自动法测定聚苯乙烯和丙烯腈-丁二烯-苯乙烯共聚物的熔体流动速率
2011-12-01 09:11林宏雄贝沁红朱慧红黄金凤陈谷峰
中国塑料 2011年11期
林宏雄,贝沁红,朱慧红,黄金凤,杨 蓓,陈谷峰
(广东出入境检验检疫局,广东 广州510623)
自动法测定聚苯乙烯和丙烯腈-丁二烯-苯乙烯共聚物的熔体流动速率
林宏雄,贝沁红,朱慧红,黄金凤,杨 蓓,陈谷峰
(广东出入境检验检疫局,广东 广州510623)
采用手动法和计时法测定聚苯乙烯(PS)、丙烯腈-丁二烯-苯乙烯共聚物(ABS)的熔体密度,研究了自动法测定熔体流动速率。结果表明,自动法测定PS、ABS的熔体流动速率方便快捷,与手动法比较,其误差小于2%。
聚苯乙烯;丙烯腈-丁二烯-苯乙烯共聚物;熔体流动速率
0 前言
PS、ABS是应用广泛的通用塑料,而熔体流动速率是其常见的质量指标,也是加工性能的重要指标。熔体流动速率的测定标准有ASTM D1238—2010、ISO 1133—2005、GB/T 3682—2000等标准,测定方法有2种,即手动测定法和自动测定法。手动测定中需一边读秒一边手动切割,容易带来人为误差,特别是在熔体流动速率较大或树脂很黏时表现得尤为突出,因此ASTM D1238—2010中规定熔体流动速率大于50g/10min必须使用自动测定法,从而提高试验数据的准确度。根据检验标准,目前能用自动法测定熔体流动速率的只有聚乙烯(PE)和聚丙烯(PP),尚未见有自动法测定PS、ABS熔体流动速率的报道。本文针对以上问题,结合熔体流动速率仪的料筒直径、高度等参数,应用手动法和计时法2种方法,准确地测定了PS、ABS的熔体密度值,从而实现了自动法测定PS和ABS的熔体流动速率。
1 实验部分
1.1 主要原料
PS1,666H,香港陶氏化学太平洋有限公司;
PS2,N1841,香港石油化学有限公司;
PS3,336,台湾英全公司;
PS4,470,美国陶氏太平洋有限公司;
PS5,HF555,澳大利亚孟三都公司;
PS6,500,日本三井东压化学公司;
ABS1,PA757,(台湾)奇美实业股份有限公司;
ABS2,SD0150,韩国三星综合化学化学公司;
ABS3,121HNP,韩国LG化学公司;
ABS4,HF-1,日本三菱人造丝公司;
ABS5,HF-5,日本三菱人造丝公司;
ABS6,947MWU,德国巴斯夫公司;
ABS7,PH-AT,德国拜耳化学公司。
1.2 主要设备及仪器
熔体流动速率仪,ZWICK/ROELL 4106、TOYOSEIKI P101,日本株式会社东洋精机制作所;
分析天平,SARTORIUS BS210S,德国赛多利斯股份公司;
秒表,上海秒表厂。
1.3 样品制备
ABS的吸湿率为0.2%~0.45%,干燥前处理条件为:(80±5)℃,2h[1];
PS的吸湿率为0.01%~0.2%,不需要干燥前处理[2]。
1.4 性能测试与结构表征
ABS、PS的熔体密度测试条件为:温度200℃,载荷5kg;
手动法测定熔体密度:(1)输入温度:200℃,开机,待熔体流动速率仪到达预设温度后,恒温30min,开始测试;(2)将压料杆自料筒取出,用漏斗将适量样品在1min内装入料筒中,随后将压料杆放入料筒,用手在压料杆上端适当加压把样品压实后,用秒表开始记时;(3)在压料杆上端加负荷。为调整活塞杆在缸体中的位置,可在预热时间4min前将多余料挤压出来,保证在预热时间(7±0.5)min内压杆正好走到刻线上。此时报警器鸣响,同时仪器上的自动计时器开始计时,立即切样,弃去该样条;(4)当压杆走完规定的25.4mm长距离后,报警器停止呜响,仪器上的自动计时器停止计时,此时立即切样,保留此期间的样条,留作计算使用,记下仪器计时器上的时间 (t);(5)测出行 程25.4mm挤出的树脂质量(W),则如式(1)所示[3]:

式中 D——在试验下树脂的熔体密度,g/cm3
W——挤出树脂的质量,g
计时法测定熔体密度:按自动法(ASTM D1238—2010中B法)[3]测定时间,设定活塞行程为6.35mm或25.4mm,自动法测定,记录活塞经过该行程的所需要的时间(t1),按式(2)计算自动法测定的熔体流动速率(RMFR);同时,采用手动切割法测定树脂的熔体流动速率,根据式(2)可得式(3)。


式中 RMFR——熔体流动速率测定值,g/10min
t1——活塞经过该行程的所需要的时间,s
L——活塞行程,0.635cm或2.54cm
其中,427为活塞和缸体的面积平均值乘以600所得;
自动法测定熔体流动速率:输入实验得到的PS和ABS的熔体密度,根据ASTM D1238—2010,按自动计时流速法测定PS、ABS的熔体流动速率。
2 结果与讨论
2.1 样品干燥处理的影响
许多热塑性塑料在试验前不需经过前处理,但对于有挥发成分、吸湿率较大的材料则需要经过前处理。本文采用不同的干燥温度和干燥时间,分别探讨了前处理对ABS和PS的熔体流动速率或熔体密度测量重复性的影响。各选5个不同牌号的PS树脂和ABS树脂试样,分别对其进行样品干燥处理,处理温度分别为:70、80、90、100℃,干燥时间为2h。干燥后的样品置于干燥器,冷却后测定其熔体流动速率。
表1表明干燥处理对PS的试验结果影响很小,可不需前处理,而由表2可见,ABS样品若不经过前处理,挤出的样条气泡多,表面不光滑,不符合检验标准的测定要求,经70℃,2h的干燥处理,ABS样品的熔体流动速率仍较大,而经90℃,2h的干燥处理后,获得的试验数据波动不大,其挤出样条也光滑。

表1 不同干燥处理条件时PS的熔体流动速率 g/10minTab.1 Melt flow rate of PS under different drying conditions g/10min
2.2 测定方法的影响
本文分别用手动法和计时法测定同牌号的PS和ABS的熔体密度,其结果如表3、4所示。
从表3、4可知:手动法的结果波动较大。试验法测定树脂的熔体密度(手动法)已有报道[4],试验中发现,熔体流动速率仪开始测定时,报警器呜响,活塞杆到达行程时报警器停止呜响,立即切样。但是,不知哪一声呜响是最后的呜响,故切样的操作总是滞后,并由此造成测定结果波动较大。

表2 不同干燥处理条件时ABS树脂的熔体流动速率 g/10minTab.2 Melt flow rate of ABS under different drying conditions g/10min

表3 不同方法测得的PS树脂的熔体密度 g/cm3Tab.3 Melt density of PS measured by different methods g/cm3

表4 不同方法测得的ABS树脂的熔体密度 g/cm3Tab.4 Melt density of ABS measured by different methods g/cm3
计时法测定熔体密度的原理是假设在试验温度下,树脂的熔体密度基本恒定不变,并且熔体流动速率的手动切割法测定值和自动法测定值相等。该方法测定得到的熔体密度是对该仪器尺寸精度和温度精度等综合修正后的数值,其测试结果较稳定,误差较小。
2.3 样品牌号的影响
常温下,聚合物的密度受分子结构、结晶度、分子取向等因素的影响,不同牌号的PS和ABS有不同的密度。但在试验温度(200℃)下,PS和ABS为熔体,由于温度高,大分子热运动剧烈,没有分子的结晶,大分子回到蜷曲状态[5],因此,在200℃下,PS和ABS的牌号对熔体密度的影响较小。试验结果如表5、6所示。
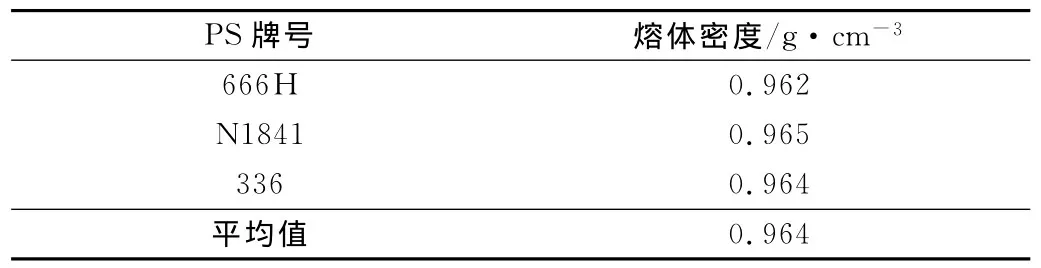
表5 不同牌号的PS树脂的熔体密度Tab.5 Melt density of PS with different brands

表6 不同牌号的ABS树脂的熔体密度Tab.6 Melt density of ABS with different brands
表5、6的结果表明:PS和ABS的熔体密度几乎不受牌号的影响,可以不考虑牌号的因素。
2.4 熔体流动速率的自动测定
输入PS的熔体密度(0.964g/cm3),ABS的熔体密度(0.973g/cm3),按 ASTM D1238—2010,分别采用手动操作法和自动计时流速法测定PS和ABS的熔体流动速率,结果如表7、8所示,表明PS和ABS的熔体密度准确,可应用于自动法测定PS和ABS的熔体流动速率,操作方便,结果准确。

表7 自动法测定的PS树脂的熔体流动速率Tab.7 Melt flow rate of PS measured by automatical method

表8 自动法测定的ABS树脂的熔体流动速率Tab.8 Melt flow rate of ABS measured by automatical method
3 结论
(1)ABS树脂熔体流动速率的测定,需进行样品的干燥前处理;
(2)采用手动法和计时法均可测定ABS和PS的熔体的密度,计时法的测定结果波动性较小;
(3)树脂牌号对PS和ABS熔体密度的影响可以忽略;
(4)采用试验得到的熔体密度,可实现自动法测定ABS和PS的熔体流动速率,与手动测定法比较,其结果之间的误差小于2%。
[1] 中国标准化技术委员会.GB/T 12672—2009 丙烯腈-丁二烯-苯乙烯(ABS)树脂[S].北京:中国标准出版社,2009.
[2] 黄 丽.高分子材料[M].北京:化学工业出版社,2005:53-57.
[3] American Society for Testing Materials.ASTM D1238—10Standard Test Method for MeltFlow Rates of Thermoplastics by Extrusion Plastometer[S].Annual Book of ASTM Standards,2010.
[4] 刘守强,李朝晖.试验法测定树脂的熔体密度[J].石油化工,1996,25(4):285-289.
[5] 黄 锐.塑料热成型和二次加工[M].北京:化学工业出版社,2005:25.
Automatic Determination of Melt Flow Rates of PS and ABS
LIN Hongxiong,BEI Qinhong,ZHU Huihong,HUANG Jinfeng,YANG Bei,CHEN Gufeng
(Guangdong Entry-exit Inspection and Quarantine Bureau,Guangzhou 510623,China)
The test method of automatically timed melt flow rate measurement for ABS and PS was studied,using the melt density data determined by manual method and automatically timed method.Results showed that the precise melt flow rate could be obtained easier by the automatic determination of melt flow rate.Compared with the manual method,the error of the result was less than 2%.
polystyrene;acrylonitrile-butadiene-styrene copolymer;melt flow rate
TQ325.2
B
1001-9278(2011)11-0090-04
2011-10-13
质检总局科研基金资助项目(2010IK036)
联系人,linhx4221@163.com
猜你喜欢
车迷(2022年1期)2022-03-29
科技研究·理论版(2022年7期)2022-03-23
中国化妆品(2020年9期)2020-10-09
昆钢科技(2020年6期)2020-03-29
小学生学习指导(低年级)(2019年10期)2019-11-26
数学小灵通(1-2年级)(2018年9期)2018-11-19
中国铸造装备与技术(2017年6期)2018-01-22
中成药(2017年9期)2017-12-19
中成药(2017年5期)2017-06-13
凿岩机械气动工具(2017年1期)2017-05-17