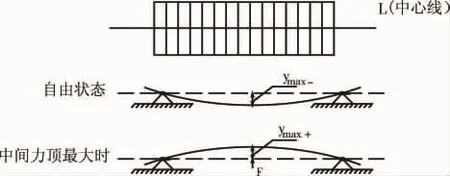
图5
3.2 杠杆原理找挠度(原理如图5所示)
一些自身比较重的牌坊,可先用三点装夹,再用四点找平,使支撑点完全接触,均匀受到零件的重力,如图6所示。


图6
3.3 通过计算得出挠度值
一些超重超大的牌坊,用杠杆原理找挠度难度比较大。第一,中心点不好找;第二,费时费力;在这种情况下,可通过计算的方法得出挠度值。例如把牌坊看做一个简单的简支梁,梁上作用力为均布载荷。
①E、F之间可看成如图7所示梁的简图:
田青青当即组织了一支突击队。按郝浮萍提供的线索,突击队员手持棍棒,分乘两台手扶拖拉机,连夜向十里开外的柳家营进发。我无法阻止她的行动,只好嘱咐几个心细的人暗中周旋,尽力避免发生流血冲突。
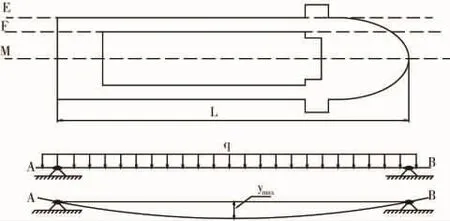
图7
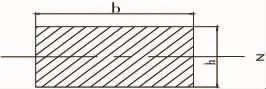
式中:
q-均布载荷;
x-总长上任意一处的长度变量;
E-材料的弹性模量;(可从机械手册中查出:钢材的弹性模量E=200GP=200×109N)
②F与中心线M处的局部载荷可单独计算,同样可简化为如图8所示。

其中l1与l2处的均布载荷可简化为力F1、F2

图8
挠度叠加法 ymax2=yFe+yf2
③ 最后得出:ymax总=ymax1+ymax2
计算得出的为理论挠度值,由于实际当中支撑面大,工件不规则,实际值应小于理论值,一般小于0.15。
4 结束语
本文介绍了我公司在牌坊加工过程中解决牌坊挠度的几种方法,通过对挠度的解决,保证了牌坊的加工精度,从而优化和提高了产品的质量。
[1]王信义机械制造工艺学北京理工大学出版社1989
[2]范钦珊工程力学清华大学出版社2005,8
猜你喜欢
铝加工(2022年3期)2022-11-24
城市轨道交通研究(2022年2期)2022-11-18
大坝与安全(2022年2期)2022-08-04
小学生作文(低年级适用)(2022年3期)2022-03-23
一重技术(2021年5期)2022-01-18
新疆钢铁(2021年1期)2021-10-14
交通科技与管理(2021年13期)2021-09-10
云南画报(2021年7期)2021-08-06
现代信息科技(2021年14期)2021-01-14
祖国(2019年21期)2019-12-16