废旧塑料与电石渣复合模板成型工艺的研究
2011-12-04 08:48:52刘彤
中国塑料 2011年3期
刘 彤
(贵州大学化学与化工学院,贵州贵阳550003)
废旧塑料与电石渣复合模板成型工艺的研究
刘 彤
(贵州大学化学与化工学院,贵州贵阳550003)
以废旧聚乙烯和聚丙烯塑料及电石渣作为原料,采用模压成型工艺与挤出成型工艺制造复合模板。对2种成型工艺所得模板样品的宏观形貌与力学性能进行了比较。结果表明,挤出成型工艺更适合复合模板的成型加工,挤出成型工艺生产的模板宏观形貌致密、均匀,冲击强度、弯曲强度、弹性模量比模压成型工艺所得模板分别提高了29.8%、36.6%、25.9%。
废旧塑料;聚乙烯;聚丙烯;电石渣;模板;成型工艺
0 前言
我国城市固体废弃物中,废旧塑料占0.4%~1.5%,且以每年10%的速度递增[1]。而从环保和节约资源角度看,对于废旧塑料的处理技术中再生与利用是最理想的方法。所以,废旧塑料再生利用越来越成为我国资源再生和环境保护事业的一个重要方面[2]。电石渣是工业生产聚氯乙烯、聚乙烯醇、乙炔气等产品过程中,电石CaC2水解后产生的废渣[3]。电石水解获取乙炔气后产生的废渣,颗粒十分细微,因含微量的碳及硫杂质而呈灰白色,有微臭味,主要成分是CaO,渣液p H值在12以上,电石渣如得不到妥善的处理,直接露天堆放,将占用大量的土地,并污染附近的土壤及水体,因而常给环境造成严重污染[4-5]。我国每年堆放的电石渣就有数百万吨,如处理不当会严重制约企业的发展[6]。本课题利用工业废渣电石渣作为填充剂,填充废旧塑料生产复合模板,该模板具有成本低、幅面大、强度高、表面光滑、易脱模、可塑性好等优点,可用作建筑施工中混凝土浇注支撑模板、组拼式墙体大模板、顶板专用大模板、门窗口模板等。该模板的使用实现了废旧塑料和电石渣的资源化再生利用,减少了二者对环境的污染,不仅使其“化害为利、变废为宝”,又为建筑工程增加了新材料。形成“资源 -产品-再生资源-再生产品”的循环经济产业链。该模板在建筑市场将有广泛的应用前景,具有巨大的经济效应和社会效应。
本文对废旧塑料与电石渣复合模板的成型工艺进行了研究,通过对模压成型工艺和挤出成型工艺所得产品的宏观形貌与力学性能的对比,选出适合该模板生产的成型工艺,对实际生产进行科学指导。
1 实验部分
1.1 主要原料
废旧聚丙烯(PP)、废旧聚乙烯(PE),回收;
电石渣,取自贵州某厂,化学成分如表1所示。

表1 电石渣的化学成分Tab.1 Chemical contents of carbide slag
1.2 主要设备及仪器
塑料破碎机,PC-300E,青岛宝鼎塑料机械有限公司;
双螺杆挤出机,ZC-20,南京智诚塑料有限公司;
电子万能试验机,CMT4104,深圳市新三思材料检测有限公司;
摆锤冲击试验机,ZSC-4C,深圳市新三思材料检测有限公司;
数码照相机,D70,日本尼康公司;
模具,1830 mm×915 mm×10 mm,自制。
1.3 样品制备
采用模压成型工艺第一步是对废旧塑料进行预处理(清洗、破碎、微缩),将待清洗的废旧塑料放在稀碱水中浸泡 2 h,再搅拌 5~8 min;然后将其放入第一遍清水中搅拌 5~8 min,再放入第二遍清水中搅拌5~8 min;最后将其晾干。接着,将清洗后的废旧塑料破碎成粒径小于2 cm的粒料。随后将破碎后的塑料料粒在150℃温度条件下加热2 min以使原材料体积微缩,方便加料与混料。第二步将预处理好的废旧塑料和填充剂电石渣混合均匀(混合配方如表2所示)。将其放入刷好机油(方便脱模)的模具,铺平共混料。第三步是将放入共混料的模具放入烘房,在220℃的温度下加热1 h,使基体树脂熔融,充分包裹电石渣。第四步是在加热1 h后,在模具上施以一定压力压制(压力为3.0 MPa),加压时间保持30 min。第五步将模具取出烘房,充分冷却12 h后脱模,获得模板样品。其后对样品的宏观形貌进行观察并且对其进行冲击强度、弯曲强度、弹性模量等力学指标的检测。其实验工艺流程如图1所示。

表2 实验配方Tab.2 Experimental formula
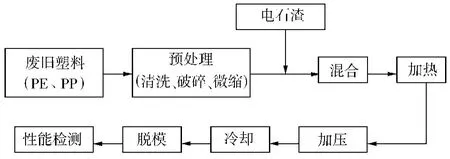
图1 模压成型工艺流程Fig.1 Processing chart for hot moulding technique
挤出成型工艺第一步是对废旧塑料进行预处理(清洗、破碎),将待清洗的废旧塑料放在稀碱水中浸泡30 min,再搅拌4~5 min;然后将其放入第一遍清水中搅拌4~5 min,再放入第二遍清水中搅拌4~5 min;最后将其晾干。接着将清洗后的废旧塑料破碎成粒径小于3 cm的粒料。第二步将破碎晾干后的废旧塑料通过传送带送进螺杆挤出机进料口,开始第一段螺杆加热挤出,第一段螺杆转速为30 r/min,机筒温度为190℃。第三步是往第一段与第二段螺杆之间设置的进料口中加入一定量的电石渣(混合配方如表2所示)。使其与第一段螺杆挤出的熔融基体树脂在第二段螺杆中能共混均匀,第二段螺杆转速为25 r/min,机筒温度为150℃。第四步是从第二段螺杆挤出的共混熔体经 1个压片辊和 2个冷却辊压延后(压力为3.5 MPa),通过长达 50 m的传送带(传送速度为60 m/h),传送至切割机进行切割,再自然冷却6 h后得到模板样品。其后对样品的宏观形貌进行观察并且对其进行冲击强度、弯曲强度、弹性模量等力学指标的检测。其实验工艺流程如图2所示。

图2 挤出成型工艺流程Fig.2 Processing chart for extrusion technique
1.4 性能测试与结构表征
采用摆锤冲击试验机,按 GB 2411—1983测试样品的冲击强度,从2种成型方法制备的模板样品上各取5组试样,所测得数据的算术平均值便为该模板样品的冲击强度。试样长(300±1)mm,宽(20±0.5)mm,厚(10±1)mm,测试温度为(20±2) ℃;
采用电子万能试验机,按 GB/T 17657—1999测试样品的弯曲强度与弹性模量,从2种成型方法制备所得的模板样品上各取5组试样,所测得数据的算术平均值便为该模板样品的弯曲强度与弹性模量。试样长(250±1)mm,宽(75±1)mm,厚(10±1)mm,测试温度为(20±2)℃;
将2种成型工艺所制得的模板样品以其长度方向的中间点沿宽度方向画一条切割线,沿该切割线用专业木工电圆锯对模板样品进行切割,再用尼康D70相机对其切割后的断面进行拍照(镜头采用50 mm F5.6),然后将所拍摄的图片通过Photoshop软件处理优化后,观察其宏观形貌。
2 结果与讨论
2.1 模压成型工艺与挤出成型工艺模板样品宏观形貌对比
由图3可以看出,模压成型工艺制备的模板样品宏观照片显示其断面凹凸不平、光洁度差,废旧塑料熔体未能充分包裹电石渣粉末,有一定的掉灰现象,同时断面有大量气孔产生。挤出成型工艺模板样品宏观照片显示其断面光滑,有一定光泽,废旧塑料熔体能充分包裹电石渣粉末,材料致密性好,断面表面无气孔产生。这是因为模压成型工艺中废旧塑料与电石渣混合料熔化后黏度较高流动性差,且成型时模具受热情况不均,混合料熔体固化时易在试样表面及内部形成裂痕,致使试样的成型性差,严重影响复合模板的性能。同时由于预处理后废旧塑料中仍会含有一定的水分,其在生产过程中受热产生水蒸气,模压成型工艺未能较好的解决这部分气体排出问题,使试样产生内应力,并出现气泡、翘曲等缺陷。而挤出成型工艺由于采用两段螺杆挤出与三辊压延成型的方式,使废旧塑料熔体与电石渣能共混均匀,并且共混物又受到多次辊压,使材料的致密性得到提高,同时由于该工艺在每一段螺杆挤出的过程中都设有排气装置,将生产中产生的气体及时地排出,使产品中气孔数量大大降低,提高了产品的质量。因此可以看出,挤出成型工艺模板样品的宏观形貌比模压成型工艺的模板样品的宏观形貌更加致密、均匀。
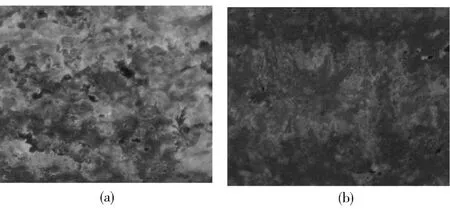
图3 模压成型工艺与挤出成型工艺模板样品宏观形貌对比Fig.3 Comparison of macroscopic morphology of formwork made by hot moulding and extrusion respectively
2.2 模压成型工艺与挤出成型工艺模板样品力学性能对比
由表3可以看出,模压成型工艺模板样品的冲击强度、弯曲强度、弹性模量分别为 34.9 kJ/m2、27.9 MPa、2.7 GPa,挤出成型工艺模板样品的冲击强度、弯曲强度、弹性模量分别为 45.3kJ/m2、38.1 MPa、3.4 GPa。挤出成型工艺所生产模板的冲击强度、弯曲强度、弹性模量比模压成型工艺所生产的模板分别提高了29.8%、36.6%、25.9%。这是因为模压成型工艺生产过程中原料共混不均匀,工艺上排气不良导致制品中出现大量气孔,致使制品产生致密性差,制品表面粗糙,力学性能不好等问题。挤出成型工艺能让原料共混均匀,通过辊压使产品有较好的致密性,同时较好的解决了工艺上排气问题,使制品更加致密,力学性能得到较大提高。因此可以看出,挤出成型工艺制备的模板的力学性能要优于模压成型工艺所得模板。
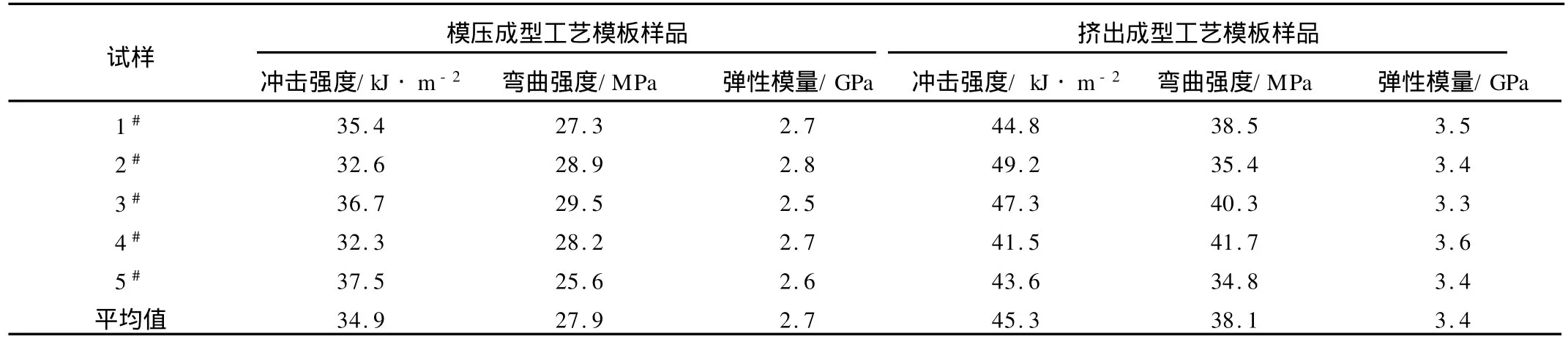
表3 模压成型工艺与挤出成型工艺模板样品力学性能对比Tab.3 Comparison of mechanical properies of formwork made by hot moulding and extrusion respectively
3 结论
(1)挤出成型工艺模板样品的宏观形貌比模压成型工艺的模板样品更加致密、均匀;
(2)挤出成型工艺比模压成型工艺模板的冲击强度、弯曲强度、弹性模量分别提高了29.8%、36.6%、25.9%,因此挤出成型工艺所得模板样品的力学性能要优于模压成型工艺所得模板。
[1] 高 光.城市垃圾处理与管理对策研究 [J].城市环境与城市生态,2000,1(2):36-39.
[2] 王东利.塑料生产与环境可持续发展[J].自然辨证法通讯,2000,130(22):28-36.
[3] 王慧青,童继红,沈立平.电石渣的资源化利用途径[J].化工生产与技术,2007,14(1):47-50.
[4] 程传武.电石渣和粉煤灰的综合利用[J].聚氯乙烯,2008,36(2):40-44.
[5] 闫 琨,周康根.电石渣综合利用研究进展[J].环境科学导刊,2008,27(增刊):103-106.
[6] 刘春英.工业废弃物—电石渣的国内现状及其资源化方向[J].原料与品种,2005,(6):17-20.
Research on Moulding Process of Waste Plastics and Carbide Slag Compound Formworks
LIU Tong
(School of Chemistry and Chemical Engineering,Guizhou University,Guiyang 550003,China)
Compound formworks were made from waste plastics(PE,PP)and carbide slag,and two molding methods,hotpressing and extrusion were compared.It showed that the extrusion molding was superior to hotpressing,dense and even-texture,better mechanical properties were obtained.The impact strength,the flexural strength ,and the elasticity modulus of the extrusion based formworks were 29.8%,36.6%,and 25.9%higher than those based on hotpressing molding.
waste plastics;polyethylene;polypropylene;carbide slag;formwork;moulding process
TQ325.1+2、TQ325.1+4
B
1001-9278(2011)03-0085-04
2010-10-11
联系人,lthgxy@126.com
猜你喜欢
科学技术与工程(2022年6期)2022-03-23 14:26:36
合成材料老化与应用(2020年1期)2020-03-16 10:22:34
四川冶金(2019年5期)2019-12-23 09:04:34
中国建材科技(2019年2期)2019-07-01 02:56:36
山东化工(2019年9期)2019-05-31 03:14:44
重庆交通大学学报(自然科学版)(2017年3期)2017-05-17 03:37:21
水利科技与经济(2017年2期)2017-04-22 02:34:18
中国资源综合利用(2016年1期)2016-02-03 02:55:07
建筑材料学报(2015年5期)2015-11-28 08:38:40
橡胶工业(2015年3期)2015-07-29 08:24:10