
基于ARM的机器人自动焊接控制系统
2011-11-14 07:57:20段锦程石永华俞国庆
电焊机 2011年7期
段锦程,石永华,俞国庆,梁 斌
(1.华南理工大学 机械与汽车工程学院,广东 广州510640;2.海装广州局,广东 广州510000)
基于ARM的机器人自动焊接控制系统
段锦程1,石永华1,俞国庆2,梁 斌2
(1.华南理工大学 机械与汽车工程学院,广东 广州510640;2.海装广州局,广东 广州510000)
立体曲线焊缝焊接时会产生较大的焊接变形,如以示教方式进行机器人焊接将导致焊接路径的偏离,必须在焊接过程中进行实时纠偏。设计开发了一种焊接机器人控制系统,硬件以ARM9-S3C2440为核心,通过RS232与机器人进行通信,编写了控制软件,实现了焊接机器人的焊枪位置实时调整,有效应对了焊接热变形的影响。既保证了焊枪沿着坡口中心运动,又保证了导电嘴到工件的距离(CTWD),焊接工艺稳定,焊缝质量较好。
机器人焊接;ARM;立体曲线焊缝;焊接变形
0 前言
目前商品化、实用化的机器人主要采用示教再现的工作模式,这类机器人在实现动作之前必须人工示教运动轨迹,然后将轨迹程序存储在记忆装置中。当机器人工作时,从记忆介质中读取程序,按照预先示教好的路线和其他参数机械的重复动作。但是由于焊接是一个极其复杂的高温、动态、瞬时过程,工件在焊接过程中不可避免地会产生焊接应力和变形。工件热变形会使导电嘴偏移待焊坡口中心,也可能使导电嘴至工件的距离(CTWD)发生变化,从而影响焊接工艺的稳定。工件的热变形量受工件表面积和温度等多方面参数的影响,在实践中很难精确预测热变形量。尤其是对于较长的待焊焊缝,如船舶和大型工程机械的某些待焊焊缝,工件的热变形甚至导致焊接失败,所以开发一套机器人运动的实时控制系统显得尤为重要。工人可以在机器人焊接过程中实时控制机器人运动和行走速度,以纠正热变形带来的负面影响,一方面保证导电嘴始终沿着待焊坡口中心运动,另一方面也保证了CTWD为恒定值,从而确保立体曲线焊缝的焊接质量。
1 焊接机器人运动学分析
示教再现模式是首先预标定一系列的点形成一条轨迹路线,机器人可以不断重复行走预定的轨迹路线。机器人轨迹如图1所示,机器人具有工件坐标系T和未偏移之前的坐标系P,由于机器人只进行平移变换,所以T坐标系与P坐标系保持相同的姿态,设P齐次坐标为

图1 P坐标系与T坐标系示意
由于T坐标系与P坐标系姿态相同,故T的齐次坐标为

即
通过改变式(2)中Δ y、Δ z值,使得机器人能够相对预先标定的路径进行偏移。机器人在运行过程中始终以前进方向作为工件坐标系的X方向,如图2所示,Y方向上的偏移可以保证焊枪对准待焊坡口中心,Z方向的偏移可以保证CTWD距离。

图2 待焊工件示意
2 系统设计
2.1 硬件结构设计
设计采用ARM7系列的S3C2440作为主控芯片,配备7寸液晶触摸屏,采用RS232与机器人进行通信,系统稳定运行在440 MHz。S3C2440 ARM处理器芯片基于ARM920T内核,最高主频达530 MHz,芯片本身提供了比较完整的外围设备,具有外部存储控制器和片选逻辑、LCD控制器、三通道UART等外围设备。硬件系统分为触摸屏及液晶显示模块和串行接口模块,如图3所示。
(1)触摸屏和液晶显示模块。采用群创AT070TN83 V.1的液晶屏模块,40PIN接口与S3C2440相应引脚相连接。由于电阻式触摸屏工作面与外界完全隔离,受环境影响较小,具有稳定性高、不漂移的优点,适合工业现场使用,考虑到焊接工况,故采用四线电阻式触摸屏。液晶显示部分采用较常用的7寸液晶显示屏,分辨率800×480。
(2)串行接口模块。本模块主要通过RS-232串口实现与机器人的通信,采用MAX2323芯片作为RS-232接口的收发器。芯片功耗低,传输速率1Mbps。芯片的发送器和接收器包含16 B的FIFO和移位寄存器。要发送的数据首先被写入FIFO,然后拷贝到发送移位寄存器,接着从数据输出端口依次移位输出。
2.2 界面和软件设计
界面如图4所示,分为A、B、C、D四个区域。A区为细调节区,当按下A区向左按钮时,触发触摸屏中断,单片机在中断处理程序中采集ADCDAT数据后判定触摸位置为A区向左按钮的位置。然后向RS232发送控制左微调控制字符“AAA1N”。机器人定时查询串口数据后执行IF判定语句,IF receive_data=AAA1N;offs_y=offs_y+0.2,使变量off_y增加0.2,机器人通过Corrwrite指令讲写入偏差量off_y,使得式(2)中平移算子Trans(Δ x,Δ y,Δ z)中Δ y增加0.2,机器人工件坐标系T将沿Y方向偏移0.2的距离。
调用函数B区为数据显示区,分别实时显示机器人反馈的偏移量和速度信息。C区为粗调节区,可以使机器人在工件坐标系Y轴或者Z轴方向上偏移1 mm。D区为速度调节区,通过调节机器人手臂的行走速度来获得较为平整的焊缝。
由于该控制器软件规模比较小,故选择前后台软件结构,中断程序为前台程序,显示界面为后台程序。主控芯片程序流程如图5所示。触摸屏中断产生时,程序执行ADC中断,获得寄存器ADCDAT中数据,判定触摸点的位置,根据位置信息发送相应控制字符到RS232,中断返回后显示相关数值。
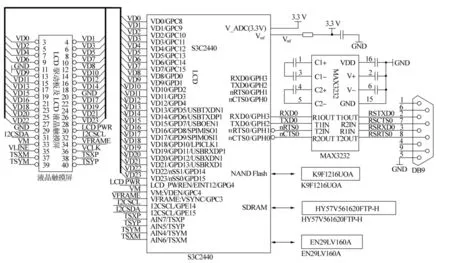
图3 硬件电路
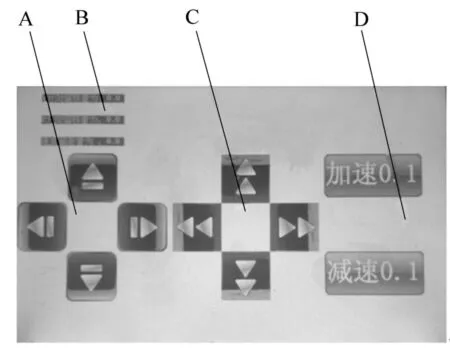
图4 控制界面
2.3 与机器人的通信
采用RS232进行通信。单片机处理完触摸屏中断后,根据触摸位置来发送相应的控制字符到RS232相应寄存器,机器人采用轮询方式访问相应串口,得到数据后调用IF指令判定数据,再去执行相应操作。
2.4 ABB机器人程序流程
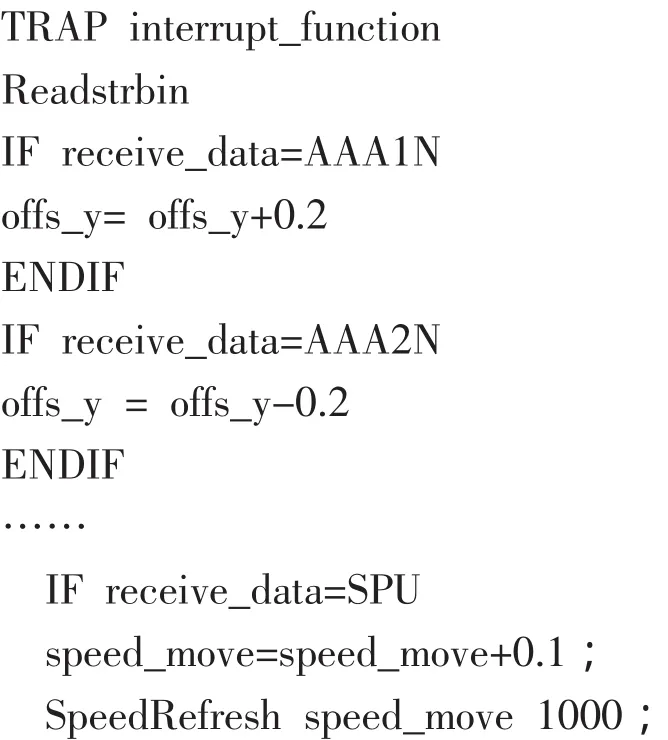
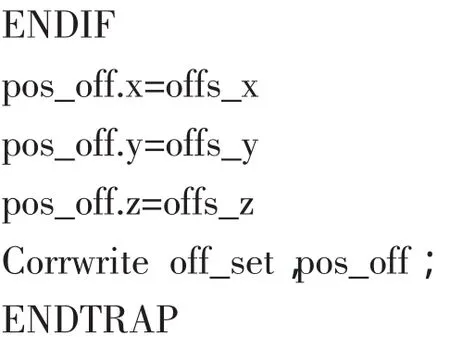
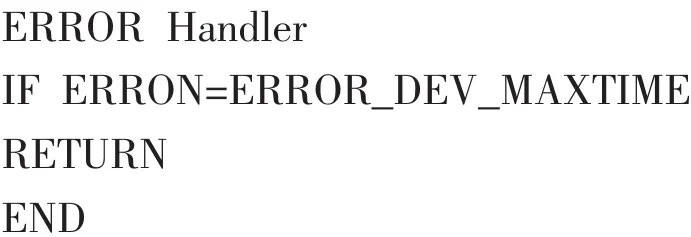
机器人程序采用RAPID语言编写,采用指令ITIME使程序每0.6 s产生一次中断,如图6所示。机器人在中断程序中获取串口字符,再执行相应操作。采用指令Corrwrite将偏差量写入变量off_set中,焊接机器人根据偏差量相对于预订轨迹进行偏移。定义变量speed_move,通过指令SpeedRefresh改变机器人行走速度。
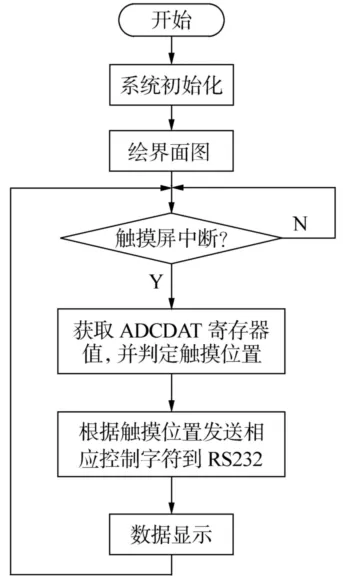
图5 控制系统程序流程
主要的RAPID编码如下:


机器人中断服务程序为:
添加
3 立体曲线焊缝焊接试验
在图7所示的焊接试样中,由于焊接距离比较长,焊接过程的热效应会导致工件坡口向右偏移f,通过调整机器人使其偏移f来弥补工件的偏移。如图8b所示,当机器人从P1点移动到P2点的过程中,操作者在I点点击了触摸屏上的向右微调的按钮,机器人向右移动偏移量f后平行于直线P1P2的方向移动到P3点。从而消除了工件变形对后续焊接的影响。同理,在运行过程中,操作者可以通过上下方向的按钮来产生工件坐标系上Z方向上的偏移,保证焊枪相对工件的距离,从而保证稳定的焊丝伸长量。
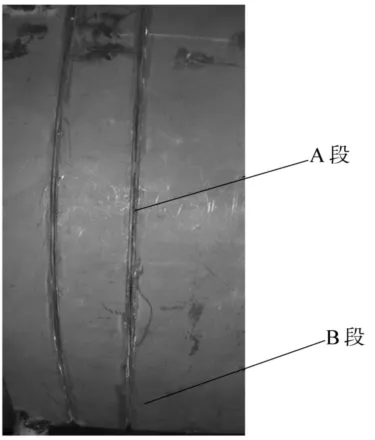
图7 焊接试样
4 结论
基于ARM的机器人控制系统实现了在焊接机器人示教再现模式下的位置实时调整,操作直观简单,通过控制机器人在工件坐标系上的Y轴和Z轴上的偏移,可以保证焊接电弧在坡口中心,并能够保证导电嘴到工件的距离。通过改变曲线焊缝不同位置时机器人手臂行走速度从而保证焊缝的平滑,获得了良好的立体曲线焊缝质量。
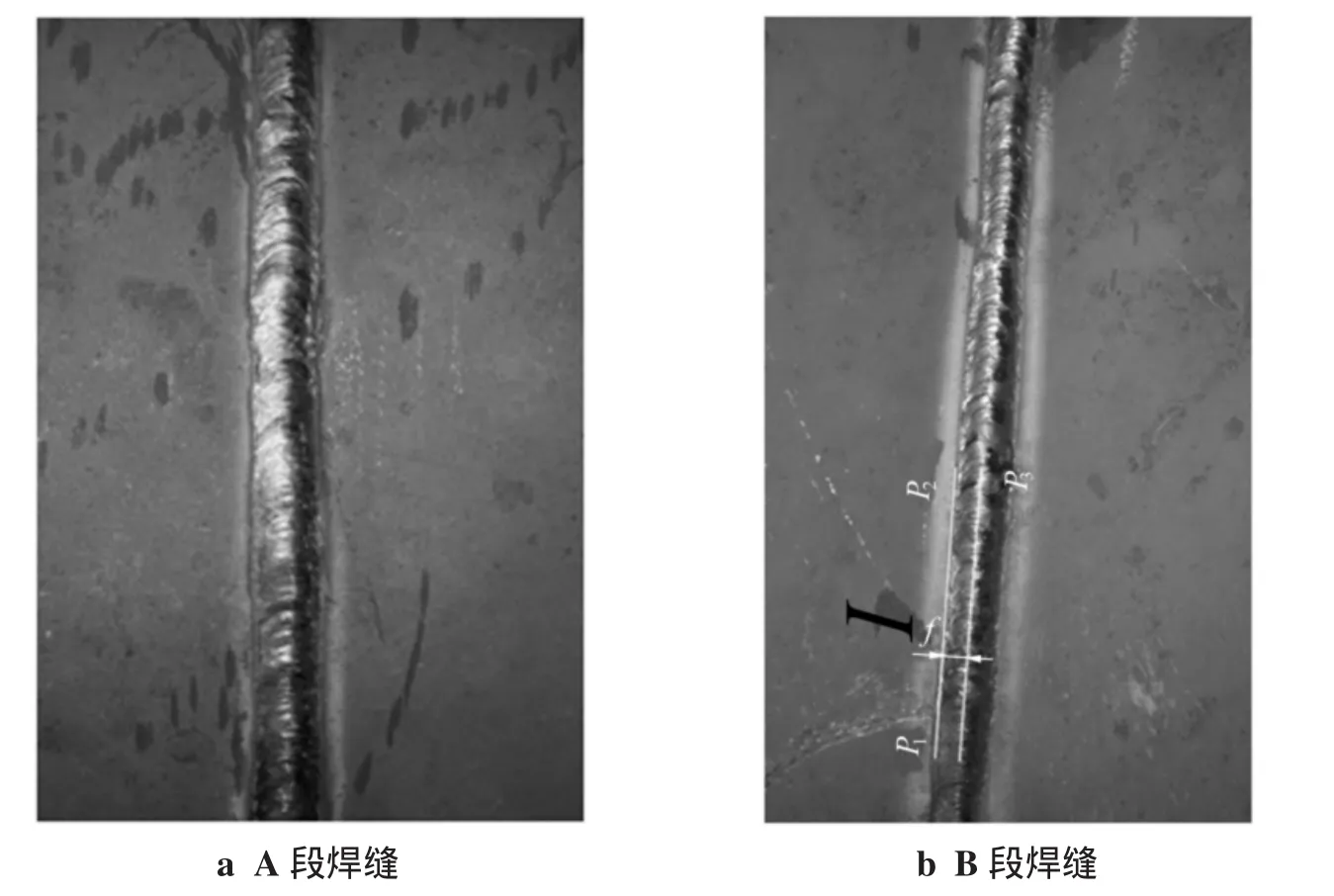
图8 实际焊接结果
[1]汪家胜,钟良文.数字化焊接电源的触摸屏控制界面设计[J].电焊机,2010,40(10):45-48.
[2]朱志强.焊接机器人示教系统开发及其图像的示教新方法研究[D].杭州:浙江大学,2008.
[3]张正兵,李晓娜.机器人在焊接中的应用[J].电焊机,2008,38(6):44-47.
[4]基于S3C2440处理器的打印模块的设计[J].控制工程,2010,17(2):252-256
[5]杜春雷.ARM体系结构与编程[M].北京:清华大学出版社,2003.
Study on the control system of automatic welding system based on ARM
DUAN Jin-cheng1,SHI Yong-hua1,YU Guo-qing2,LIANG Bin2
(1.School of Mechanical and Automotive Engineering,South China University of Technology,Guangzhou 510640,China;2.Guangzhou Bureau,Equipment Department of China Navy,Guangzhou 510000,China)
Welding distortion emerges in three-dimensional seam welding.The teaching-playback robot can not correct the deviation real-timely by itself.Therefore,it is necessary to correct the deviation during welding process real-timely.Based on ARM9-S3C2440,by using RS-232 to communicate with welding robot,this control system can adjust the welding traveling path in real-time.It can control the position of the welding torch to get rid of the side effect of hot deformation.Using this control system,it is guaranteed that not only the welding torch moves along the seam center,but also that the contact tube to workpiece distance(CTWD)is equal.In welding experiments,it produces good welding quality.
robot welding;ARM;three dimensional seam;welding deformation
TG409
A
1001-2303(2011)07-0015-05
2011-05-13;
2011-06-30
海军装备部科研资助项目;中央高校基本科研业务费专项资金资助项目(2009ZM0318);国家自然科学基金资助项目(50705030)
段锦程(1986—),男,湖南株州人,在读硕士,主要从事焊接自动化、机器人控制的研究。
猜你喜欢
中国金属通报(2022年1期)2022-06-02 02:09:56
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
装备制造技术(2019年12期)2019-12-25 03:06:36
知识就是力量(2018年7期)2018-07-11 06:39:56
时代英语·高二(2017年4期)2017-08-11 11:54:16
解放军健康(2017年5期)2017-08-01 06:27:44
大型铸锻件(2015年4期)2016-01-12 06:35:27
应用科技(2015年5期)2015-12-09 07:10:09
河南科技(2014年12期)2014-02-27 14:10:32
自动化与仪表(2014年10期)2014-02-26 08:21:30
