6061合金时效及停放效应的工艺探讨
2011-12-18 06:32张洪辉刘景胜
材料研究与应用 2011年3期
张洪辉,王 坤,刘景胜
山东南山铝业股份有限公司铝材总公司,山东 龙口265706
6061合金时效及停放效应的工艺探讨
张洪辉,王 坤,刘景胜
山东南山铝业股份有限公司铝材总公司,山东 龙口265706
6061铝合金挤压型材经在线淬火处理后,在(175±5)℃、保温8 h的时效制度下进行人工时效时,发现停放时间对人工时效后型材的力学性能有较大影响.停放时间在3 h之内,经人工时效处理后,型材的强度较高,但延伸率偏低;在停放时间为8~20 h时,经人工时效处理后强度下降较大.根据客户对产品性能的不同要求,可选择适当的停放时间,合理安排生产,加强现场管理,监督员工及时转运进行人工时效,以获得理想的力学性能.
6061合金;时效时间;停放效应
6061铝合金属于Al-Mg-Si系合金,中等强度,具有良好的塑性、抗蚀性和优良的可焊性,且无应力腐蚀开裂倾向.但其淬火敏感性较高,无法实现在线风淬.该合金被广泛应用于汽车制造业、车体、集装箱和船舶等行业[1].
我公司给国外某客户提供的6061-T6511合金扁排,在人工时效后其屈服强度指标偏低(HW硬度合格,拉伸性能指标不合格),但经二次时效后,可以达到标准要求.为查清力学性能偏低的原因,笔者根据大量的生产实践,总结了生产6061铝型材的相关规律.本文重点阐述了6061合金的停放效应对该合金力学性能的影响.
1 实验部分
实验所采用的坯料是经均匀化处理的6061铝合金铸锭,合金成分列于表1.在我厂1350T挤压机上进行挤压实验,产品为工业扁排,壁厚6.35 mm.挤压加工工艺条件列于表2.

表1 6061铝合金的化学成分Table 1 Chemical composition of 6061 aluminum alloy

表2 挤压加工工艺条件Table 2 Technological conditions for extrusion processing
挤压实验结束后,分别在产品的头、中、尾部切取时效试样(分别标为B,C,D).采用如下工艺对产品进行时效:时效温度175℃,误差±5℃,时效时间8 h.对时效结束后的试样进行拉伸实验,测其力学性能.
在微机控制的 WES-300型电子万能试验机上进行拉伸实验,加载速率为0.3~0.4 k N/s.
2 实验结果与分析
2.1 停放时间对力学性能的影响
在实际生产中,型材在挤压后不可避免地要经过一定的存放时间(即停放时间),才进行人工时效处理.所谓停放时间,是指挤压制品经风冷或水冷淬火后到人工时效开始之间的时间,或挤压制品从淬火炉出来后到人工时效开始之间的时间.
停放时间不同会不同程度地影响时效后的强化效果,这种现象称为“停放效应”.对于Al-Mg-Si系合金,停放时间对合金力学性能的影响程度,还受合金化学成分的影响.当形成的Mg2Si质量分数低于1.0%时,合适的停放时间将会使人工时效后合金的强度增加.Mg2Si含量高于l%时,将会使人工时效后合金的强度降低,而且Mg2Si含量愈高,材料的力学性能降低愈大[1].
Al-Mg-Si系合金在人工时效前放置一段时间,出现强化效果降低的现象,国内外学者对此作了大量的研究工作[2].他们相同的观点是:此现象与室温停放时产生的G.P.区重新溶解有关.随着停放时间的延长,G.P.区将长大到人工时效温度下难以重溶的尺寸,减少了沉淀硬化物析出的数量,从而降低了合金的强度.停放时间对6061合金力学性能的影响如图1所示.
由图1可以看出,6061合金经固溶热处理后,力学性能随停放时间的变化而发生显著变化.在8~12 h阶段,材料的强度随着停放时间的增加而逐渐下降,在12 h左右达到最低点;至20 h以后阶段,材料的强度出现反弹.
挤压变形出口处的温度一般是500~530℃.在变形程度较大或变形复杂的情况下,出口温度可达560~570℃.Cu Al2相、Mg2Si相在高温下能够充分溶于固溶体中,经风淬或水淬冷却后,产生溶质原子和空位双重过饱和的固溶体,再经过自然时效(100℃以下停放2 h)形成球状GP区,其大小为1~6 nm.对于Al-Mg-Si系合金,自然时效进行得非常缓慢,在室温下停留半个月,甚至更长的时间,也达不到最佳的强化效果,比人工时效的强化效果要差30%~50%.因此,必须进行人工时效(100℃以上)使过饱和固溶体进一步分解脱溶[4-6].
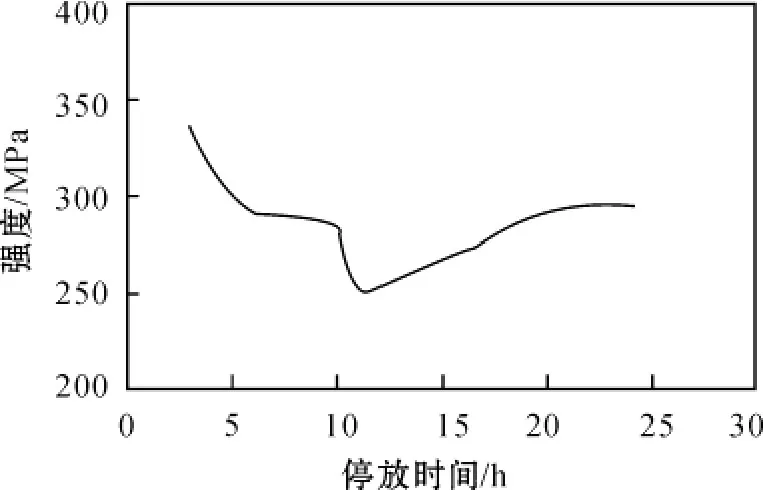
图1 停放时间与强度变化的关系Fig.1 Relationship curve between stay time and strength change
2.2 停放时间对人工时效的影响
对6061合金挤压扁排,停放6~24 h后进行时效处理,处理后样品的力学性能列于表3.由表3可知,由于停放时间的不同,时效后型材的力学性能波动较大,特别是屈服强度.A和E组即停放6 h和24 h试样的力学性能完全符合标准要求.B,C和D三组试样虽然抗拉强度达到要求,但屈服强度低于标准.这和2.1部分的实验结果基本一致.对合金成分、生产工艺进行分析,均符合表1和表2之要求.对产品尾部重新取样(D组)进行二次时效,其力学性能列于表4.由表4可知,挤压产品经二次时效后,其力学性能均达到要求.
对挤压车间生产的停放3 h的型材随机取样(F组),然后进行时效处理,其性能列于表5.从表5可看出,F组试样的抗拉强度和屈服强度均高于标准的要求,但试样延伸率偏低,没有达到标准要求.
这说明停放时间在3 h之内,可获得较高的强化效果.因为此时获得了尺寸适当的GP区,人工时效时,Mg和Si原子继续向硅偏聚团上迁移,大量的晶核继续成长,形成弥散的 Mg2Si强化相.同时,Cu Al2相也参加时效,型材的强度达到峰值[4-6],但在此条件下,材料的延伸率处于标准值下限.
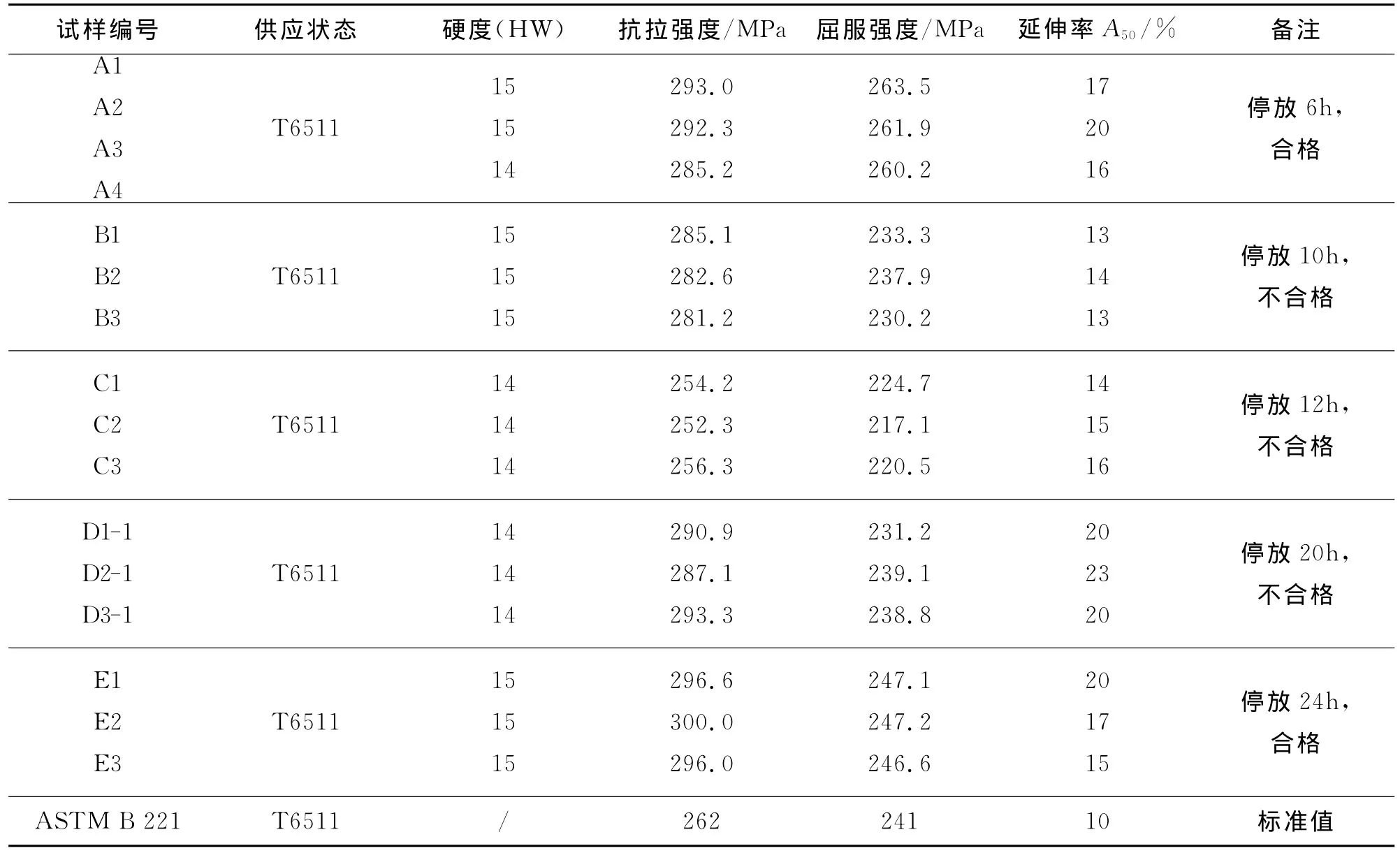
表3 时效后样品的力学性能Table 3 Mechanical properties of specimens after aging

表4 二次时效样品的力学性能Table 4 Mechanical properties of specimens after secondary aging

表5 停放3 h时效后样品的力学性能Table 5 Mechanical properties of specimens after staying for 3h
3 结 论
人工时效采用(175±5)℃、保温8 h的制度较合适.停放时间在3 h之内,型材的强度较高,但延伸率偏低;人工时效应避开8~20 h这段停放时间.可根据客户对产品性能的要求,选择适当的停放时间,合理安排生产,加强现场管理,监督员工及时转运进行人工时效,以获得理想的力学性能.
[1]肖亚庆,谢水生,刘静安,等.铝加工技术实用手册[M].北京:冶金工业出版社,2005.
[2]祝伟忠,王虎臣,王煜,等.A6N01-T5铝合金型材力学性能与停放效应的关系[J].轻合金加工技术,2007,35(9):27-29.
[3]фИ科瓦索夫,ИH弗里德良捷尔.工业铝合金[M].韩秉诚,蒋香泉,译.北京:冶金工业出版社,1981.
[4]王祝堂,田荣章.铝合金及其加工手册[M].第1版.长沙:中南工业大学出版社,1989.
[5]《轻合金材料加工手册》编写组.轻金属材料加工手册(下)[M].北京:冶金工业出版社,1980.
[6]刘静安,付启明.世界铝加工最新技术(上册)[M].长沙:中南工业大学出版社,1991.
Technology discussion on the aging and stay time effect of 6061 alloy
ZHANG Honghui,WANG Kun,LIU Jingsheng
Shandong Nanshan Aluminium Co.,Ltd.,Longkou 265706,China
An artificial aging on 6061 aluminum alloy extrusion profiles after online quenching is carried out at(175±5)℃for 8 hours.It is found that stay time has great influence on the mechanical properties of the profiles after artificial aging.When the stay time is 3 hours,the profile strength after artificial aging is higher but its elongation rate is lower;when stay time is 8-20 hours,the profile strength after artificial aging reduces largely.Therefore,according to the different requirements from customers on product properties,ideal mechanics performance can be obtained by choosing proper stay time and supervising the staff to transport materials in time for artificial aging.
6061 alloy;time limitation;parking effects
TG166.3
A
1673-9981(2011)03-0233-04
2010-11-15
张洪辉(1979-),男,山东龙口人,专科.
猜你喜欢
有色金属加工(2021年4期)2021-08-11
四川劳动保障(2021年4期)2021-07-22
上海建材(2021年5期)2021-02-12
中国建筑金属结构(2019年4期)2019-05-15
材料科学与工程学报(2016年1期)2017-01-15
山东工业技术(2016年15期)2016-12-01
中国环境监察(2016年4期)2016-10-24
焊接(2016年9期)2016-02-27
焊接(2016年1期)2016-02-27
焊接(2015年8期)2015-07-18