45/50MN快锻油压机本体结构设计分析
2011-11-16 04:37范玉林张营杰房志远
锻压装备与制造技术 2011年4期
范玉林,张营杰,房志远,牛 勇
(中国重型机械研究院有限公司 金属挤压与锻造装备技术国家重点实验室,陕西 西安 710032)
45/50MN快锻油压机本体结构设计分析
范玉林,张营杰,房志远,牛 勇
(中国重型机械研究院有限公司 金属挤压与锻造装备技术国家重点实验室,陕西 西安 710032)
论述了45/50MN快速锻造油压机本体结构选型设计。机器主要技术参数及本体结构设计特点包括:采用有限元分析方法优化大型铸锻件结构;主缸柱塞与活动上横梁采用双球面中间杆连接型式,减轻柱塞与导套和密封的磨损,提高导套和密封的使用寿命;活动横梁采用在压套上的X形平面可调导向,导向效果好,调节方便,减少锻件热辐射对导向间隙的影响等。实际应用表明,结构设计合理,稳定可靠。
机械制造;结构;快速锻造油压机;设计;有限元
1 引言
快速锻造油压机是20世纪60年代开始发展起来的一种新型锻压设备,用于钢锭开坯和自由锻件的压力加工,特别适合合金成分较高材料的锻造。目前,在自由锻设备中被认为是发展的主要方向之一,世界各工业发达国家都在大力开发。特别是近年来,随着液压技术和微电子技术的飞速发展,更加速了这种进程。由于快速锻造油压机有着运行速度快、控制精度好、机械化程度高、节能节材效果显著等特点,与锻锤和锻造水压机相比,扩大了生产能力、提高了锻件质量、减少了操作人员,振动小、噪声低。机器自动化控制操作,改善了锻造劳动环境和操作工劳动强度,是一种较为理想的自由锻设备[1~4]。
2 45/50MN快锻油压机本体结构设计
2.1 结构选型
快速锻造油压机在主机结构形式上分为上推式和下拉式两种方式,且立柱均采用双柱矩形截面[3]。上推式结构源于水压机的结构形式,即工作主缸置于压机上端,在上横梁与活动梁之间。上推式结构运动部分惯量小,易于控制,节省功率,对基础要求低。下拉式结构是工作主缸置于压机下端,在下横梁与固定梁之间。该结构主机重心低、稳定性好,液压阀站距主缸距离短,可有效减小液压冲击产生的振动、节省占地面积且安全性好;但由于下拉式压机运动部分惯量大,损失一部分功率,增大了控制难度,对压机基础要求高,土建投资较大。基于此,油压机采用三梁两柱上传动预应力框架结构,如图1所示。

2.2 主要技术参数
压机公称吨位15/30/45/50MN;本体采用三梁两柱上传动应力框架结构;主柱塞直径ø1100mm;最大净空距4600mm;最大工作行程2300mm;柱间净空距1760mm×3100mm;系统工作压力31.5/35MPa。
2.3 本体组成结构
45/50MN快速锻造油压机是一种主机采用三梁两柱上传动预应力框架结构,泵直接传动的油压机。机器由框架、动梁、三个主工作缸、两个回程缸、移动工作台、横向移砧台、上砧快换装置和压机底座等组成。三个柱塞式主缸在31.5MPa工作压力下,提供45MN的额定工作压力;并可以实现15MN、30MN和45MN三级锻造压力分级,以经济地适应各种锻造工艺的不同需求;在35MPa工作压力下,能够提供50MN的镦粗力量。
3 本体结构设计特点
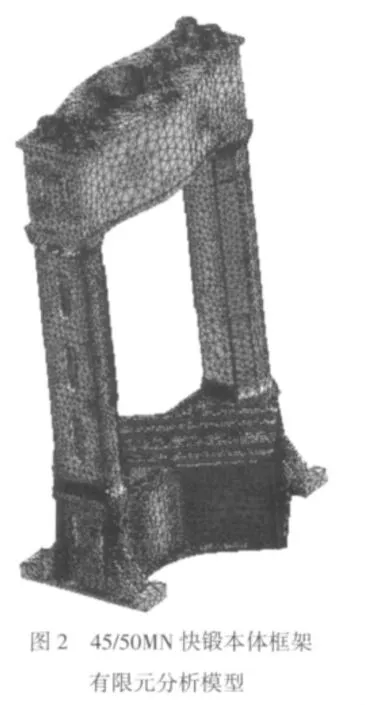
(1)压机框架与横向移砧台中心线呈35°布置,通过两个减振支座用螺栓连接在基础上。压机框架由上横梁、下横梁、柱套和预应力拉杆机构组成,柱套与上、下横梁采用平面十字键连接,通过加热或液压拉伸预紧方式,将上横梁、压套、下横梁强力压紧,组成一个封闭的刚性框架,以承受锻造时整个压机的锻造力。柱套承受预紧压应力,十字方向布置的键传递偏心锻造时框架受到的水平力;而预应力拉杆则承受相应的拉应力。压机上横梁、下横梁、动梁和柱套为大型铸件,利用有限元计算和数值模拟技术,对压机大型铸锻件进行优化设计,设计更为合理。图2所示为45/50MN快锻油压机预应力框架有限元分析模型。
主机采用预应力框架结构,提高压机框架的整体刚度,改善压套在偏心锻造时的受力状况,使拉杆和压套在工作时均处于近似单一受力状态,充分利用材料性能和承载能力,提高拉杆的疲劳寿命。拉杆选用高强度合金钢,可以减小横梁的尺寸,降低横梁的重量。
(2)动梁在两边柱套的四个侧面上滑动,导向间隙由动梁上面的导向调整机构方便地进行调节和固定。同时,由于“X”型导向受热辐射影响小,导向间隙相对稳定,容易得到比较精确的调整间隙。由于机架刚性好,运动部分的惯性相对较小,因此,快速锻造时的稳定性好。动梁是锻造油压机的主要部件之一,它的上部与工作主缸柱塞连接,高压液体作用于三个主缸柱塞上的力,通过动梁及上砧传递到锻件上做功。动梁导向座分别沿着两根压套侧面的平面导向面上下运动。
(3)压机的主缸柱塞采用双球铰与动梁连接,侧缸柱塞与动梁球铰连接;缸体法兰支承在上横梁上,用螺栓固紧。主缸柱塞由柱塞、连杆和上下球支组成,通过下部球支柱塞与动梁铰接。在偏心锻造时,减轻了柱塞与导套和密封的磨损,提高了导套和密封的使用寿命。
(4)工作台移动油缸和横向移砧台油缸为活塞式结构,采用浮动连接方式连接,保证锻造过程中油缸不承受过大的径向力。缸内装有位移传感器,便于实现移动工作台的半自动或自动定位控制,可以快速有效地进行工作台位置更换。
(5)上砧快换装置由T型拉杆、碟形弹簧、缸体等组成。垂直安装在动梁上,摆动缸水平安装在快换装置的顶部,驱动T型杆旋转。
(6)主缸、侧缸、移动工作台缸、横向移砧台工作缸缸体均采用锻焊结构,性能容易保证。所有液压缸的密封均采用进口密封件,并适当提高柱塞表面光度,保证密封效果,提高使用寿命。同时在主缸和回程缸的柱塞密封外侧增设防低压泄漏密封圈;在上横梁和活动横梁上表面设置废油池,集中处理泄漏油回收,保证油压机工作的安全性。
(7)压机活动横梁和移动工作台的行程检测均选用进口的磁致伸缩位移传感器。活动横梁行程检测位移传感器装在回程缸内;移动工作台、横向移砧台行程检测位移传感器装在工作台移动缸内。采用磁致伸缩线性位移传感器进行非接触型位移检测,可以达到微米级测量精度,且永不磨损,无需维护。
4 实际应用
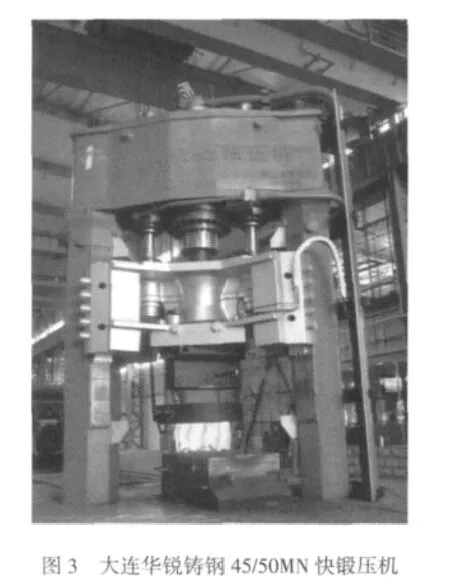
2006年根据大连华锐铸钢股份有限公司风电项目要求,由中国重型机械研究院有限公司设计并成套供货的45/50MN快速锻造油压机于2008年底热负荷试车成功,并顺利投入生产使用,如图3所示。该机组主要用于风力发电风机轴的锻造,经过两年的生产实践考核,设备性能稳定,运转正常。由此可见,机器设计实用可靠,满足生产需要。
[1]陈上达.国内外重型锻压设备的发展、现状和趋势.重型机械,1988,(12):1-5.
[2]蔡 墉.我国自由锻液压机和大型锻件生产的发展历程.大型铸锻件,2007,(1):37-44.
[3]徐宇谨,韩大卫,黄 新,裴志强,张营杰,王殿楹.快速锻造油压机组主机结构形式与选型.重型机械,2004,(6):45-47.
[4]李贵闪,何晓燕,荣兆杰.我国液压机行业的现状及发展.锻压装备与制造技术,2006,41(4):17-19.
Structural design and analysis of 45/50MN high-speed forging oil press
FAN Yulin,ZHANG Yingjie,FANG Zhiyuan,NIU Yong
(State Key Laboratory of Metal Extrusion and Forging Equipment,China National Heavy Machine Research Institute Co.,Ltd.,Xi'an 710032,Shanxi China)
The structure selection,the main technical parameters and structure design of the 45/50MN highspeed forging hydraulic press have been discussed.The structure of key parts have been optimized by use of FEM.Master cylinder pistons and moving beams have been connected by double spherical intermediate type,which reduces the wear among the plunger,the guide sleeve and seal.The X-shaped flat has been used to conveniently adjust direction of the moving beam with good effect.The application shows that the structural design is reasonable,stable and reliable.
Structure;High-speed forging press;Design;FEM
TG315.4+6
B
1672-0121(2011)04-0024-02
国家科技重大专项项目(2010ZX0413-021)
2011-04-21
范玉林(1972-),男,高工,从事锻压设备与工艺方面研究
猜你喜欢
建材发展导向(2023年4期)2023-03-14
机械工程与自动化(2022年3期)2022-06-24
装备制造技术(2020年11期)2021-01-26
钻采工艺(2020年1期)2020-07-21
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2017年8期)2017-11-27
国际木业(2016年2期)2016-12-01
邢台学院学报(2016年4期)2016-02-28
压缩机技术(2014年5期)2014-02-28