铝合金等温挤压技术与装备研究现状
2011-12-18 06:31黄志其尹志民刘志铭李静媛胡水平
材料研究与应用 2011年3期
黄志其,尹志民,陈 慧,刘志铭,李静媛,胡水平
1.中南大学材料学院,湖南 长沙410083;2.佛山市三水凤铝铝业有限公司,广东 佛山528133;3.北京科技大学材料学院,北京10083
铝合金等温挤压技术与装备研究现状
黄志其1,2,尹志民1,陈 慧2,刘志铭2,李静媛3,胡水平3
1.中南大学材料学院,湖南 长沙410083;2.佛山市三水凤铝铝业有限公司,广东 佛山528133;3.北京科技大学材料学院,北京10083
介绍了国内外铝合金等温挤压技术的研究与应用现状,及铝合金等温挤压的实现方式,以期为相关研究提供经验借鉴.
铝;等温挤压;技术与装备;研究现状
在常规的铝及铝合金热挤压过程中,由于变形温度不断提高,导致金属材料在挤压的整个过程中,其出模口不同部位的实际温度产生较大的波动.模口不同部位的温差,会引起制件断面的组织与性能不均匀,甚至产生扭曲、裂纹等较严重的缺陷.整个挤压过程中模口附近的温度变化,会引起制品头尾的组织与性能不均匀,而等温挤压是解决这一问题最好的方式.
等温挤压的特点就是要确保在整个挤压过程中,模孔附近变形区金属的温度始终保持恒定或基本恒定,尽量保持金属变形抗力和金属流动的均匀性,使模孔的压力不变或基本不变,从而获得较高的挤压速度,同时挤压型材的形状与尺寸精度、组织与性能沿断面和长度方向的均匀性也获得提高.因此,实施等温挤压,对提高铝合金挤压制品的生产率与质量均具有十分重要的意义.
1 铝等温挤压的实现方式
为保证等温挤压的生产条件,目前主要有三种方法来实现.一是对铸锭进行梯度加热或梯度冷却,通过铸锭温度梯度来补偿挤压的温升,实现等温挤压;二是使用温度-速度闭环控制系统,通过出口温度的精确测量并实时反馈用于控制主缸的挤压速度,实现等温挤压;第三种是通过挤压参数的热-力耦合仿真,即对挤压过程的速度、温度参数进行热-力耦合仿真,用热-力耦合仿真的温度-速度曲线,对挤压速度进行控制[1-3].
典型的挤压成型极限图如图1所示.由图1可知,挤压一个给定产品的能力在左面受到所需压力的限制,在右面受到合金表面质量曲线的限制.整个铸棒必须以同一温度挤压(即图1中箭头所示位置),才能达到最大的挤压速度.由此,我们可以看到等温挤压对挤压速度有多大影响.

图1 挤压成型极限图[4]Fig.1 Extrusion limit diagram
2 国内外等温挤压技术研究现状
2.1 出口温度-挤压速度闭环控制系统
自20世纪九十年代开始,国外一些大的铝加工公司不断研发出各种类型的等温挤压控制系统,如爱尔兰Optalex公司1995年推广其研制开发的Optalex恒温挤压控制系统.该系统是一套通过对型材出口温度实时监测反馈并调整挤压速度的温度-速度闭环控制系统.目前已在国外美铝(Alcoa),加铝(Alcan)、阿尔玛格(Almag)等一批世界顶级铝型材挤压生产厂中安装,其与等速挤压对比示意图如图2所示.
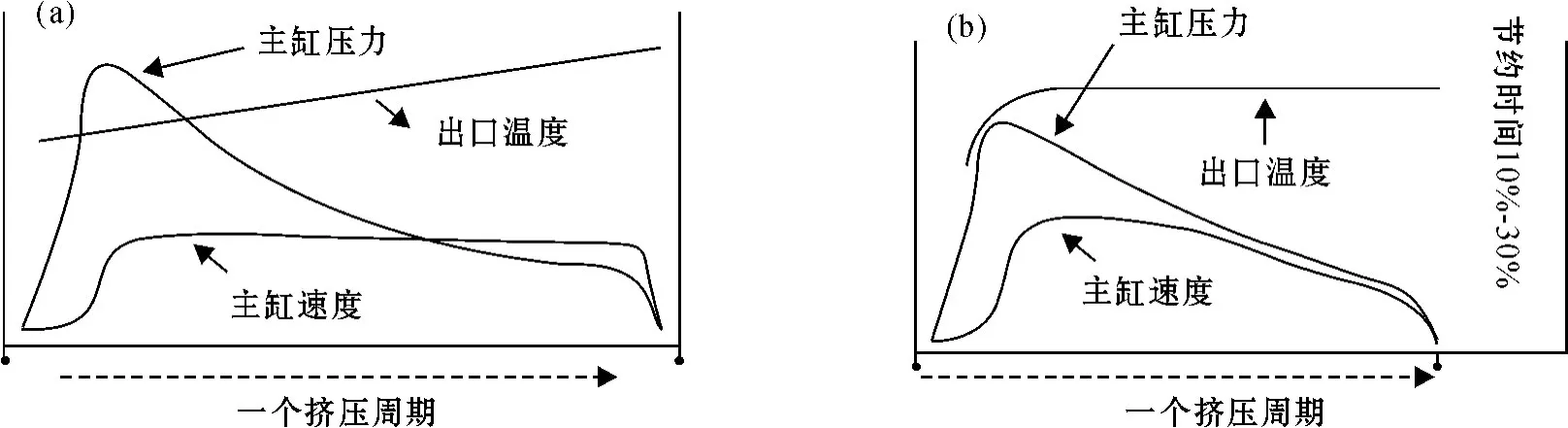
图2 等速挤压与等温挤压对比示意图(a)等速挤压;(b)等温挤压Fig.2 Comparison of iso-speed extrusion and iso-thermal extrusion(a)iso-speed extrusion;(b)iso-thermal extrusion
从图2可以看出,在等速挤压过程中,主缸速度基本恒定,而出口温度会随着挤压的进行不断升高,直至一个挤压周期结束.在等温挤压过程中出口温度基本恒定,主缸速度成曲线变化,并可节约挤压时间10%~30%.据报道,该系统恒温控制精度达到±3℃,可使单台挤压机产量提高10%~20%,废料减少2%~5%,大大地提高了生产效率和产品质量.
2.2 挤压参数的热-力耦合仿真
由德国SMS公司开发的CADEX系统已用于该公司的挤压生产中.该系统的基本工作原理为:对挤压坯料进行均匀加热,测量其进入挤压机前的温度,并作为系统的输入温度,根据热-力耦合仿真的温度-速度曲线与输入温度参考值,对挤压速度进行控制.
早期的CADEX系统没有出口温度的测量装置,完全基于挤压热-力耦合仿真的结果.之后,SMS公司对CADEX系统进行改进,开发出CADEX2系统.该系统不仅装设了光学高温测温仪,用于监测坯料的入口与出口温度,还装设了一套数据采集系统,用于记录挤压力、挤压速度等参数.该系统可用于挤压均匀加热的坯料与梯温加热的坯料.
2.3 国内等温挤压研究
国内铝挤压始于20世纪五六十年代,从九十年代初期开始铝型材挤压进入了飞速发展的时代.虽然我国铝挤压机数量多,但挤压机自动化程度低,大部分挤压机还是依靠工人根据表面质量状况凭经验调节挤压速度.国内部分铝挤压企业引进的出口温度红外线测温系统,主要用于出口温度监测,没有将信号反馈用于控制挤压机主缸速度.
近年来,国内在模拟等温挤压领域进行了一些探索[5-12],但大多是进行数值模拟或者理论计算,与实际情况仍有一定差距.2009年凤铝等企业与北京科技大学等高校合作进行了等温快速挤压系统装备与工艺技术开发,其基本设想是设计三重闭环控制系统:主缸速度-出口温度闭环控制系统、液氮流量-出口温度闭环控制系统以及铸锭温度-梯度冷却水量闭环控制系统,并将三重闭环控制系统集成在一个控制器上,实现等温快速挤压.
研究挤压温度、挤压速度、模具温度等工艺参数对型材出口温度的影响规律,并通过数学回归建立等温挤压自动控制模型,是实现等温挤压技术的关键技术.为了设计以上系统,首先对挤压过程中挤压比、挤压温度和模具温度不同的条件下的出口温升、模具温升等参数进行采集.以凤铝公司的8884A型号和51P08型号作为参考型号,在800T挤压机上采集的温升数据结果表明:在不同挤压速度(挤压机主缸速度6,8,10 mm/s)、不同坯料温度(480,500,520℃)和不同模具温度(420,450℃)条件下,挤压温度在挤压开始的20 mm行程内陡然升高75~100℃,随后趋于平稳,而在尾部50 mm范围内则略有下降;挤压速度越快则挤压温升越高,而坯料温度越高则挤压温升越小,在较高的挤压速度(挤压机主缸速度10 mm/s)下,模具温度越高则挤压温升越高,而在较低的挤压速度(6,8 mm/s)下,模具温度对挤压温升未出现明显影响.
通过以上对挤压温升影响因素的分析,利用实测数据对其进行回归分析,得出挤压出口温升ΔT的数学模型[13]:

式(1)中:
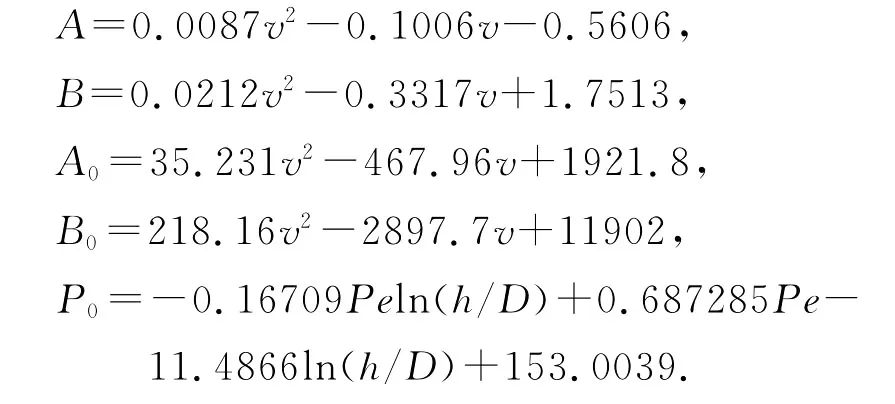

图3 出口温升计算值与实测值的比较Fig.3 Comparison of calculated values with measured values of exit temperature rise
利用式(1)对不同工艺条件的挤压出口温升进行计算,其结果与实测结果相符,误差小于±10%.在坯料温度480℃、挤压速度10 mm/s、模具温度420℃的条件下,挤压温升计算值与实测值如图3所示.由图3可知,出口温升实测值与计算值基本相符.因此,该模型可用于实际生产中型材出口温升的预测.
在此研究的基础上,开发了等温挤压控制系统,其控制软件界面及控制系统网络结构图如图4和图5所示.

图4 等温挤压控制软件系统界面Fig.4 System interface of control software for iso-thermal extrusion
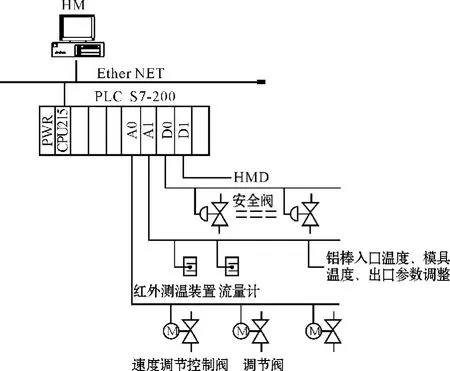
图5 控制系统网络结构图Fig.5 Network structure figure of control system
本系统中基础自动化采用SIEMENS SIMATIC S7-200 PLC和高档HMI,完成温度采集、跟踪、逻辑控制和主缸速度控制;PLC系统通过I/O口、以太网与人机接口界面相连接,获取生产数据、模型数据和控制命令,并通过I/O对阀门进行相应控制,如开闭、调节、启停、速度控制等;HMI工作站选用Pentium IV标准配置并与PLC通讯,完成模型设定、数据处理、流程显示、报警/报表等工作.目前,该系统已经进入调试阶段.
3 结 语
等温快速挤压对控制制品尺寸精度和提高机台生产效率有极大的意义,国内应加大对该技术与装备的攻关力度,尽快实现该装备与技术的国产化应用.
[1]冷艳,景作军.铝型材等温挤压技术综述[J].北方工业大学学报,2004,16(1):56-61.
[2]秦月明.铝挤压机模拟等温挤压控制系统[J].锻压装备与制造技术,2007(5):52-54.
[3]竹内宽司.铝合金型材液氮冷却挤压实验研究[J].轻金属,1982,32(12):654-661.
[4]吴锡坤,梁奕清,冷文兵.工业铝型材等温挤压技术的研究进展[J].轻合金加工技术,2009,37(12):11-14.
[5]ZHOU J,LI L,DUSZCZYK J.Computer simulated and experimentally verified isothermal extrusion of 7075 aluminum through continuous ram speed variation[J].Journal of Materials Processing Technology,2004(146):203-212.
[6]彭辉.等温挤压的实现方式与控制算法[J].工业仪表与自动化装置,1997(4):22-24.
[7]尹丽丽.国外铝挤压技术及其装备的进展[J].轻合金加工技术,2000,28(10):8-11.
[8]段新峰,梁岩峰,汪指南.基于有限元分析的铝合金等温挤压工艺设计[J].安徽工程科技学院学报,2008,18(3):57-60.
[9]王正波.挤压的热平衡及温度变化[J].轻合金加工技术,1986(6):14-21.
[10]张君,杨合,何养民.铝及铝合金型材等温挤压关键技术研究进展[J].重型机械,2003(6):1-5.
[11]胡基贵.基于数值模拟的等温挤压研究[D].长沙:湖南大学,2007:35-40.
[12]刘展鸿,徐宏佳.铝型材模拟等温挤压工艺的有益探索[J].机电工程技术,2008,37(5):82-84
[13]孟凡旺.铝合金铸锭梯度水冷系统研究与开发[D].北京:北京科技大学,2009.
Research status of isothermal extrusion technology &equipment for aluminum alloys
HUANG Zhiqi1,2,YIN Zhimin1,CHEN Hui2,LIU Zhiming2,LI Jingyuan3,HU Shuiping3
1.School of Materials Science and Engineering,CSU,Changsha 410083,China;2.Sanshui Fenglu Aluminum Co.Ltd,Foshan 528133,China;3.School of Materials Science and Engineering,Beijing University of Science and Technology,Beijing 100083,China
This paper introduces the research and application status and implementation methods of isothermal extrusion of aluminium alloys,so as to provide experience for the research concerned.
aluminum;isothermal extrusion;technology &equipment;research status
TG375.9
A
1673-9981(2011)03-0173-04
2010-10-04
黄志其(1983—),男,湖南湘乡人,博士研究生.
猜你喜欢
轻合金加工技术(2022年5期)2022-12-26
云南冶金(2022年2期)2022-07-26
轴承(2022年5期)2022-06-08
北京航空航天大学学报(2022年5期)2022-06-06
一重技术(2021年5期)2022-01-18
河南工学院学报(2021年3期)2021-09-27
重型机械(2020年3期)2020-08-24
文化交流(2019年3期)2019-03-18
测控技术(2018年1期)2018-11-25
电子制作(2018年11期)2018-08-04