
钢轨打磨车恒力加载系统的分析仿真研究*
2012-01-04 01:56方立志胡军科周乾刚
铁道科学与工程学报 2012年2期
方立志,胡军科,周乾刚
(中南大学机电工程学院,湖南长沙410075)
随着现代铁路向着重载高速线路的发展,对大型养路机械需求量会越来越大,对大型养路机械的质量要求也越来越高。现有大型养路机械无论在品种、数量,还是在作业效率和性能等方面都不能满足现实需求[9]。钢轨打磨车是养路机械中非常重要和常见的一种。钢轨打磨是线路养护维修中的重要手段[2],采用打磨的方法来预防钢轨波磨、控制接触疲劳、裂纹扩展和磨耗有好的效果[8]。打磨机构是钢轨打磨车工作机构,北京交通大学的吕峰对钢轨车的打磨机构进行了动力学特性分析与结构优化,本文将对其液压恒力加载加载系统作分析仿真研究。由于钢轨打磨车打磨精度要求很高,每次打磨量最多为0.2 mm,且列车在打磨时处于运行状态,因此,打磨作业的特点要求打磨液压加载工作系统必须要有良好的精度和动态特性。西安交通大学沙道航就对钢坯修磨机的恒力加载系统进行了研究并提出了溢流阀,比例溢流阀和伺服阀3种加载方案;宁振雷等[3-4]提出了用比例减压阀应用于大型钢坯修磨机的恒力加载系统。由于钢轨打磨车的加载精度要求比钢坯修磨机的要高,钢坯修磨机的恒力加载系统不能满足钢轨打磨车的要求。因此,对钢轨打磨车打磨机构液压恒力加载系统作深入研究是十分必要的。
1 钢轨打磨原理及液压恒力加载方式比较
1.1 钢轨打磨原理
钢轨打磨分为表面打磨和外形打磨。表面打磨主要是控制和清除钢轨表面已有的缺陷,外形打磨主要是改善轮轨接触状态。外形打磨控制钢轨侧磨合侧向轮轨作用力、波磨及疲劳,改善轮轨接触应力,减小轮轨动力作用,降低轮轨噪声,延长钢轨使用寿命[2]。由于波磨的存在,钢轨表面是起伏不平地,其轨迹曲线可近似的认为是正弦函数为Asinbx。其中:A为波幅;b为波长。
为了保证较高的生产效率,必须最大地发挥工作系统的功率利用率。工作系统采用恒功率打磨。打磨切削功率正比于磨头正压力F和进给量C,即N∝F·C。由于每次打磨时进给量C设为定值,所以,每次打磨时磨头正压力也应为恒定值,即磨头的加载力为恒定值。因此,为磨头提供加载力的液压系统应为恒力加载系统。
1.2 液压恒力加载方式比较
若要用油缸进行恒力加载,就必须保证加载油缸有杆腔和无杆腔压力差的恒定,因此,可以同时对油缸的有杆腔和无杆腔同时进行恒压供油。但考虑到工作过程中由于波磨的影响,油缸活塞杆的位移实际上是围绕某一定值上下波动的,由此反应到油缸两腔的容腔和压差是波动变化的,其波动方式跟随着钢轨波磨的波动方式。为了保证工作质量,恒力加载系统必须具有良好的动态性能。常见的加载系统有伺服阀加载、比例溢流阀加载和比例减压阀加载。
1.2.1 伺服阀加载:
伺服阀具有控制灵活、精度高,快速响应性好等这些优点可以很好地满足打磨车加载系统的要求。但是,由于野外作业,粉尘多等因素,钢轨打磨车工作环境非常恶劣、污染严重。因此,打磨车并不适合使用伺服加载系统。
1.2.2 比例溢流阀加载
一种很传统普遍的恒压力控制方式。采用比例溢流阀的恒力加载系统比伺服阀加载系统结构,且具有抗污染能力强,易于维护等优点。图1所示为力士乐6通径压力等级100 bar比例溢流阀的特性曲线[5],由图可知:它有最小稳定流量的限制,由加载系统的流量波动性可知,比例溢流阀的最小稳定流量的限制会影响到波动流量系统的精度。
压力飞升速率为[6]:
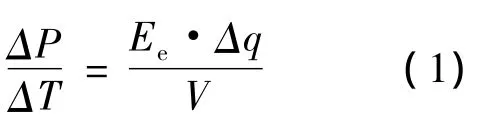
式中:ΔP为系统压力;Ee为液压油有效体积弹性模量;Δq为压力区油液总变化量;V为压力区总容积;ΔT为时间。在同等情况下,比例溢流阀并联在系统中会造成控制容腔体积过大而影响到动态系统的动态响应速度,造成系统的跟随性差。
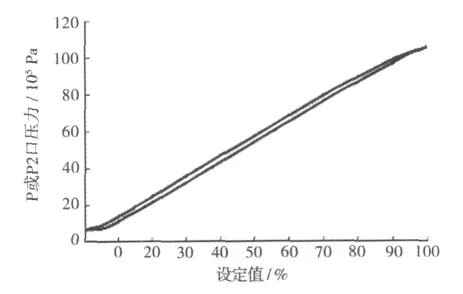
图1 溢流阀的特性曲线Fig.1 Flow characteristic curve of pressure relief valve
1.2.3 三通比例减压阀加载
减压阀可分为定压减压阀、定比减压阀和定差减压阀,其中定压减压阀用于控制出口压力为定值。比例减压阀和伺服阀相比,具有结构简单,易于维护,抗污染能力强等优点。虽然其精度和响应速度不如伺服阀,但也够满足打磨车的要求。三通比例减压阀是串联在系统中,由式(1)可知,减少了控制容腔对系统动态响应速度的影响,提高了加载精度。减压阀流量公式为:

式中:K为流量系数;A(x)为阀开口函数;ΔP为压差;将式(2)线性化得:

式中:kQ为流量增益;kP为压力增益;求得流量增益kQ为:

采用圆孔阀口时,阀的开口面积增益[6]:

式中:d为阀口直径;x为阀口开口量。
由式(4)和(5)得:

由式(6)可知:流量增益KQ在的附近值很小,即在阀打开和关闭的小范围内有着较小的稳定流量,这种特性对于流量波动而压力稳定的系统有着重要的意义。
综上所述,打磨工作系统采用三通比例减压阀加载。
2 AMEsim建模及仿真
2.1 确定系统方案
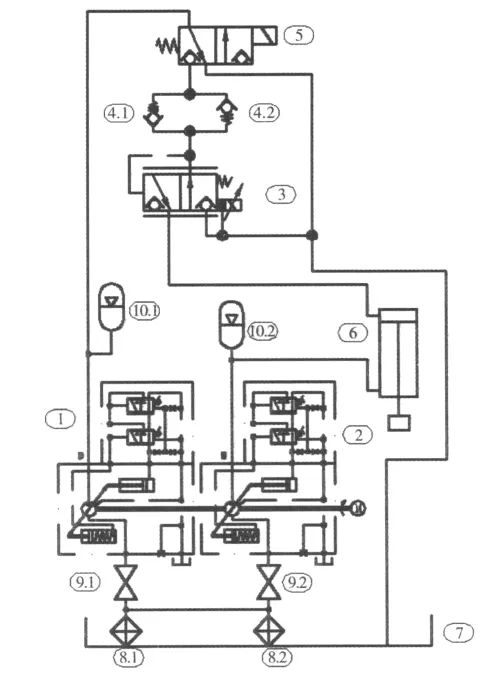
图2 加载系统液压原理图Fig.2 Hydraulic schematic diagram of loading system
根据以上分析,确定系统方案并拟定系统原理图如图2所示。其中,部件3为三通比例减压阀,恒压泵加蓄能器给加载缸的有杆腔和无杆腔恒压供油,电磁阀5为矢能阀,起开关作用。
2.2 AMEsim建模及仿真
由法国IMAGINE公司研发的AMEsim工程系统高级建模与仿真平台[7]。AMESim使得用户从繁琐的数学建模中解放出来从而专注于物理系统本身的设计。是基于键合图的液压,机械、电气系统建模、仿真及动力学分析软件。AMESim仿真软件已经在航空航天、汽车制造以及工程机械等领域中得到广泛的应用,成为流体、机械、热分析、电磁以及控制等复杂系统建模和仿真的优选平台。
在建立此恒压加载系统模型中,以下模型进行了简化:(1)直接用恒压源代替恒压泵和蓄能器的组合;(2)由于矢能阀只起到开关的作用,因此,在仿真时可以忽略;(3)忽略液压缸空行程的过程,直接将液压缸的初始行程设置为零点位置到工作位置的距离;(4)用弹簧代替钢轨,信号系统模拟钢轨的波磨。简化后的模型如图3所示。
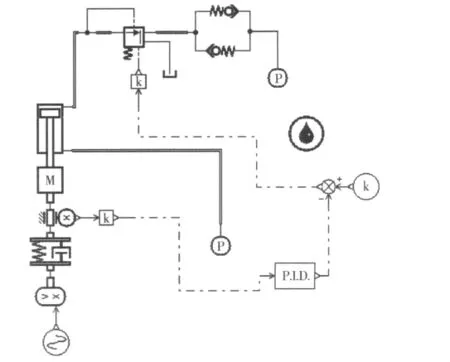
图3 系统AMEsim仿真模型Fig.3 AMEsim simulation model of the system
加载恒压源设为69×105Pa,有杆腔恒压源设定为10 ×103Pa,弹簧刚度k=7.8 ×107N/m,阻尼c=5.0×104Ns/m,进油单向阀设定压力为0.3×105Pa,回油单向阀设定为4×105Pa。三通比例减压阀流量设定为30 L/min。
图4所示为加载缸无杆腔压力曲线,图5所示为加载缸无杆腔流量曲线。从图4和图5可以看出:打磨过程中加载缸无杆腔压力恒定为60×105Pa,流量呈周期性波动。因为受到波磨的影响,打磨过程中加载缸位移为正弦曲线波动,从而引起无杆腔容腔的也是正弦曲线波动,所以,无杆腔流量呈正弦曲线波动。
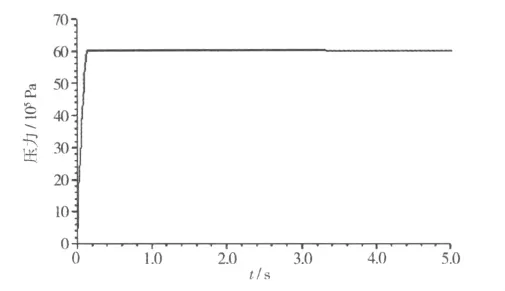
图4 加载缸无杆腔压力曲线Fig.4 Pressure curve of rear end chamber of the loading cylinder
从图5可知无杆腔流量波动范围为±0.057 L/min,波动周期约为1.0 s。图6所示为加载缸活塞杆速度曲线,其曲线也是正弦曲线,周期与无杆腔流量曲线同为1.0 s。且活塞杆速度曲线的波峰与波谷对应流量曲线的波峰与波谷。由流量和速度曲线良好的平滑性可知加载系统有着良好的跟随性。

图5 加载缸无杆腔流量曲线Fig.5 Flow curve of rod chamber of the loading cylinder
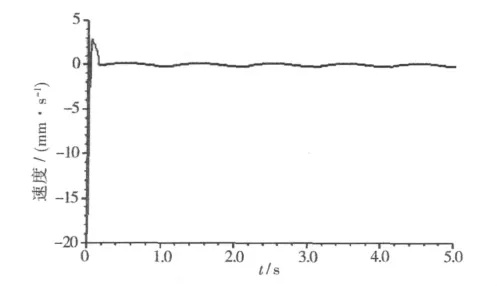
图6 加载缸活塞杆速度曲线Fig.6 Velo city curve of rod of the loading cylinder
3 结论
(1)通过对打磨原理的分析得出恒力打磨是一种高效的打磨方式。
(2)三通比例加载阀具有良好的动态特性和较小的稳定流量而更适合于打磨车的恒力加载系统。
(3)三通比例加压阀加载系统有着较高的精度和良好的跟随性。
[1]柏艳红,权 龙.电液位置速度复合伺服系统控制策略[J].机械工程学报,2010,46(24):151-155.BAI Yan-hong,QUAN Long.Control strategy of the electro-hydraulic position and speed hybrid servo system[J].Journal of Mechanical Enginee - ring,2010,46(24):151-155.
[2]雷晓燕.钢轨打磨原理及其应用[J].铁道工程学报,2000,3(1):29 -33.LEI Xiao-yan.Principle for rail grinding and application[J].Journal of Railway Engineering Society,2000,3(1):29-33.
[3]宁振雷,权 龙.钢坯修磨机磨头压下系统仿真及实验研究[J].液压气动与密封,2009.4:19-22.NING Zhen-lei,QUAN Long.Simulation & test research of grinding head loading system of st eel grinding machine[J].Hydraulics Pneumatics& Seals,2009.4:19-22.
[4]王永进.大型钢坯修磨机恒力加载系统的研究[D].太原:太原理工大学,2003.WANG Yong-jin.Research on following charcte-ristics of loading system with constant force of large steel conditional machine tool[D].Taiyuan:Taiyuan University of Technology,2003.
[5]Rexroth.工业液压元件[M].博士力士乐(中国)有限公司,2003.Rexroth.Industrial hydraulic components[M].Bosch Rexroth(China)Co.Ltd,2003.
[6]吴根茂,邱秀敏.实用电液比例技术[M].杭州:浙江大学出版社,2006.WU Geng-mao,QIU Xiu-ming.Electrohydraulic proportional techniquein theory and application[M].Hangzhou:ZheJiang university press,2006.
[7]付永领,祁晓野,李 庆.AMESim系统建模和仿真——从入门到精通[M].北京:北京航空航天大学出版社,2006.FU Yong-lin,QI Xiao-ye,LIQing.AMESim sysem modeling and simulation-rational rose[M].Beijing:Beijing U-niversity of Aeronautics and Astronautics,2006.
[8]金学松,刘启跃.轮轨摩擦学[M].北京:中国铁道出版社,2004:190-191.JING Xue-shong,LIU Qi-yue.Tribology of wheel and rail[M].Beijing:China railway publishing house,2004:190-191.
[9]周友中.连续式捣固车行走驱动液压系统的研究[D].长沙:中南大学,2011.ZHOU You-zhong.Continuous tamping machine travel drive of the hydraulic system[D].Changsha:Central South University,2011.
[10]周乾刚,胡军科,等.清筛机挖掘链液压驱动系统压力冲击研究[J].铁道科学与工程学报,2010,7(5):119-123.ZHOU Qian-gang,HU Jun-ke.The study on pressure impact produced by the hydraulic driving systerm of mining chain[J].Journal of Railway Science and Engineering,2010,7(5):119 -123.
猜你喜欢
河南科技(2022年21期)2022-11-23
设备管理与维修(2022年11期)2022-09-11
北京航空航天大学学报(2022年7期)2022-08-06
水泥工程(2020年2期)2020-09-07
水泥技术(2020年3期)2020-06-06
汽车零部件(2019年10期)2019-11-13
石油化工建设(2019年4期)2019-10-10
投资者报(2017年18期)2017-05-13
汽车与安全(2016年5期)2016-12-01
液压与气动(2015年1期)2015-04-16
