
车床变速箱中专用夹具设计
2012-01-26 08:13姬建梅
时代农机 2012年5期
姬建梅
(新乡县技工学校,河南 新乡 453731)
本夹具是用来镗此拔叉下端覫60H12的孔,零件图中此孔与覫25H7的孔中心距有公差要求。此工序为粗镗、半精镗加工,因此本工序加工时要考虑如何提高劳动生产率,降低劳动强度,重点是保证加工精度的问题。
1 夹具的设计
因为覫25H7的孔与此孔有公差要求,所以应以这个长通孔为主要定位基准。由于铸件的公差要求较大,利用覫60H12的孔的左侧面作为辅助定位基准。在小孔处采用移动压板对零件进行夹紧。在覫60H12的孔旁边有筋板的缘故,有足够的强度,可以进行直接的镗削,能保证加工精度。图1是固定式定位销设计图。
据上面所述,查参考文献[1],选用固定式定位销(长销)穿过覫25H7的孔。由于此孔两侧面没加工,故用定位块进行支承。这样一销一面就限制了五个自由度,最后在待加工孔下面加上一个支承钉再限制最后一个自由度,即一面两销定位。这样就可以完全定位了。

图1 固定式定位销(GB2203-80)

图2 移动压板(GB2175-80)
夹紧元件选用压板,由于压板种类很多,当选用转动压板时,其行程不够,选用U型压板又不合适,故在充分比较分析的情况下,选用移动压板,其夹紧可靠、操作方便,在很多地方都有用到。
根据工件受力切削力、夹紧力的作用情况,找出在加工过程中对夹紧最不利的瞬间状态,按静力平衡原理计算出理论夹紧力。最后为保证夹紧可靠,再乘以安全系数作为实际所需夹紧力的数值,设计移动压板图2所示。
在进行铣槽加工工序时,由于覫25H7和覫60H12的孔已经加工。因此工件选择覫25H7的孔一面与两孔作为定位基准。由一个长销穿在覫25H7的孔加上此孔的一面就限制了五个自由度,再在覫60H12的孔中间加上个削边销,就把自由度限制完了。即是一面两孔定位。本夹具主要用来粗、精铣此拨叉的槽。粗、精铣槽时,槽宽有尺寸要求160+0.110mm,其深度要求为80+0.150mm,槽的左右两侧面粗糙度要求Ra3.2,底面粗糙度要求Ra6.3。本道工序仅是对槽进行粗、精铣削加工。同样在本道工序加工时,还是应考虑提高劳动生产率,降低劳动强度。同时应保证加工尺寸精度和表面质量。
夹紧力的方向在轴线上,与M产生的转矩同轴,所以夹紧力F不需要太大,只要工件相对与夹具体没有移动就可以了。
2 钻套设计
螺纹底孔的加工只需钻削加工就能满足加工要求。考虑到钻套可能出现的磨损,故查参考文献,当磨损就可更换。与其装配的是钻套用衬套,起固定的是钻套螺钉。图3是可换钻套设计图。

图3 可换钻套
钻模板选用伸出式钻模板,用螺钉将其连接在夹具体上。安装前先调整好位置然后用销定位,后用螺钉将其拧紧在夹具体上。钻模板参见钻孔装配图。
3 夹具精度分析
利用夹具在机床上加工时,机床、夹具、工件、刀具等形成一个封闭的加工系统。它们之间相互联系,最后形成工件和刀具之间的正确位置关系。因此在夹具设计中,当结构方案确定后,应对所设计的夹具进行精度分析和误差计算。
由工序可知,本道工序只需钻螺纹底孔,所以孔的精度无需考虑,只保证它垂直与中心孔就可以了。由于是立钻,又是一面两销定位,在垂直方向可能存在偏转,如图4所示。
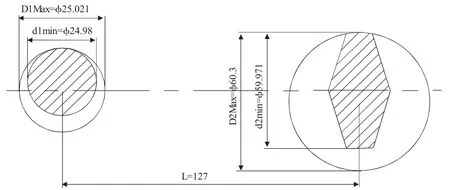
图4 转角误差分析图
5 结论
本次设计从零件的毛坯生产到最终成品,中间经过了铣、镗、钻、攻螺纹、打毛刺等工序。因为是大批量生产,工序就分得很散,中间就可省去换刀具和调试的时间。
[1]李洪.机械加工工艺手册[M].北京:北京出版社,1996.
猜你喜欢
橡塑技术与装备(2022年12期)2022-12-12
昆钢科技(2022年2期)2022-07-08
装备制造技术(2021年1期)2021-05-21
哈尔滨轴承(2021年4期)2021-03-08
石材(2020年4期)2020-05-25
建材发展导向(2019年10期)2019-08-24
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
工程建设与设计(2016年1期)2016-02-27
科技视界(2014年11期)2014-06-28
