
电潜泵井防腐工艺探讨
2012-01-05 14:38马进文金文刚李昌胜周戈亮刘欣欣
石油化工腐蚀与防护 2012年1期
马进文,金文刚,李昌胜,周戈亮,刘欣欣
(中国石油化工股份有限公司中原油田分公司,河南濮阳 457172)
电潜泵井防腐工艺探讨
马进文,金文刚,李昌胜,周戈亮,刘欣欣
(中国石油化工股份有限公司中原油田分公司,河南濮阳 457172)
中国石油化工股份有限公司中原油田分公司文留油区电潜泵井腐蚀较为严重,腐蚀程度达到Ⅳ级以上的电泵井占统计总数的22.9%。电泵机组使用缓蚀剂,因不能预膜处理,总体上虽有一定效果,但易腐蚀部位防腐效果较差。在电泵机组应用牺牲阳极保护装置之后能使电泵机组和油管不再被腐蚀,只有当防腐器上的较活泼金属消耗完后,电泵机组和油管才会发生电化学腐蚀。缓蚀剂对电泵机组和油管的防腐具有均衡性,牺牲阳极保护技术对油管的防腐具有重点性,将二者结合使用,可取得较好效果。牺牲阳极防腐装置工艺简单,安装方便,缓蚀率高,对地层无伤害,能有效减少井液对电泵机组和油管管柱的电化学腐蚀,降低腐蚀速率,延长电泵机组和管柱的使用寿命。
电潜泵井 防腐工艺 牺牲阳极 防腐装置
1 文留油田电潜泵(ESP)井生产与腐蚀状况
中国石油化工股份有限公司中原油田分公司文留油田(以下简称文留油田)经过30 a的开发,目前处于中后期开发阶段,多数油井已水淹,含水率特别高。电潜泵井因其排量大、效率高,成为文留油田的重要采油方式之一。由于文留油田“高温、高含水和高矿化度”的地质环境,其井筒腐蚀非常严重,成为制约电潜泵井正常生产的一项重要因素。
2010年对文留油田48口电潜泵井进行了腐蚀速率统计,腐蚀程度达到Ⅳ级以上的电潜泵井有11口,占统计总数的22.9%。电潜泵井腐蚀较严重的区块是文209块和文38块,腐蚀穿孔井段集中在500~2 500 m井段处,为典型的内腐蚀,腐蚀呈沟、槽状及不规则穿孔。现场测试产出液中铁离子质量浓度为50~120 mg/L。据统计,2009-2010年中文留油田48口电泵井因电泵机组和油管腐蚀穿孔导致的作业检泵达20井次。
典型井例:文19-7井,到2010年2月作业检泵时只生产了130天,电泵机组就因腐蚀从下节泵接头处落井。
2 文留油田电潜泵井防腐工艺研究与应用
2.1 电泵机组和油管的耐蚀性能
电泵机组的部件耐蚀性能是由其材质的化学成分和结构共同决定的。部件材质中,各种夹杂物的性质,不但对其机械性能有影响,而且对其耐腐蚀性能有重要影响。部件材质中,夹杂物数量、种类应符合GB-10561-89的规定,夹杂物级别必须小于三级。在合金钢材中,含较多数量Cr和Ni等合金元素钢材的耐蚀性能最好。因此,对电泵机组、油管等,在使用前应严格对夹杂物的种类和级别进行化验,不合格不能使用,确保其耐蚀性能良好。
2.2 单纯应用缓蚀剂防腐存在弊端
因电泵机组的特殊性,一般不采用作业预膜的办法对其处理。电潜泵井生产期间,在井中加入缓蚀剂,因井液流速快,缓蚀剂与介质接触时间短,虽然总体上有一定防腐效果,但对易腐蚀部位防腐不够理想。
2.3 应用阳极保护技术
2.3.1 阳极保护技术原理
阳极保护技术是利用电化学原理,选择一种其电位比金属基体更负的金属或合金,把它做成一定的形状,与金属设备相连接。这样,当发生电化学反应时,电位更负的金属被氧化,与其相连的金属设备被保护。常用的阳极保护技术有锌铝合金油管短节式和捆绑式。
2.3.2 牺牲阳极防腐短节
牺牲阳极防腐短节结构见图1。它由金属主体和合金电极等组成,使用时连接在电机下端,作业时与电泵机组一起下入井内,从而起到对电泵机组和油管的保护。牺牲阳极防腐短节的自然电源保护范围为50 m,最大外径是102 mm,最高工作温度是110℃,消耗寿命不低于4 a。
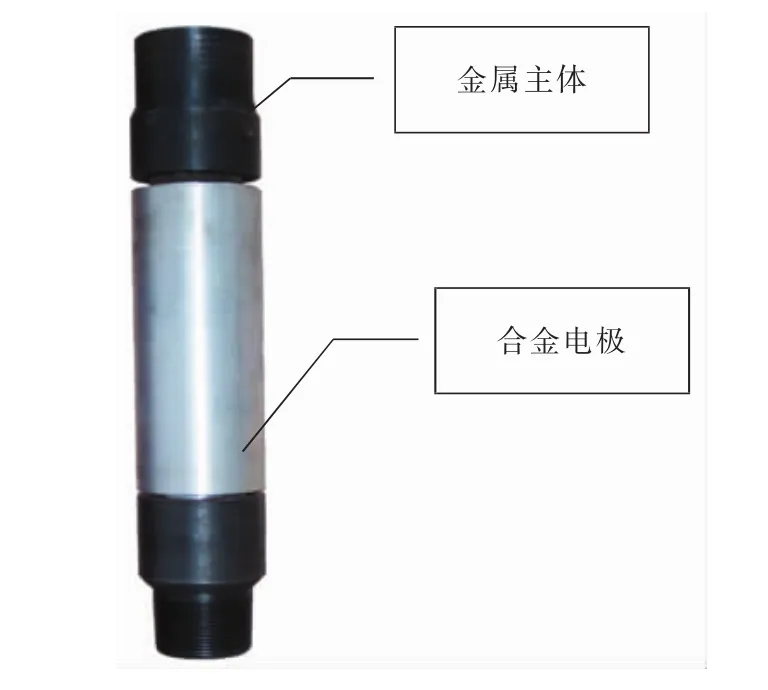
图1 牺牲阳极防腐短节Fig.1 Short section of anode corrosion
2.3.3 电潜泵井应用牺牲阳极保护装置
将牺牲阳极防腐器安装在电机下部下坠井内。根据原电池原理,防腐器的阳极不断向被保护机组和油管表面提供阴极电流,从而使电泵机组和油管不再被氧化,只有当防腐器上的较活泼金属消耗完后,电泵机组和油管才会发生电化学腐蚀。
2.3.4 缓蚀剂与牺牲阳极保护技术综合应用
缓蚀剂对电泵机组和油管的防腐具有均衡性,牺牲阳极保护技术对油管的防腐具有重点性,因此将二者结合使用,可取得更好效果。
2.3.5 牺牲阳极保护技术应用效果
文19-7井井筒腐蚀严重,2010年2月作业检电泵时既应用了牺牲阳极防腐装置,同时也使用缓蚀剂进行防腐蚀,截止到2011年8月12日该井已正常生产530天,比措施前5次的平均作业周期207天,延长了323天。在文留油田电潜泵井应用牺牲阳极防腐装置11口井,这些井平均检泵周期延长了130天,平均每年因腐蚀减少作业检泵3井次,节约作业费用150 000 RMB¥。
3 结论
(1)牺牲阳极防腐装置工艺简单,安装方便,缓蚀率高,对地层无伤害,有效期长;
(2)牺牲阳极防腐装置能有效减少井液对电泵机组和油管管柱的电化学腐蚀,降低腐蚀速率,延长电泵机组和管柱的使用寿命;
(3)应用牺牲阳极防腐装置和定期加缓蚀剂相结合,防腐效果更好,经济效益明显。
Study on Anti-corrosion Process for ESP Well
Ma Jinwen,Jin Wengang,Li Changsheng,Zhou Geliang,Liu Xinxin
(SINOPEC Zhongyuan Oil Field Company,Puyang,Henan 457172)
The ESP wells in Wenliu Oil Area of SINOPEC Zhongyuan Oil Field Company corroded seriously,and the number of ESP wells with corrosion of Grade IV and plus accounted to 22.9%of the total.When corrosion inhibitor was used for electric pump train,the corrosion prevention result was poor in corrosive locations because of being incapable of performing pre-filming treatment.When sacrificing anode cathodic protection unit was installed for the electric pump train,the electric pump train and oil pipe were no longer corroded.The electric-chemical corrosion only occurred when the active metals were consumed.Good corrosion prevention can be achieved by integrated application of corrosion inhibitor and cathodic protection because the corrosion inhibitor provides a balanced corrosion protection for electric pump train and sacrificing anode cathodic protection offers a concentrated corrosion protection for oil pipes.The sacrificing anode cathodic protection unit,which is simple in process,easy in installation,high in corrosion prevention performance and little in harm to the soil,can effective reduce the electric-chemical corrosion of well liquid on electric pump train and oil pipes and extend their service life.
ESP well,anti-corrosion process,sacrificing anode,corrosion prevention unit
TE982
A
1007-015X(2012)01-0018-02
2011-06- 12;修改稿收到日期:2011-11-30。
马进文(1963-),工程师,1983年毕业于安阳师范学院化学专业,1995年到1996年在北京化工大学进修,1997年至今一直从事油田化学与采油工艺工作。E-mail:mjw2mjw@sina.com
(编辑 张向阳)
猜你喜欢
大电机技术(2022年3期)2022-08-06
科学与财富(2021年35期)2021-05-10
云南化工(2020年11期)2021-01-14
化工管理(2021年3期)2021-01-09
防爆电机(2020年3期)2020-11-06
重型机械(2020年2期)2020-07-24
电子制作(2018年12期)2018-08-01
石油钻采工艺(2017年2期)2017-04-09
山西化工(2016年6期)2016-04-09
石油钻采工艺(2016年3期)2016-04-09
