安钢7号高炉炉底温度上升的治理实践
2011-12-08 06:37李卫东牛卫军李胜杰
河南冶金 2011年6期
陈 泉 李卫东 牛卫军,2 李胜杰
(1.安阳钢铁股份有限公司; 2.武汉科技大学)
安钢7号高炉炉底温度上升的治理实践
陈 泉1李卫东1牛卫军1,2李胜杰1
(1.安阳钢铁股份有限公司; 2.武汉科技大学)
安钢7号高炉在2010年9月~11月期间,炉底温度持续升高,最高达到842℃,严重影响到高炉的安全生产和经济效益。通过采取炉底穿管加强炉底冷却,炉底灌浆封堵煤气跑窜等措施,解决了炉底温度升高的问题,并把炉底温度控制在合理范围内。
高炉 炉底温度 冷却 灌浆
0 前言
高炉炉底砌体不仅要承受炉料、铁水及渣液的压力,而且还受到1400℃ ~1600℃的高温、机械和化学侵蚀,工作环境十分恶劣,侵蚀破损机理特别复杂,是高炉容易被侵蚀破损的主要区域,是影响高炉寿命的限制性环节[1]。对炉底温度的异常变化必须得到及时有效的治理和控制,否则会影响高炉的一代寿命[2-3]。
1 概况
安钢7号高炉于2008年2月开始第一次停炉大修,并于当年4月3日送风点火。此高炉有效容积为450 m3,采用SS-400串罐无料钟炉顶,煤气布袋干式脉冲除尘和自焙炭块陶瓷杯综合水冷炉底。通过精料措施,标准化操作,在2008年9~12月连续4个月煤比180 kg/tFe达到了的先进水平[4]。
对于自焙炭块陶瓷杯综合水冷炉底的高炉,正常生产要求炉底温度不超过450℃。可是7号高炉进入2010年9月份后,炉底温度升高速度异常(如图1所示),10月份最高达到842℃,远远超过界限温度450℃,并且炉底煤气浓度逐步升高,最高达到300×10-6。鉴于确保安全生产,7号高炉从9月4日开始被迫长期减风控制冶炼强度,致使生产成本大大增加。因此,处理炉底温度的升高就成为亟待解决的问题。

图1 2010年9月安钢7号高炉炉底温度
2 炉底温度升高原因分析
在高炉炉底温度持续升高期间,安钢炼铁厂对影响高炉炉底温度的各种因素进行排查分析,归纳起来主要有以下三种影响因素:
1)高炉大修质量差,炉底跑窜煤气。
2)高炉超高强度冶炼,炉底碳砖渗铁。
3)高炉炉底结构设计有缺陷[5],把炉底水冷管设置在炉底封板下面,炉底封板上的碳捣料层跑窜煤气,不利于炉底的热量有效传导出来。
对于第一种影响因素,高炉在大修开炉后的第6个月,炉底温度即达到450℃,先后利用数次检修采取了灌浆措施,但是实际效果不好。2010年7月20日对炉底煤气进行封堵,9月10日又对其进行了煤气治理,炉底煤气浓度下降至50 ×10-6以下,炉底温度也得到了初步控制,炉底温度稳定在770℃左右。但是10月份炉底温度又有所缓慢攀升。可以得出,这种观点与实际原因不符。
对于第二种影响因素,在7号高炉第二代炉役服役后,2008年4月8日风机由1500 m3/min改为1800 m3/min,并于6月底开始进行提高产量技术攻关,8月1日至12日平均日产量达到1650 t,与7月份第一周相比,平均日产增加113 t,高炉持续强化冶炼,导致炉底加速损坏,最终碳砖渗铁,炉底温度异常升高,最好的办法是停炉大修,或者控制冶强,这对生产经营极为不利。
对于第三种影响因素,有相当的合理性,并且处理费用少,效果好。7号高炉炉底间隔布置了20根直径45 mm水冷管,在水冷管上设置炉底封板,然后是碳捣料层,在找平的基础上砌筑四层自焙碳块,厚度为347×4=1388 mm,碳块上立砌两层复合棕刚玉砖,厚度为347×2=694 mm。高炉炉底温度热电偶从碳捣料层和最底层自焙碳块之间插入炉底中心。
在炉底温度大幅度升高前后,炉底水冷管温度差都在2℃范围内,其中最高为0.8℃。正常导热情况下,如果炉底温度上升速度快,炉底水冷管温度差也应该有所上升,但是在炉底温度异常上升期间,炉底水冷管温度几乎未变化;炉基温度也变化较小,在70℃~72℃之间,这表明炉基处的热量变化不大,温度上升幅度不高。在炉底水冷管和封板上部约50 mm处,也就是插炉底热电偶处部位,沿炉皮周围,均匀取14个测温点,用测温枪测炉皮温度,发现温度偏高,最高达到68℃(见表1),往上在炉缸一层冷却壁中间处的炉皮也均匀取14个测温点,测量温度不高,最高才40℃(见表2)。两处上下距离1 m左右,上面有冷却壁,说明冷却壁可以有效导热,因此该处炉皮温度不高,在炉底炉底水冷管上部约50 mm,由于没有冷却壁,再加上该处有导热系数较低的碳捣料,该处热量导不到下部水冷管,因此该处热量高,这些就说明了随着高炉实际冶炼强度越来越大,超过了原来设计炉底结构时所考虑的冶炼强度,由于炉底封板和碳捣料导热能力差,导致在该处的热电偶温度偏高,同时由于炉底封板上方的碳捣料层已经存在跑窜煤气,气隙大大降低了碳捣料层的导热系数,加剧了炉底温度的异常升高。

表1 2010年9月3日~6日7号高炉炉底水冷管上部约50 mm炉皮温度变化

表2 2010年9月3~6日7号高炉炉缸一层冷却壁中间炉皮温度变化
3 炉底温度升高治理措施
根据以上对炉底温度升高的原因分析,可以得出结论:必须增加炉底炭块和炉底封板之间的热量传导能力,才能降低高炉炉底温度,而解决热量传导的最好办法是在该处穿水冷管,增加冷却强度,同时注意封堵煤气。2010年11月29日高炉休风,采取了炉底穿水冷管和灌浆措施来治理炉底温度升高的问题。3.1 炉底穿管强化冷却
经过炉底钢壳强度计算和导热计算,得出可以在炉底封板上面,在碳捣料层与最底层碳砖之间穿8根直径63 mm水冷管,强化冷却,便于炉底碳砖的热量导出,弥补炉底20根水冷管的传热不足,能够使炉底温度降到450℃以下。炉底水冷管布置设计如图2所示。
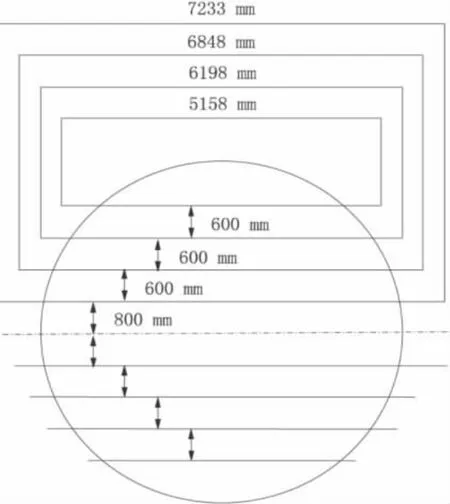
图2 安钢7号高炉炉底穿管布置图
1)穿管定位:沿原炉底封板下面水冷管方向穿管,8根水管中心线标高为4030 mm(上部在底层碳砖中,下部在封板上方的 碳捣料中),炉壳外预留长度400 mm,用于套丝和安装阀门。高炉西南侧铺设钢架平台。
2)现场施工方法:①将影响钻孔和穿管的障碍物彻底清理,其中包括炉底柱子粘接物、炉底平台积水以及影响钻孔和穿管的部分管道等;②钻机试运行,钻头、钻杆、研芯管保证正常使用;③钻孔前将炉底热电偶拔出,钻孔完毕后回装;④安装冷却水管并补焊;⑤在炉底所穿的管和炉底耐材之间灌浆。
3.2 炉底灌浆
1)灌浆孔不易太多,以不破坏高炉炉皮强度为原则。打浆具体孔径范围25 mm~50 mm,焊接在炉皮上,其中间接球阀,灌浆时打开,灌浆结束关闭。灌浆机压力要求达到16 MPa以上,炉缸压力控制在3 MPa以下,炉底压力控制在4 MPa以下。
2)塑性密封专用压入灌浆材料指标见表3。

表3 安钢7号高炉炉底灌浆料成分和物理化学性能
3)灌浆结束,预留排气孔,利于穿管时的液体排出和浆体干燥凝固。灌浆完毕留2 h~3 h浆料热固化时间才允许高炉送风。
4 效果分析
从2010年12月到2011年7月,经过8个月的生产实践,安钢7号高炉炉底温度最高325℃,达到炉底温度控制要求,炉底综合治理效果良好,主要表现在高炉能保持长期安全、稳定和顺行的工作状况,又能满足高炉强化冶炼的要求,随着大喷煤、合理富氧、高顶压、高风温等强化冶炼技术的应用,高炉各项主要经济技术指标得到进一步优化。由表4数据可知,7号高炉平均每天增产93.1 t,焦比降低3 kg/t,综合焦比降低10 kg/t,降低了吨铁成本。另外,更重要的是确保了高炉安全生产,延长了高炉一代炉役寿命。

表4 安钢7 号高炉基准期(2010.9.4 ~2010.11.30)和考核期(2010.12.1 ~2011.7.31)主要生产指标对比
5 结语
通过对高炉炉底穿管和炉底灌浆的研究及运用,7号高炉花费较少的费用,利用一次常规检修机会,很好地解决了国内许多高炉面临的炉底温度偏高的难题,避免了高炉提前大修,延长了高炉一代炉龄。经过为期8个月的生产实践表明:这项技术可靠实用,彻底消除了高炉不安全生产因素,大大降低了炼铁成本。
[1] 石琳,孙玉琴,丁根远.高炉炉缸三维侵蚀形状的动态仿真研究[J].包头钢铁学院学报,2003,22(4):293 -294.
[2] 赵宏博,陈树森,赵民革.高炉炉缸炉底合理结构研究[J].钢铁,2006,41(9):18 -22.
[3] 钱亮,程素森.陶瓷垫对高炉炉底侵蚀能力的研究[J].钢铁,2005,40(11):16 -17.
[4] 牛卫军,张晓亮,李恒照,等.安钢7号高炉高煤比攻关实践[J].河南冶金,2009,17(6):38 -41.
[5] 牛卫军,张晓亮,李恒照,等.高炉生产和炉体破损调查研究[J].钢铁研究,2009,34(2):30 ~33.
HANDLING PRACTICE ON BOTTOM TEMPERATURE RISE OF NO.7 BF IN ANYANG STEEL
Chen Quan1Li Weidong1Niu Weijun1,2Li Shengjie1
(1.Anyang Iron and Steel Stock Co.,Ltd; 2.University of Science and Technology Wuhan)
The bottom temperature of No.7 BF in Anyang Steel continued to rise from September to November in 2010,the maximum temperature reached 842℃,it severely affected the safety of the blast furnace production and economic benefits.By means of setting the steel pipe at the bottom to intensify cooling,grouting and sealing to avoid gas emitting,it solved the problem of bottom temperature rise and controlled the bottom temperature within reasonable scope..
blast furnace bottom temperature cooling grouting
*
2011-11-10
猜你喜欢
非常规油气(2022年2期)2022-04-25
股市动态分析(2022年4期)2022-02-22
客车技术与研究(2020年3期)2020-06-23
西南石油大学学报(自然科学版)(2018年5期)2018-11-06
经济师(2017年9期)2017-10-30
人力资源管理(2016年5期)2016-08-11
科技资讯(2016年6期)2016-05-14
天然气与石油(2015年1期)2015-02-28
河南科技(2014年12期)2014-02-27
四川冶金(2013年4期)2013-08-15