
抗生素药生产废水处理工艺改进研究
2011-12-15 11:41:28姚宝军丁成松程俊毛应淮
河北环境工程学院学报 2011年4期
姚宝军,丁成松,程俊,毛应淮
(1.中国环境管理干部学院,河北秦皇岛066004;2.丽珠集团福州福兴医药有限公司,福建福州350309)
抗生素药生产废水处理工艺改进研究
姚宝军1,丁成松2,程俊1,毛应淮1
(1.中国环境管理干部学院,河北秦皇岛066004;2.丽珠集团福州福兴医药有限公司,福建福州350309)
企业抗生素废水经原有工艺处理后污染物指标偏高,且不稳定。工艺通过采用增加初沉池和二沉池、污泥回用等改进措施,C O D、氨氮等排放浓度下降且稳定排放,改进效果明显。
抗生素;发酵制药;废水;工艺改进
医药行业尤其是原料药生产企业的废水排放情况,直接关系到企业的生死存亡。有效的废水处理技术已成为制药企业生存的保障。抗生素废水是污染物组分繁杂、含量高,COD值高,有毒有害物质多,危害大的工业废水,这类废水往往治理难度大且处理成本高,是废水治理中的难点和重点[1]。
1 抗生素药生产废水处理现状
1.1 抗生素药生产工艺介绍
发酵制药是指通过发酵的方法产生抗生素或其它的活性成分,然后经过分离、纯化、精制等工序生产出药物的过程。药品按产品种类分为抗生素类、维生素类、氨基酸类和其它类。抗生素类药品是目前国内消耗较多的药品,大多数属于生物制品,即通过发酵过程提取制得,是微生物、植物、动物在其生命过程中产生的化合物,具有在低浓度下选择性抑制或杀灭其它微生物或肿瘤细胞能力的化学物质,是人类控制感染性疾病、保持身体健康及防治动植物病害的重要化学药物[2]。
1.2 抗生素药生产废水
抗生素药生产废水中含有中间代谢产物、表面活性剂和提取分离中残留的高浓度酸、碱和有机溶剂等物质,成分复杂,易引起pH值波动,影响生化效果。废水中含有微生物难以降解、甚至对微生物有抑制作用的物质。发酵或者提取过程中因生产需要投加的有机或无机物,生产过程中排放的残余溶媒、残余抗生素及其降解物等都溶在废水中,这些物质达到一定浓度时会对微生物产生抑制作用[3]。在抗生素生产的提取和冷却工段使用了大量的硫酸盐(SO42-),致使排放的生产废水中SO42-的浓度较高,给废水的厌氧生物处理带来严重的影响[4]。
抗生素药生产废水有别于其它工业废水的特点主要表现在:(1)抗生素药废水中除了含有较高浓度的SO42-外,还有残留的抗生素及其中间代谢产物、表面活性剂和有机溶媒等,这些物质对微生物产生强烈的抑制作用,包括对硫酸盐还原菌(SRB)的抑制,使脱硫工艺的效率受到影响;(2)通过对高浓度抗生素废水水质的监测发现,COD与硫酸根离子的浓度比COD/SO42-为3~15,因此在处理工艺的选择上要充分考虑技术经济因素;(3)抗生素药废水中非溶解性有机物和芳香族化合物等难降解物质的含量较高,这些有机物要想被甲烷菌(MPB)及SRB利用,必须先经过水解发酵细菌和产酸发酵细菌的作用,将大分子物质分解为小分子物质,这将增加生物反应的历程和步骤,延长处理时间,增加处理难度。
1.3 抗生素药废水处理工艺
目前国内常用的抗生素药废水处理工艺有:(1)普通活性污泥法,通过改进曝气方法和微生物固定技术来提高废水的处理效果;(2)序批式间歇活性污泥法(SBR法),无需污泥回流、污泥活性高,比较适合于处理间歇排放,水量、水质波动大的废水;(3)生物接触氧化法,兼有活性污泥法和生物膜法的特点,用厌氧消化、酸化作为预处理工序,处理抗生素原料药;(4)上流式厌氧污泥床法(UASB),通常要求SS含量不能过高,以保证COD去除率可在85%~90%以上;(5)复合式厌氧反应器,兼有污泥和膜反应器的双重特性;(6)光合细菌处理法(PSB),可用来处理某些食品加工、化工和发酵等工业的废水。
2 抗生素药废水处理原有工艺及存在的问题
2.1 原有废水处理工艺
企业原有的废水处理工艺,如图1所示。废水经调节池后直接进入水解酸化池,经过加酸处理后进入SBR池,水解酸化池的污泥由SBR池沉淀后回流补充,SBR池的上层清水经过中间池、接触氧化,然后通过气浮达标排放。原有工艺主要是水解酸化处理。水解酸化处理是指在厌氧条件下,经过多种(厌氧和兼性厌氧)微生物的共同作用,使有机物分解并产生CH4和CO2的过程[5]。
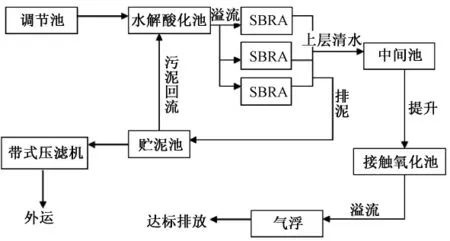
图1 企业原有废水处理工艺
2.2 原有处理工艺中存在的主要问题
前端预处理进水SS高,导致进水负荷高,且不均匀,对系统产生较大影响;SBR池,风机鼓风量不足,导致池体充氧不足,系统出水指标偏高;进水氨氮偏高,导致C、N、P比例失调;SBR池出水SS偏高,气浮池进水SS负荷过高,气浮系统处理效果差;气浮系统释放头损坏,溶气效果不佳,导致气浮出水效果不佳,处理效率降低;气浮出水SS高,超标时没有安保装置。
抗生素药废水处理工艺存在以上问题,致使废水达标排放成本居高不下,企业负担沉重。因此,企业要改进原有工艺的不足,研发新的处理工艺。
3 改进后的工艺
企业在多年生产后,经过对废水处理工艺的详细分析,制定了符合企业实际的改进措施,改进后的废水处理工艺如图2所示。
改进的措施包括:进水增加初沉池,接触氧化后增加二沉池,接触池、二沉池、气浮池的污泥经浓缩后返回酸化水解池。通过工艺的改进,调节池进水SS减少一半,COD下降17%。工艺改进后,COD、氨氮去除率稳定,COD、氨氮排放浓度稳定。改进的成效如表1所示。
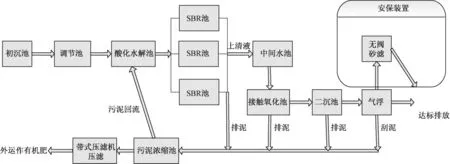
图2 改进后的抗生素药生产废水处理工艺

表1 废水处理工艺改进成效
4 结论
在原有的抗生素药生产废水处理工艺的基础上,在污水处理系统前端新建了竖流沉淀器,在污水处理系统接触氧化池后设置二沉池,合理控制SBR池的活性污泥泥龄。这些措施的具体实施,有效提高了抗生素药生产废水的处理效率,具体效果见图3~5。

图3 5月份各单元COD、氨氮指标变化趋势

图4 6月份各单元COD、氨氮指标变化趋势

图5 7月份各单元COD、氨氮指标变化趋势
由图3~5可以看出,连续3个月,COD浓度由进入调节池的约2500mg/L,经过处理后基本稳定在150mg/L以下,稳定达标排放;氨氮去除也在稳定状态下达标排放。由此可以说明,改进后的工艺符合环保要求,企业用较少的投资达到了节能减排的效果。
[1]刘瑞仙,于文彬.医药废水处理方法研究综述[J].黑龙江科技信息,2008(21):134.
[2]武江津,王凯军.三废处理工程技术手册(废水卷)[M].北京:化学工业出版社,2000.
[3]马承愚,彭英利.高浓度难降解有机废水的治理与控制[M].北京:化学工业出版社,2007.
[4]张志海,贺金泉,孙啸林.预氧化/ABR/SBR/水解酸化/接触氧化法处理制药废水[J].中国给水排水,2010,26(10):51-53.
[5]张雪红.水解酸化-活性污泥法处理卤代杂环类农药中间体废水的研究[J].上海化工,2010(7):1-4.
[6]范金霞.BSBR工艺研究[J].环境卫生工程,2009,17(增刊):17-20.
Research on Antibiotics'Wastewater Treatment Process Improvement
Yao Baojun1,Ding Chengsong2,Cheng Jun1,Mao Yinghuai1
(1.Environmental Management College of China,Qinhuangdao Hebei 066004,China;2.Fuzhou Fuxing Pharmaceutical Co.,Ltd,Livzon Pharmaceutical Group Inc.,Fuzhou Fujian 350309,China)
Pollutant indexes of antibiotic wastewater treated by enterprise's original process were a little higher and unstable.After taking the improving measures of designing primary and secondary settling tanks,and sludge recycle,the concentration of COD and ammonia nitrogen etc.deceased and were stable.The improvement effect is obvious.
antibiotics;pharmaceutical fermentation;wastewater;process improvement
X787
A
1008-813X(2011)04-0056-03
10.3969/j.issn.1008-813X.2011.04.017
2011-07-04
2010年院级精品课建设项目,2010年院级科研基金项目(2011008)
姚宝军(1969-),女,河北唐山人,毕业于燕山大学计算机技术专业,硕士,现从事环境科学教育及科研工作。
猜你喜欢
潍坊学院学报(2020年2期)2021-01-18 07:02:00
甘肃科技(2020年20期)2020-04-13 00:30:04
中国资源综合利用(2017年2期)2018-01-22 02:45:00
材料科学与工程学报(2016年1期)2017-01-15 13:33:58
山东工业技术(2016年15期)2016-12-01 05:30:45
铜业工程(2015年4期)2015-12-29 02:48:41
环境科技(2015年3期)2015-11-08 12:08:34
环境科技(2015年4期)2015-11-08 11:10:48
发明与创新(2015年21期)2015-02-27 10:39:11
水土保持通报(2014年5期)2014-06-09 08:27:10
