
剪切力对造纸湿部絮凝作用的影响
2011-11-21 06:18胡芳
中国造纸 2011年9期
胡 芳
(齐齐哈尔大学轻工与纺织学院,黑龙江齐齐哈尔,161006)
剪切力对造纸湿部絮凝作用的影响
胡 芳
(齐齐哈尔大学轻工与纺织学院,黑龙江齐齐哈尔,161006)
本文综述了剪切力对造纸湿部絮凝作用的影响,内容包括造纸过程主要单元操作中的剪切力水平及其对絮凝的影响、剪切力大小的评价、选择性解聚的现象、不同助留体系形成絮体的抗剪切性和可逆转性以及絮凝过程控制。
絮凝;絮体;剪切力;助留剂
在造纸过程中,所处理的纸料都是以纤维悬浮液的状态存在的,当纸料流速改变时,纸料的管路运输、网上流动和脱水成形等过程均会发生很大变化。当流速很低时,纸料管内流动将形成栓流,纤维易于絮聚;当流速太高时,网上流动不均匀,纸张的性能指标下降。纸机上脱水元件的脉动滤水行为则直接影响着细小组分的留着率,即纸料浓度不变时,压力脉冲越大,细小组分留着率越低。总之,“动态”是造纸湿部的重要特性。因此,研究流场,特别是流场中的流体剪切力对纸料絮凝作用的影响,具有重要的意义。
1 造纸单元操作中的剪切力
在一个典型的造纸过程中,纤维悬浮液会经过一系列的单元操作。表1表明了这些单元操作的主要功能[1],并列出了流体动力学剪切力的程度,以及这些操作如何影响絮凝。
如表1所述,只有单根纤维能够通过纸机系统压力筛的筛缝。但是,这样的纤维上附着有许多细小组分。例如,附着了碳酸钙微粒的纤维可以毫无困难地通过压力筛。另一方面,流体动力学剪切力会使部分细小组分被除去。造纸工作者可以通过选择在压力筛之前或之后加入高分子质量絮凝剂来调节其操作结果。
除了表1中所列举的造纸各单元操作的功能外,造纸过程的单元操作还提供了许多加入助剂或化学品的位置。通过选择不同的加入点,操作者能够在实际生产中选择混合条件以及每种化学品在纸幅成形前存在于纤维悬浮液中的时间的长短。优化化学助剂添加顺序,对过程效率和产品质量有很大的影响。
2 剪切力的大小
絮凝是一个非常复杂的问题,其效果由絮凝剂的化学作用和物系的流体动力学行为决定。G值 (水体流动的速度梯度)大小表征物系中剪切力的强弱。在胶体颗粒絮凝过程中,剪切力作用至关重要。一方面剪切力可保证颗粒间的有效碰撞,为颗粒的碰撞提供能量,同时也使絮凝剂快速、均匀地分散,促使颗粒迅速生长;另一方面,当颗粒聚集体生长到足够大时,剪切力的存在使较大颗粒聚集体发生机械破碎及骨架变形,使聚集体粒径逐渐衰减,结构愈加密实。对于剪切力控制的胶体颗粒絮凝过程,物系中层流剪切、湍流剪切及湍流惯性碰撞等流体动力学条件尤为重要,这些因素相互作用,共同影响絮凝过程的进行和效率。根据流动性质的不同,Teresa等[2]提出G值的大小通过不同的方式进行估算。王补宣等[3]认为G值大小反映了输入系统的能量强度,影响G值大小的因素除了流体动力学条件外,絮凝剂的用量、物理化学性质,胶体颗粒的体积大小、空间分布、表面性质等都会引起能量耗散与分布不均,对絮凝过程产生重要影响。综合上述因素,将G值表述为:

表1 典型纸机的单元操作、剪切力水平和对絮凝作用的影响

式中,K1是促进胶体颗粒发生絮凝的因素;K2是引发胶体颗粒发生破碎的因素。如此,G值的物理意义将发生改变,表征了给定系统中胶体颗粒絮凝与破碎的竞争结果。
3 选择性解聚——絮体类型及剪切力的作用
要实现理想的成形,人们不希望破坏纤维-细小纤维以及纤维-填料之间的异质絮体,这种絮体对于它们在纸幅中的留着是理想的。但是如果絮体太大,就会降低纸张匀度。而在造纸过程中的实际情况,与人们的这一期望是相符的。有研究者提出[1],分离所需的临界剪切力,与微粒的R-3/2成正比,因此将微粒从某一表面上通过形成滚动而分离,微粒越小所需的剪切力越大。分离填料-纤维所需要的剪切力为分离纤维-纤维所需要的剪切力的1600倍。这个结果尽管是个估计值,但说明与将两根纤维彼此分开相比较,将填料微粒从纤维表面分离下来需要相当大强度的流送。这为造纸工作者提供了便利,通过选择助留剂和适当的添加位置,即具有一定剪切程度的单元操作,就可以形成一定强度的絮体,使纤维的聚集不能够保持,但又不会破坏细小纤维和填料在纤维上的吸附,这样就可以同时优化成形和留着[4]。
4 不同助留体系形成絮体在剪切力下的作用
不同的助留机理形成的絮凝作用有很大差别,絮体具有不同的抗剪切性和可逆转性。
4.1 电荷中和、补丁机理和架桥机理
Blanco等[5]研究了 CPAM、PEI和硫酸铝对于1%碳酸钙悬浮液的絮凝过程,研究结果表明,PAM通过架桥絮凝机理形成的絮体较大,PEI通过补丁机理形成中等的絮体而硫酸铝通过电荷中和作用形成的絮体最小。不同絮体的性质也不同,当采用硫酸铝时,增加搅拌速率很容易使絮体破碎,当搅拌速率降低时,絮体的尺寸几乎完全恢复。但是,当使用PAM时,絮凝较慢,而且比PEI和硫酸铝需要更长的时间达到最大尺寸。PEI表现出的性质居中,它通过补丁机理发生絮凝。
硬絮体的破碎涉及到助留剂聚合物中共价键的断裂,重新分散的絮凝悬浮液中,絮凝剂的平均分子质量被发现大大减小了,在每个被分开的表面上留下了聚合电解质的片段。由于流体动力学作用引起的颗粒表面的分子运动,以及受附近细小组分或纤维表面相反电荷的影响,聚合物会重新组织。此时,聚合物的作用类似低分子质量聚合电解质引起的补丁效应,并形成松软絮聚体。与架桥作用相比较,补丁机理的可逆转性更强,因为静电吸引力是可以逆转的。补丁絮凝剂以平坦的构型被吸附,在剪切过程中不易发生分子链的断裂。
联合使用絮凝剂可获得协同效果,形成更强的絮体并在分散后有较高的再絮凝能力。
4.2 双元聚合物体系
典型双元聚合物体系通常基于一种高电荷的短链阳电荷聚合物,然后再应用一种高分子质量的阴离子聚合物。补丁和架桥絮凝的联合,以及相反电荷聚合物之间的较强的静电相互作用,使得絮体的强度更高,抗剪切力更强。
4.3 微粒体系
微粒体系大多基于阳离子聚合物和阴离子微粒的联合作用。这些体系的一般思想是在早期向纸料中加入阳离子聚合物,形成初始的大规模絮凝,这一絮凝被剪切力分解。然后在靠近流浆箱处加入微粒,形成第二次絮凝,主要由与吸附的阳离子聚合物之间电荷相互作用控制。由于静电相互作用,由加入微粒引起的絮凝对重新构型和被吸附阳离子聚合物链的断裂不敏感。
Lindström[6]首先描述了微粒助留体系具有可逆转性,在网部和压榨部提供更快速的脱水,并且干燥后纸张的孔隙度更高。夏新兴等的研究发现[7],微粒助留体系比阳离子聚丙烯酰胺 (CPAM)单元助留体系具有更好的留着和抗剪切性能。Swerin[8]对比CPAM作为单元体系和微粒体系的可逆转性。研究发现,CPAM单独使用时,絮体尺寸随时间的进行而衰减,而加入微粒形成了高度的再絮凝,即衰减趋势降低。微粒体系具有更强的可逆转絮凝的性质也被Alfano 等[9]证实。
4.4 网络絮凝
Se-Young等[10]研究高岭土悬浮液在湍动条件下由不同聚合物体系引起的絮凝和再絮凝,聚合物体系包括:单元聚合物、双元聚合物、微粒和PEO/PFR体系。研究认为,由PEO/PFR体系形成的絮体,比其他系统具有更高的初始抗剪切力,但在连续剪切条件下的再絮凝不明显,因为缺少电荷作用力。Cadotte等[11]的研究发现,由PEO和CF形成的絮体强度最大,而PEI和PAC形成的絮体的强度最低。PEO/CF絮体随时间和剪切力而分解,并且不会重新形成。
5 絮凝过程控制
纸机上絮凝的优化通常基于对浓度、留着和电荷的检测。有几种在线湿部化学检测设备用于浓度、留着和电荷的检测,但对于絮凝控制而言均属于非直接控制,而直接用于控制絮凝的絮凝探测器可以大大改善过程控制。
5.1 脉冲光散射分析仪 (Photometric Dispersion Analyser,PDA)
检测分散稳定性的一种方法是记录PDA浊度信号的均方差,称为絮凝指数 (Flocculation Index,FI),该值与絮聚的程度和絮聚体尺寸有关[12]。通过PDA对纸料絮凝过程的监测,其FI曲线的变化可直接反映水中颗粒物的絮凝状态[13]。如图1的絮凝测定装置[14],对比了3个点的絮凝情况。张红杰等[15]将PDA与DDJ相结合,高效、直观、动态地表征了高得率浆的不同替代比例对CPAM/膨润土助留系统负面影响的程度和过程。

图1 絮聚测定装置
5.2 聚焦光束反射测量仪 (Focused Beam Reflectance Measurement,FBRM)
早在20世纪90年代就开始利用激光技术优化絮凝,通过研究絮凝、解絮和再絮凝来研究絮体抗剪切力的能力,而FBRM的特点是可以在线测量颗粒系统的粒径分布。FBRM探测器示意图见图2。
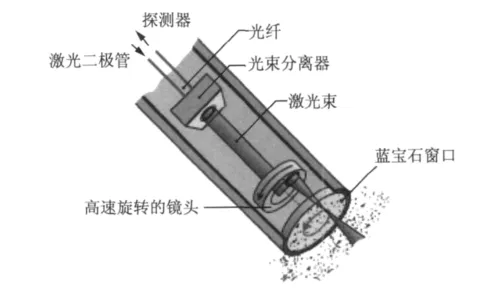
图2 FBRM探测器示意图
如图2所示[16],探头内部发射出的高度聚焦的激光束穿过探头窗口附近的颗粒,并产生反射,直到激光束到达颗粒的另一端。FBRM接收反射信号,计算出激光束经过颗粒的时间,并折算成两端的距离,即弦长 (chord length)。FBRM每秒可以测得上百万个弦长,从而在很短的时间内就可得到一个弦长频率分布,弦长分布为悬浮液微粒系统提供了一种微粒数量定量和尺寸信息的方法。目前FBRM在造纸湿部絮凝中的应用主要有以下几个方面[17]:①纸机系统在线测量和化学处理优化控制;②白水絮凝与DCS失稳过程的研究;③纸浆悬浮液化学絮凝机理与流变性之间关系的研究;④助留体系絮凝机理及絮体性质。
5.3 基于动力学与分形分析的絮凝控制新指标
赫俊国等[18]通过对湍流水体中絮凝体的受力分析表明,在絮凝工艺中特征尺度量级的涡旋起重要作用,其离心惯性效应是絮凝体碰撞凝聚的动力学致因;通过对絮凝动力学传质过程影响因素的分析,利用数学分析方法,确定了絮凝体密度正比于水流的剪切强度;通过对絮凝体的形态分析,确定了絮凝体强度反比于水体剪切强度;进而提出一个基于动力学与形态学分析的新絮凝控制指标Fr0。
6 结语
造纸生产过程中,纸料时刻处于不同的剪切条件下,初始絮体常常在高剪切力下被打碎,如果剪切力被去除,会形成部分再絮凝。在大多数情况下,絮体在离开系统之前必须多次经过高和低剪切力区域。絮凝和再絮凝的动态过程及程度复杂,并且与引起絮凝的助留剂的结构之间有密切关系,化学和机械的因素都决定着纸张的匀度。显然,对于絮凝和再絮凝的原理的深入理解将有助于工业过程的控制和优化。
[1]Hubbe M A.Flocculation of cellulose fibers suspension[J].BioResources,2007,2(2):296.
[2]Teresa S,Xavier C.Structure of the aggtegates during the process of aggregation and breakup under a shear flow[J].J.of Colloid and Interface Sci.,1998,206(2):505.
[3]王补宣,盛文彦,彭晓峰,等.剪切力作用下颗粒的絮凝与破碎[J].热科学与技术,2007,6(3):189.
[4]Hubbe M A.Reversibility of polymer-induced fiber flocculation by shear.1.Experimental methods[J].Nordic Pulp and Paper Research Journal,2000,15(5):545.
[5]Blanco A,Fuente E,Negro C,et al.Focused beam reflectant measurement as a tool to measure flocculation[J].Tappi Journal,2002,85(10):14.
[6]Lindström T,Hallgren H,Hedborg F.Aluminum based microparticle retention aid systems[J].Nordic Pulp and Paper Research Journal,1989,4(2):99.
[7]夏新兴,彭毓秀,李忠正.用动态滤水仪探讨微粒助留体系絮聚机理[J].中国造纸,2003,22(11):28.
[8]Swerin A,Risinger G,Ödberg L.Flocculation in suspensions of microcrystalline cellulose by microparticle retention aid systems[J].Journal of Pulp and Paper Science,1997,23(8):374.
[9]Alfano J C,Carter P W,Whitten J E.Use of scanning laser microscopy to investigate microparticle flocculation performance[J].Journal of Pulp and Paper Science,1999,25(6):189.
[10]Se-Young Yoon,Yulin Deng.Flocculation and reflocculation of clay suspension by different polymer systems under turbulent conditions[J].Journal of Colloid and Interface Science,2004,278:139.
[11]Myriam Cadotte,Marie-Eve Tellier,Angeles Blanco,et al.Flocculation,retention and drainage in papermaking:A comparative study of polymeric additives[J].The Canadian of Chemical Engineering,2007,85(4):240.
[12]Gregory D,Carlson K.Relationship of pHand floc formation kinetics to granular media filtration performance.Environ.Sci.and Technol.,2003,37(7):1398.
[13]初永宝,高宝玉,岳钦艳,等.铝系混凝剂的混凝动力学研究:循环剪切力和硫酸根的影响[J].中国科学B辑:化学,2007,37(5):440.
[14]J Gullichsen,H Paulapuro,H Neimo(Eds.).Papermaking chemistry,Book 4.In:Johan Gullichsen,Hannu Paulapuro.Papermaking Science and Technology[M].Helsinki,Finnland:Finnish Fapet Oy,1999.
[15]张红杰,胡惠仁,何志斌,等.含高得率浆纸料中DCS的絮聚行为研究[J].中国造纸,2009,28(12):31.
[16]Alessandra Gerlil,Bruce A Keiser,Mark Strand.The use of a flocculation sensor as a predictive tool for paper machine retention program performance[J].Tappi Journal,2000,10:1.
[17]胡 芳,胡惠仁.造纸湿部絮凝过程及絮体性质的检测方法[J].中国造纸,2009,28(2):60.
[18]赫俊国,魏希柱,姜 涛,等.基于动力学与分形分析的絮凝控制新指标[J].哈尔滨工业大学学报,2010,42(10):1577.
Effect of Shear Force on Flocculation of Papermaking Wet-end
HU Fang
(College of Light Industry & Textile Engineering,Qiqihar University,Qiqihar,Heilongjiang Province,161006)
(E-mail:fangh16@163.com)
The paper reviewed the effect of shear force on flocculation of papermaking wet-end.Hydrodynamic shear levels of unit operations of a typical papermaking process and their effects on flocculation,the level of shear force,phenomenon of selective deflocculation and resistance to shear and reversibility of flocs induced by various retention aid systems and flocculation process control were introduced.
flocculation;flocs;shear force;retention aids

TS754
A
0254-508X(2011)09-0069-04
胡 芳女士,博士,教授;主要研究方向:造纸湿部化学及造纸助剂。
2011-01-27(修改稿)
(责任编辑:马 忻)
猜你喜欢
中国环境科学(2022年10期)2022-10-27
橡塑技术与装备(2022年10期)2022-10-03
原子能科学技术(2022年4期)2022-04-25
水利科技与经济(2021年11期)2021-12-04
环境卫生工程(2021年4期)2021-10-13
中国有色金属学报(2018年2期)2018-03-26
天津造纸(2018年3期)2018-02-22
中国环境科学(2017年5期)2017-05-23
中学生数理化·高三版(2016年11期)2017-03-02
浙江大学学报(工学版)(2016年2期)2016-06-05
