ZARE技术在含硫化物液态烃球罐的应用
2012-01-05 14:36:20邹积强张丽华
石油化工腐蚀与防护 2012年3期
邹积强,张丽华
(1.大连西太平洋石油化工有限公司,辽宁大连 116000;2.中国石油大连石化分公司,辽宁大连 116031)
ZARE技术在含硫化物液态烃球罐的应用
邹积强1,张丽华2
(1.大连西太平洋石油化工有限公司,辽宁大连 116000;2.中国石油大连石化分公司,辽宁大连 116031)
液态烃球罐发生应力腐蚀开裂,主要是由于湿硫化氢发生电化学反应造成。针对含硫化物的液态烃球罐在国内石化领域检测发现大量腐蚀裂纹,提出防止球罐应力腐蚀的一项专有ZARE技术,旨在预防和降低液态烃球罐发生应力腐蚀开裂的风险,降低液态烃球罐的使用风险,ZARE技术本质属于阴极保护技术,已在国内10家炼化企业使用,取得了初步成效,ZARE技术有望在国内炼化企业推广使用。
液态烃 硫化物 球罐 应力腐蚀 ZARE推广
液态烃球罐在国内炼化行业大量分布,一个千万吨炼厂球罐数量一般在30~40台左右,各炼化企业每1~5 a不等安排球罐检测检验,均不同程度检测出大量的腐蚀裂纹或微裂纹,严重威胁着各炼化企业的生产安全。由于球罐发生应力腐蚀开裂无任何征兆,具有隐蔽性、突发性的特点,所以一旦发生腐蚀泄露,其造成的后果往往是灾难性的,尤其是近年来国内炼制进口高硫原油比重的加大,球罐发生应力腐蚀开裂的事件呈逐年上升的趋势。1988年美国NACE成立了专门研究湿硫化氢环境下腐蚀设备发生SSCC的专题组-T-8-6a,在受检的5000台压力容器中,发现26%存在腐蚀裂纹,针对液态烃球罐而言,H2S含量低于50 μg/g,发生应力腐蚀开裂的几率也高达17%[1]。基于以上因素,各炼化企业均重视含硫化物的液态烃球罐的检验,每年花费大量经费对球罐进行检测。
1 液态烃球罐发生应力腐蚀开裂
钢在某些介质环境下会产生应力腐蚀开裂(即SCC),钢的强度越高,对应力腐蚀越敏感。常见的应力腐蚀环境主要有湿H2S、无水液氨、硝酸盐、碳酸盐、氢氧化物、氰化物和二氧化碳等。在炼油生产中,硫含量越大,湿H2S应力腐蚀开裂越严重。
国内压力容器用钢大多数采用的是低合金高强度钢,目前对低合金高强度钢尚没有统一的定义。一般认为在低碳钢的基础上添加合金元素总量不超过5%的为低合金钢。材料标准抗拉强度值下限不小于540 MPa,满足上述两要求的压力容器用钢,称之为低合金高强度钢。一般情况下低合金高强度钢主要包含两大类:Cr-Mo钢和16MnR,16MnR是目前国内应用最多的压力容器用钢。国内外对于液态烃球罐研究最多的还是以硫化氢腐蚀为主,本文就以硫化氢为腐蚀介质对球罐发生硫化物应力腐蚀(简称SSCC)为代表进行阐述。
当硫化氢与液态水或含水物流共存时,就形成湿硫化氢腐蚀环境。钢在湿硫化氢环境中的腐蚀反应过程可以表示如下:
当硫化氢与液态水或含水物流共存时,就形成湿硫化氢腐蚀环境。钢在湿硫化氢环境中的腐蚀反应过程可以表示如下:
水溶液中所含的H2S通常离解为:
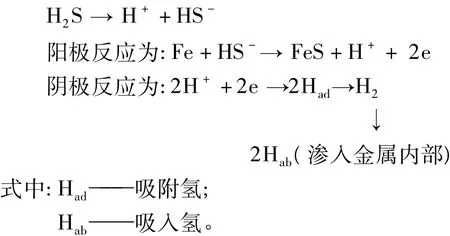

硫化氢应力腐蚀破坏,是金属的阳极溶解导致开裂和阴极氢脆共同破坏这两种方式联合作用的结果,其中氢的脆性破坏起主导作用。
钢铁在H2S水溶液中,不只是由于电化学反应生成FeS而引起的硫腐蚀,而且渗入钢中的氢原子一部分分散在金属晶格内,另一部分向金属缺陷处扩散聚积,并形成氢分子。而这些氢分子不易从钢中逸出,使钢发生永久性的损伤。由于氢分子的不断聚积,巨大的内应力致使钢材分层、鼓泡、甚至开裂。同时,由于焊接过程中不可避免地残存有缺陷,又极易诱发焊缝的晶间腐蚀和缝隙腐蚀,对焊缝附近产生破坏作用。
当pH值大于6时,钢铁表面为FeS覆盖,有较好的保护性能。但由于存在CN-,溶解了FeS保护层,加速了腐蚀反应的发生:

2 液态烃球罐湿硫化氢环境中腐蚀开裂调查
按照我国《压力容器安全技术监察规程》,湿硫化氢环境需符合以下条件:
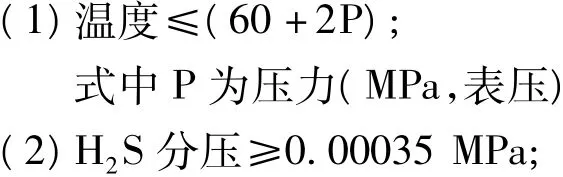
(3)介质中含有液相水或处于露点温度以下;
(4)pH值<9或有CN-存在。
湿硫化氢环境下的腐蚀开裂,是指水相或含水物质在露点以下形成的水相与硫化氢共存时,在介质与外力(含内部组织应力及残余应力)协同作用下所发生的开裂。一般认为,湿硫化氢腐蚀引起开裂主要有四种形式:氢鼓泡(HB)、氢致开裂(HIC)、应力导向氢致开裂(SOHIC)、硫化物应力腐蚀开裂(SSCC)。
液化石油气(LPG)球罐由于储存介质具有易燃、易爆等特点,一旦发生事故其后果十分严重。2010年1月某石化303厂316烃类罐区发生爆炸,随即起火。爆炸事故造成了6人遇难,1人重伤,5人轻伤 。2010年5月,中石油某石化公司的1000 m3丁二烯球罐检测发现赤道板C10~C14焊缝中间板木材发现连片鼓包,鼓包最大面积为2.4平方米,最大直径为130 mm,经检测为硫化物应力腐蚀开裂所致,由于球罐损伤严重,做判废处理[2]。大庆某石化公司炼油厂由于频繁出现球罐裂纹,每年格外重视检测腐蚀裂纹[3]。中石油某石化公司2011年6月发现承装70%丙烷的Q-5号球罐(1000 m3)多处腐蚀裂纹,而该球罐材质为SPV36N,而该球罐在两年前的检验没有发现腐蚀裂纹。
液化石油气(LPG)球罐在使用时,因储存介质所造成的腐蚀破坏是经常发生的,它使球壳表面受到破坏,产生腐蚀坑、沟糟甚至裂纹,使钢材的力学性能恶化,导致球罐失效。LPG球罐由于储存介质具有易燃、易爆等恃点,一旦发生事故其后果十分严重。
加工高硫原油是导致球罐大量产生应力腐蚀裂纹的主要原因。
3 球罐发生硫化物应力腐蚀(SSCC)的防腐 对策
为防止液态烃球罐使用中发生硫化物应力腐蚀开裂,国内各大炼化企业和科研院所等做了大量的工作也取得了一些成效,比如控制球罐用钢的S和P的含量、严格把控球罐用钢的显微组织、硬度、合金元素和热处理,加强工艺过程硫化物含量的控制等,总结了大量的成功经验。在探索寻求球罐防止硫化物应力腐蚀开裂的具体措施上,大连西太平洋石化公司由于是国内炼制中东含硫原油最早的合资企业,在球罐防腐治理上,经过七年的探索和使用,证明ZARE技术对液态烃球罐防腐行之有效。尽管开工后的十几年一直炼制中东含硫原油,由于球罐防腐处理方法得当,一直没有出现腐蚀裂纹情况发生,即便是制造期间存在的旧的裂纹,采取ZARE技术有的历次检验中,腐蚀裂纹未出现扩展现象,腐蚀裂纹或硫化物应力腐蚀开裂问题得到了很好的控制。
3.1 ZARE涂层的成分及防止应力腐蚀原理
ZARE合金层是通过阴极保护和成膜防护防止钢铁基体腐蚀,ZARE合金喷涂在钢基体表面形成一层致密的保护膜,屏蔽腐蚀介质,防止金属腐蚀。当覆盖层产生针孔、裂纹等缺陷时,覆盖层优先腐蚀产生保护电流。ZARE合金层中含有活泼金属,和氧有极高的亲和力,在空气中其表面迅速生成一层致密的三氧化二铝、保护膜,能耐大多数的酸碱盐和溶剂的腐蚀,有着良好的耐硫、硫化氢腐蚀性能,但是阴极保护效果较弱,主要是由于生成的三氧化二铝(Al2O3)薄膜使覆盖层电极电位升高。
ZARE合金层中的一种元素在含硫化物的介质中保护膜易被破坏时,尽管失去保护作用但其腐蚀产物体积膨胀3~4倍,有利于封闭合金层,起到保护作用。
由于侵蚀性阴离子HS-、Cl-吸附在合金表面的缺陷位置形成活化点而开始引起点蚀。随着点蚀的发展,活化点周围的金属元素开始溶解,而固溶于ZARE的其他金属元素也随之溶解,电位高的金属元素置换沉积在钝化膜表面,破坏了钝化膜的致密性,促使合金进一步溶解。
ZARE中的活性金属元素含稀土元素可增加合金活性,含有稀土元素的ZARE合金层能与硫产生强烈反应生成稳定的硫化物,减少或消除了对铁金属的腐蚀,且不会生成疏松的FeS锈层。ZARE中不同金属合金化过程中产生的析出相,由于H2S,HS-和Cl-吸附形成点蚀活化点,使得析出相周围Al基体活化溶解。ZARE合金层中不同金属微粒之间构成网络硬构架,阻止、阻滞了活性最强的金属元素腐蚀产物的流失,且先腐蚀的金属元素腐蚀产物基体膨胀(3-4倍),还可以将活性较低的金属元素小孔以及电弧喷涂过程形成的多孔组织堵住,使得合金层更加致密,好上加好。这也就是所谓的“固定床效应”。
最重要的是SSCC金属材料发生应力腐蚀开裂需存在三要素:临界电位、临界浓度、临界时间,见图1。

图1 SSCC的三要素Fig.1 The three elements of the SSCC
ZARE涂层提供的外加电流使得球罐本体的电位小于临界电位,使产生应力腐蚀的三要素缺位临界电位这一必要条件,从使在本质上抑制或消除球罐不发生硫化物应力腐蚀(SSCC)。
3.2 应用ZARE保护的液态烃球罐与未采取防腐措施的罐球对比
大庆某石化公司炼油厂气体原料车间球罐,2009年10月份检验时发现球罐QW-2、QW-5打开后锈蚀非常严重,检测公司发现在QW-2、QW-5焊缝热影响区发现裂纹,球罐QW-2在焊缝热影响区共发现裂纹14条。QW-5共计4条环焊缝,在每条环焊缝热影响区都发现存在断续裂纹,几乎涵盖整个球罐环焊缝。部分环焊缝上下热影响区均发现裂纹。2010年10月,5#球罐采用ZARE防腐,2#球罐未采取ZARE技术防腐,经过半年使用,到2011年3月份重新检验,5#球罐未发现裂纹,未做ZARE技术的2#球罐则发现20多条新裂纹,对比明显。
4 ZARE技术的意义和应用前景
目前,ZARE球罐防腐技术已被中国石油炼化分公司所推广,得到中石油炼化分公司的肯定。并已在中石油、中海油等数十个炼化企业得到推广实施。
ZARE技术以较小代价,换来的安全效益和实现球罐在含有硫化物等腐蚀介质中的本质安全,降低了球罐使用风险,提高了球罐使用的本质安全,延长了球罐的安全使用寿命,大大降低了球罐发生SSCC的风险等级,为企业消除设备管理瓶颈提供了一套可靠的保护方法。
我们国家原油依存度已到达55%以上,其中进口部分的高硫原油部分占到58%,含硫原油占30.8%,H2S腐蚀几乎伴随着炼油的全过程,这其中尤以低温湿H2S腐蚀以不可预见性,成为炼油及储存液化气过程最大的腐蚀隐患,因此解决好储存含H2S球罐的腐蚀有着深远的意义。
一般10 Mt的大型炼厂含硫化物球罐数量在40~50台左右(各大炼厂的功能性及设计单位的不同会有所差异,这里只是进行估量),初步推断中国石油和中国石化两大炼化企业的液态烃球含硫化物球罐数量大约在2500台左右,按照美国NACE的调查H2S含量即便是小于50 mg/L的安全参考值,仍有17%的开裂率,足以引起高度重视。
ZARE目前在国内处于技术领先水平,在今后的工作中仍需要密切跟踪发现新问题,进一步完善。
[1]张英梅,张爱民,汤建美.湿硫化氢对压力容器的腐化检测[J].石油知识,2006,7(6):21.
[2]张健,周文远,曹维国.球罐硫化氢损伤及防护措施[J].石油化工腐蚀与防护,2011,28(增刊1).36~37.
[3]李志军等.稀土合金防护层在液化气球罐中的应用[J].炼油与化工,2011,02(22):10 ~13.
Application of ZARE Technology in Spherical Tanks for Sulfur Hydrocarbon Liquid
Zou Jiqiang1,Zhang Lihua2
(1.Dalian West Pacific Petrochemical Co.Ltd.,Dalian,Liaoning 116000;2.PetroChina Dalian Petrochemical Company,Dalian,Liaoning 116031)
The culprit of stress corrosion cracking in spherical tanks for liquid hydrocarbons is the electrical-chemical reaction of wet hydrogen sulfides.To solve the problems of large number of SCC found in the examination of spherical tanks for sulfur hydrocarbon liquid,a dedicated proprietary ZARE technology was proposed to prevent and reduce the risks of SCC on spherical tanks for hydrocarbon liquid so as to minimize the risk in spherical tank operation.The ZARE technology,which is the cathodic protection technology,has been successfully applied by more than 10 refiners in China,and good results have been achieved.The technology will be widely appreciated in Chinese refineries.
hydrocarbon liquid,sulfides,spherical tank,stress corrosion,application of ZARE technology
TE988
B
1007-015X(2012)03-0056-04
2012-02- 14;修改稿收到日期:2012-04-28。
邹积强,1989年毕业于大连理工大学腐蚀与防护专业。高级工程师,从事炼油设备失效分析和风险评估(RBI)工作。E-mail:zare88@126.com
(编辑 王菁辉)
猜你喜欢
石油沥青(2021年5期)2021-12-02 03:21:12
能源工程(2021年1期)2021-04-13 02:05:54
中国特种设备安全(2021年10期)2021-03-08 02:43:26
中国特种设备安全(2019年7期)2019-09-10 07:30:38
石油化工建设(2018年3期)2018-11-30 02:03:16
中国盐业(2018年12期)2018-09-21 07:14:08
中国资源综合利用(2016年7期)2016-02-03 03:00:11
中国资源综合利用(2016年10期)2016-01-22 08:36:08
环境科技(2015年3期)2015-11-08 12:08:36
焊接(2015年3期)2015-07-18 11:03:25