
金刚石膜中的黑色层状缺陷及非相关成因
2011-12-27 01:05罗廷礼
河北省科学院学报 2011年4期
罗廷礼
(河北省科学院激光研究所,河北石家庄 050081)
金刚石膜中的黑色层状缺陷及非相关成因
罗廷礼
(河北省科学院激光研究所,河北石家庄 050081)
对高功率直流电弧等离子体喷射法制备的金刚石膜中的黑色层状缺陷进行了研究。沉积过程中通过改变沉积速率;适量加氧、加水、加氮;采用高纯气体;调整漏气率;多台设备并联运行;单台设备反复运行和交换零部件多种手段,均未找到其成因。中对用黑厚时位式新理念的研究作了报导。证实夹层成因和膜制备过程中的上述因素间无密切关系。
金刚石膜;黑色层状缺陷;黑度-厚度-时位式
金刚石膜在高新科技领域,特别是电子技术中具有广泛应用,因此被公认为是最有发展前途的新型电子材料[1],其潜在的应用领域包括高能粒子探测器,红外微波强激光窗口,超薄X射线窗口等。
用高功率直流电弧等离子体喷射法制备的高品质金刚石膜中存在着点状和云团状黑色缺陷[2]外,膜中还有黑色层状缺陷。这对膜的热导率,磨耗比,三点抗弯断裂强度等特性,都有影响。因此,查明成因,消除夹层,对提高和改进膜质有重大作用。我们发现E06148-800μm厚的金刚石膜(见表4)由13层组成[3];500~1500μm厚的膜中,薄的夹层不足10μm,(同表D06147)不做成专用检测条、或检测条透光率过低、层间反差对比度不足、均不能看到黑夹层。再者,人们更多关注的是膜的完整性和透光率的提高。虽然也曾有人关注过黑夹层问题,但此前尚未见到有关这类缺陷及其分类、成因、表征方法、对膜性能影响研究的报导。
本文报导用黑度层厚时位式揭示出的夹层成因和膜制备过程中的沉积速率、气体纯度、加氧量、设备漏气率、气体可靠性、泵的漏油量间无密切关系。这些因素均属非密切相关因素。
1 材料和方法
1.1 样本条的制备
制膜设备用13.7k W(94.5V*133A)高功率直流电弧等离子体沉积炉。上偏压7.2V,工作介质气体氩Ar、氢H2、碳源C3H8流量分别为2、9、0.25SLM。泵压16.0kPa。温度960℃(A07086)。对用1.2方法中制备的膜用激光垂直膜片径向切成长5mm、厚0.6mm长方体样本条,于体积比为2∶1的高氯酸(HCl O4)和浓硫酸(H2SO4)混合液的烧杯内,在200℃下加热20min氧化除去样条切口上附着的非金刚石碳后在测量显微镜上用透射光垂直测量出各夹层的黑度和厚度值(精确到0.01mm),写出其膜的黑厚时序式和时位式,供进行多因素比较用。
用辅助分析手段激光Raman、X衍射分析、分光光度计、二次离子谱分析,对膜层进行评定,确定织构,透光率和导电元素钨、铜、铈、碳的存在。
1.2 方法
在探索夹层成因上先后选取:沉积速率,气体纯度,辅助气体氧、氮加入量,设备漏气情况,气源因素,设备因素,设备零部件因素,真空泵漏油及可靠性八种情况做了如下对比:A、速率对比-在9.2-25μm/h;B,气体纯度-高纯氢和高纯氩、高纯氢和普氩、普氢和普氩的作用差别对比;C,沉积过程中氧、氮加入量作用的对比;D,调节沉积过程中的空气加入量,模拟设备漏气情况对比;E,采用同一气源多台设备并联运行对比;F,同一气源单台设备反复开机对比;G,不同设备间交换直流电源,沉积腔体、循环泵、等离子炬等零部件的对比:H,抽气、充气、保压、检漏进行反复实验,查泵的漏油情况及可靠性对比。与此同时收集无夹层膜的成膜工艺参数,找出这些参数的许可漂移变化范围;夹层膜的相应成膜工艺参数,与无夹层时的参数作对比;在同一台制膜设备上,观察前后两次制膜工艺参数变化对夹层缺陷所产生的影响;在不同的制膜设备间、重复观察、比较进一步考察某一制膜工艺参数变化时所产生的影响。以黑厚时序式和黑厚时位式的表征方式来探究和确定夹层的形成原因。
1.3 黑度层厚时位式
定义1 膜层时位置:对应于化学气相沉积的一片自支撑金刚石膜厚,膜层成膜时刻在膜中占据的一段位置。它表征一串时间序列。同一层段序列时间内的微观成膜工艺参数基本上是相同的。因而会有大体相同的黑度和沉积速率。取决于工艺参数稳定性的单段序列元时间的长短决定着该层膜的厚度。所含导电元素吸光量的多少,决定其黑度。
定义2 黑度层厚时位式:一种表征夹层多种信息的表达式。由膜片号,膜厚,沉积时间,黑度,层厚等信息符号组成的式子,如:D07006-1510μm-88h-A1350B160。黑厚时位式强调了各夹层存续的时刻,它是三维的,测量需重复三次因而费时。不含厚度值时称其谓黑度时序式,是一维的,测量省时。
用字符A.B.C.D.E表征黑度,高半级的用相应的A’、B’、C’、D’、E’标记,对厚度不足十微米的,则用L和相应的黑度小写字符a、b、c、d、e组合成La、Lb、Lc、…表达之。字符A、B、C、D、E之后的数字表示厚度值-μm。因此建议黑度的定级方法用显微镜观察与标准样条比对。
2 黑度时序式和时位式表征的实验结果
2.1 和沉积速率的关系
沉积速率在9.2-14μm/h的A07×1,B07×1,D07×6,E07×2,F07×1,I07×5,16片膜均为OA型,好似沉积速率低时不产生黑夹层。但扩大样本后发现沉积速率高至20.2-22.3μm/h时B07×2,E07×2,F07×2,I07×3,A07×1,10片膜中均未出现夹层,也是OA型膜。在E00175-1060μm-41.25h-ABAB中,25μm/h的平均速率下仍有A型层出现。而沉积速率低到11.3-11.8μm/h的F07024,A07077,F07069中又均见到了黑夹层。故黑夹层缺陷与沉积速率的高低无必然联系。
2.2 和工作介质气体的关系
(1)用高纯H2时A07×5,I07×2七片膜中均有黑夹层。其黑度时序式分别为:41h-AC,34h-AC,34h-C,5h-BC,40h-CA和89h-ADE,41h-边DEDE、环CECD,但在A07022-62h-No中却无黑夹层。用高纯H2加再提纯时,也有黑夹层,如:A07044-24h-A’C。采用高纯H2和高纯Ar时也会有黑夹层,如:B07026-44.7h-DA。用普Ar高纯H2时也可无黑夹层,如:I07035-46h-No和D07028-44.5h-No。用普Ar和普H2时也可无黑夹层缺陷,如:E07033-50h-No。故黑夹层和Ar、H2气体纯度间无必然联系。
(2)黑夹层与工作介质气体中加O2量无必然联系,如表1所示。
(3)夹层与设备漏气率也无必然联系,见表2。
表1 加氧量对黑夹层的影响表
表2 漏气率和黑厚时序式表
由表2可看出,空气流量为0-20Sccm时仍可是A类膜,出现黑夹层时的漏气率没有一个固定的下限值,随设备和工艺参数而变。(但漏气率过大产生的氧化热影响结晶热的放出时就沉积不出金刚石膜。)
(4)多台设备并联使用同一气源时各膜夹层出现的早晚和黑度都不一致,见表3。从表3中可以看出:I06151和E06137黑度时序不同,F06093中旡夹层;E06139和F06152黑度时序也不同;E06138和F06094相比后者无夹层。黑夹层若由气体引起则时序上应有对应关系。故夹层的出现和气源间无密切关系。
2.3 循环泵漏油问题
在两台设备间通过交换直流电源、沉积腔体、循环泵、等离子炬等手段;用抽气、充气、保压、检漏等成膜静态对比实验均未查出问题所在。但只要一开机点火、做动态对比检验,就产生黑夹层随机出现的问题,表明黑夹层是和成膜过程密切相关的─如循环泵漏油或其它问题。但用普Ar、普H2在I07设备上先后四次开机,共运行了194h沉积出的I07003~I07006四片膜中均无黑夹层。紧随其后的六片膜中,其黑度时序式为:35.5h-AE,31h-No,10.4h-DE,21h-No,21.9h-ACD,33h-ADA。当查循环泵体上油杯的漏油速率时又均无明显异常。B07和D07两台设备各制备的10片膜其黑度序列式分别为AD、ABD、ALc A、AB、D、C、BD、DA、AB、AC和ABAB、ACA、AA’C、C、ACD、EF、CE、AD、No、AA’。泵的漏油量为什么会时大、时小、时有、时无呢?由D06147膜的黑厚时位特征式:1750μm-A80Ld A110Lb A90Ld A150C280A1000更容易看出,黑夹层的出现用循环泵的漏油量时大、时小、时有、时无的理由是难以解释通的,后来发现问题出在阴极上。
2.4 一些夹层膜的黑厚时位式(见表4)
表3 七片金刚石膜的沉积时序和黑度时序式表
表4 一些膜的黑厚时位式
从表4中可看出微观沉积条件相同的单段序列元时间内沉积的金刚石膜对应着相同的黑度和厚度层。E06148膜由十三层组成,有四层最小层厚十微米的Lb层。
图1是由十三层组成的A类膜1E-E06148,图2由四(六)层组成的非A类膜1B-E06145,图3则是由八层组成的A类膜1A-E06144。
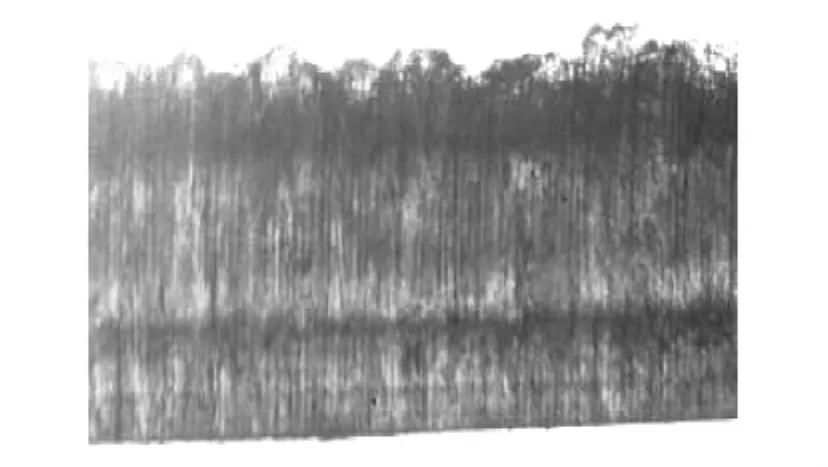
图1 1E-E06148-800μm-13层-A类(1E-E06148为图的库存号)
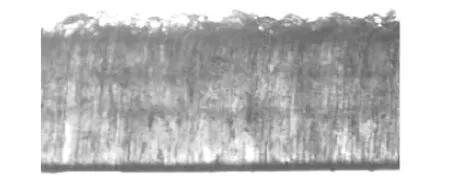
图2 1B-E06145-840μm-4层-非A类(1B-E06145为图的库存号)

图3 1A-E06144-820mm-8层-A类(1A-E06144-为图的库存号)
因纯N2、O2对黑夹层的形成无影响而改用空气代替纯O2、N2时H08025和H08027两片膜、厚度、沉积时间、沉积速率、功率、温度均相同,空气加入量分别为1.5和3Sccm时,其磨耗比E值分别为18.3万和83.5万。N2量的适度增加,E值不仅没有减少,反而有较大幅度的提高。在金刚石膜与杂质氮的关系研究[4]一文中给出了杂质氮对金刚石膜光学性能的影响,而没有涉及到磨耗比的问题。
3 结论
(1)用高功率直流电弧等离子体喷射法制备的金刚石膜中除了由贯穿孪晶、浮生晶、织构、晶界;钨、铜、金属颗粒;碳屑、金刚石膜碎屑形成的点状、块状或由其连成的云团状黑色缺陷外,有些膜中还确实存在着层状黑色缺陷。
(2)通过时序式的表述可以看出膜中层状黑色缺陷的形成和A.沉积速率的快慢;B.所用工作介质气体的纯度;C.沉积设备的漏气率;D循环泵的漏油率之间没有密切的依赖关系。它们是形成夹层的非密切相关因素,且宽容度相当大。而适当的加氧和氮,磨耗比不但不降,反而升高。
(3)黑夹层生成于膜的沉积过程之中。沉积条件的微观变化导致膜层对光的吸收量变化时,这种层间差就显示出膜的黑度成层性。
4 讨论
(1)关于制膜过程中对N2量的适度增加,E值不仅没有减少,反而有较大幅度提高的看法。一种可能原因是在做磨耗比测试时,磨耗热使晶柱介面上释放出来的吸附的孤氮原子(单原子N)和H结合成NH3。无N存在时,6个氢原子结合成3个体积的氢分子。有N存在时,则结合成2个体积的NH3分子。因NH3比H2具有更大的可压缩性,使两晶柱相邻界面承受到的推力大为降低,从而金刚石膜轴向晶柱不易被折断。因而磨耗比会提高。以O2代N2时形成的是H2O。与NH3相比其结合H少了33%,所以加O2的效果不如加N2好。但空气来源广、使用成本低,自然就会用空气来代替O2和N2。加O2有可能提高沉积速率,但也可能相反,与具体其它沉积工艺参数有关。光学膜和热沉膜以不加空气或纯N2、O2为好。
(2)用黑度时序式和层厚时位特征式来表征金刚石膜的黑色层状缺陷时非常直观方便。它是根据夹层膜产生的原因和特有的规律总结出来的表征新理念。通过黑度时序式和层厚时位特征式得知人为误操作,制膜工艺参数选取不当,成膜过程中工艺参数不稳漂移过大,器件使用参数设计不合理,加工精度不够,五种原因或其组合均可形成黑色层状缺陷。由于篇幅所限,这里不能细讲,对黑厚时位式新理念感兴趣者请参阅《金刚石膜中的黑色层状缺陷及黑厚时位式》一文[3]。
致谢 对在成文过程中张丽、赵昱同志给予的帮助特表谢意。
[1]陈光华,张阳,等.金刚石薄膜的制备和应用[M].北京:化学工业出版社,2004.
[2]姜春生,郭世斌,刘政,等.高功率直流电弧等离子体喷射法制备的金刚石厚膜中黑色缺陷的研究[J].人工晶体学报,2009:38(6),1349-1354.
[3]罗廷礼.金刚石膜中的黑色层状缺陷及黑厚时位式[J].磨料与磨具通讯,2011,(3):5-11.
[4]武改朝,余晓艳.金刚石与杂质氮的关系研究的[EB].http//www.paper.edu.cn/A200705-775.pdf/Adobe Acrobat7.0 Document,2007-05-23.
Formation analysis and the black lamellar defects on diamond films
LUO Ting-li
(InstituteofLaser,HebeiAcademyofSciences,ShijiazuangHebei050081,China)
The black lamellar defects are investigated,which was in diamond films and were prepared with DC Arc Plasma Jet CVD method.The cause of black lamellar defects were not found by various kinds of methods,such as changing deposition rate,adding proper amount of oxygen,water and nitrogen,adopting pure gases,adjusting gas leakage rate,parallel operation of multiple equipments,repeated operation of single equipment and exchanging parts.The black lamellar defects were found to be closely related with film formation process by using black thickness time sequence formulation.A new concept of black thickness time sequence formulation was reported in this paper.
Diamond film;Black lamellar defect;Black-thickness-time sequence formulation
TB383;O77
:A
1001-9383(2011)04-0010-06
2011-08-20
罗廷礼(1940-),男,河南郑州人,正高级工程师,从事直流电弧等离子喷射金刚石膜的制备和检测技术的研究.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
设备管理与维修(2021年7期)2021-06-18
上海大中型电机(2021年1期)2021-06-09
科技视界(2021年3期)2021-02-02
重型机械(2019年3期)2019-08-27
焊接(2016年9期)2016-02-27
现代制造技术与装备(2015年4期)2015-12-23
新疆钢铁(2015年2期)2015-11-07
应用化工(2014年1期)2014-08-16
河南科技(2014年8期)2014-02-27
